用于在机床处更换工具的工具传送系统和方法与流程
本发明涉及一种用于在用于储存多个工具的中心工具库与一个或更多个机床之间更换工具的工具传送系统。此外,提出了一种用于使用中心工具库在机床上更换工具以接纳多个不同工具的方法。
背景技术:
1、ep 2750828 b1描述了一种在机床的工具库上的工具更换装置。工具借助于操纵器插入在具有一个或更多个工具库轮的工具库上。在此,工具库本身被手动地装载。
2、de 102018201426a1示出了一种用于机床的工具库的进给装置,该进给装置允许以部分自动化的方式装载工具或工件库。在此,提供了额外的工具条带,该额外的工具条带可以由操作者手动地装载。具有手动装载工具的工具条带然后可以经由进给装置的提升和旋转装置从操作者可触及的装载位置进给到转移位置。
技术实现思路
1、从已知的机床和工具库开始,本发明的目的是提供一种高效的工具传送系统,通过该工具传送系统能够容易地将工具提供给不同的机床。还有目的是使得能够有效地更换来自不同机床的工具。此外,本发明的目的是提出一种方法,通过该方法可以有效地并且优选地在不中断机加工循环的情况下执行机床上的工具的更换。
2、为了实现上述目的,提出了独立权利要求的特征。在从属权利要求中可以找到优选的进一步改进。
3、一种用于在中心工具库与一个或更多个机床之间更换工具的工具传送系统可以至少包括:导向传送模块,导向传送模块用于沿着传送路径在中心工具库与一个或更多个机床之间穿梭;支撑导向件,支撑导向件用于接纳传送模块并且用于确定传送模块的传送路径,其中,传送模块包括传送平台,传送平台具有用于接纳多个工具的至少一个工具传送条带,以及其中,传送平台优选地在竖直方向上向下与传送模块间隔开。借助于这种布置和中心工具库的使用,可以有效地将多个工具从机床上的中心库插入/移除,而不中断机加工循环并且不阻碍机床周围的空间(到机床的水平接近区域)。因此,与中心工具库和可旋转的传送平台相结合的竖直工具进给是插入工具的非常有效的方式。
4、传送平台可以优选地被配置成是围绕竖直轴线可旋转的以便改变工具传送条带的空间定向。这种布置允许传送平台灵活且高效地用于工具更换。装载条带可以在运动方向上旋转,以用于传送平台的平移运动,以便能够实现工具的安全和低振动传送。旋转还使得可以使用传送平台的背面来更换工具,例如使用附加的工具传送条带。因此,通过仅一个穿梭路径可以在机床或库上插入和移除。
5、可以提供用于容纳和可旋转地安装传送平台的支撑框架,以及支撑框架可以优选地在至少平面中完全框定传送平台以便确保安全和低振动支撑。支撑框架可以被设置成悬挂在传送模块上,以便实现改进的接近,并且因此实现快速的工具更换。
6、传送模块可以包括用于沿着传送路径移动的第一驱动器和用于使传送平台围绕竖直轴线旋转的第二驱动器。该配置使得可以保持驱动器较小,并将它们靠近移动轴线放置,以便实现低振动和稳健的移动。此外,这些集成驱动器有利地经由轨道上的电源供电以实现有效的能量转移。在优选的改进方案中,不允许传送平台本身的竖直移动(即,在竖直方向上的刚性布置),使得传送平台的重量可以进一步减小,因此使得可以最小化待移动的质量。
7、支撑导向件可以被布置成与中心工具库和/或机床竖直地间隔开,其中,支撑导向件优选地至少部分地布置在中心工具库和/或机床的上方(例如,设置在机床大厅的大厅顶部或在竖直延伸超出机床的支柱上)。高架布置使得能够横跨机床自由地运输工具,优选地以最小的运输距离来直接控制机床更换工具。
8、支撑导向件可以包括至少一个轨道,传送模块的导向器件与至少一个轨道接合,传送模块可以移位并且优选地仅安装在支撑导向件上。轨道有利地在工具库与机床之间建立直接路径,以实现有效的工具运输。仅在轨道上接合和安装传送模块允许以减少的能量需求进行有效的组装和快速的工具运输。
9、传送平台可以包括第一工具传送条带和第二工具传送条带,第一工具传送条带和第二工具传送条带优选地被布置成彼此相对(优选地间隔开并且彼此平行)。每个工具传送条带可以包括用于在装载方向上安装工具的多个传送保持器。第一工具传送条带和第二工具传送条带的装载方向可以被配置成在相对的方向上。通过使传送平台围绕竖直轴线旋转,竖直轴线优选地是传送平台的纵向轴线,可以使用第一工具传送条带或第二工具传送条带来改变工具。这种结构允许在一次更换操作中特别有效地更换多个工具。
10、传送平台可以被接纳在安装轴上并且安装轴可以被安装在支撑框架上,第二驱动器通过接合器件连接到存储轴并且旋转存储轴,以便使传送平台旋转。这允许传送平台的有效和低振动旋转。
11、支撑导向件可以沿着传送路径具有止动件,每个止动件均分配给中心工具库和至少一个机床,并且传送模块在止动件处停止以更换工具。
12、有利地,传送模块可以是具有用于快速移动的辊子的穿梭车,穿梭车包括沿着支撑导向件的轨道驱动传送模块的自驱动器,以及其中,自驱动器具体是第一驱动器。
13、生产系统可以包括至少机床、用于存储工具的中心工具库以及工具传送系统。中心工具库和至少一个机床可以分别包括工具供应条带,工具供应条带可以被移动到转移位置中,以利用传送模块的工具传送条带更换工具。
14、工具供应条带可以有利地竖直向上移动到转移位置中并返回,以及工具供应条带可以被配置成执行向上的升降运动或向下的升降运动,以便在转移位置中将工具转移到工具传送条带。de 102018201426 b1和akz de 102020211672.5的公开内容通过引用并入本文。
15、为了转移工具,工具传送条带可以有利地被配置成移动到与工具供应条带重叠的位置中,使得工具传送条带和工具供应条带的工具抓取器被布置成一个在另一个之上。
16、一种用于借助于工具传送系统在中心工具库与一个或更多个机床之间更换工具的方法,其中,中心工具库和至少一个机床均包括工具供应条带,以及其中,工具传送系统包括导向传送模块,导向传送模块具有至少一个工具传送条带和支撑导向件,支撑导向件用于接纳传送模块并且确定传送模块的传送路径,所述方法包括以下步骤:使传送模块在位于中心工具库的传送路径上的止动件与沿着传送路径的一个或更多个机床之间来回穿梭;通过工具供应条带升降运动在止动件处更换工具。
17、此外,可有利地提供以下步骤:将工具供应条带竖直向上移动到转移位置中,以及然后优选地将工具传送条带移动到与工具提供杆重叠的位置中;以及,为了在转移位置中将工具转移至工具传送条带,执行工具提供杆的向上的升降运动或向下的升降运动;和/或围绕竖直轴线旋转传送平台以改变工具传送条带的空间定向以用于更换工具。
18、其他方面及其优点以及用于上述方面和特征的特殊实施选项在以下章节和解释中是清楚的。
技术特征:
1.一种用于在中心工具库(zwm)与一个或更多个机床(wzm)之间更换工具的工具传送系统,
2.根据权利要求1所述的工具传送系统,其中,所述传送平台(pt)被配置成能够围绕竖直轴线旋转,以便改变所述工具传送条带(e2)的空间定向。
3.根据前述权利要求中的一项所述的工具传送系统,其中,设置有用于接纳和能够旋转地安装所述传送平台(pt)的支撑框架(pr),以及其中,所述支撑框架(pr)优选地在至少一个平面中完全框定所述传送平台(pt),以及所述支撑框架(pr)优选地被设置成悬挂在所述传送模块(p)上。
4.根据前述权利要求中的一项所述的工具传送系统,其中,所述传送模块(p)包括用于沿着所述传送路径移动的第一驱动器(a1)以及用于使所述传送平台(pt)围绕竖直轴线旋转的第二驱动器(a2)。
5.根据前述权利要求中的一项所述的工具传送系统,其中,所述支撑导向件(f)被布置成与所述中心工具库(zwm)和/或所述机床(wzm)竖直地间隔开,以及其中,所述支撑导向件(f)优选地被布置成至少部分地位于所述中心工具库(zwm)和/或所述机床(wzm)上方。
6.根据前述权利要求中的一项所述的工具传送系统,其中,所述支撑导向件(f)包括至少一个轨道(s1、s2),所述传送模块(p)的导向器件(s)接合在所述至少一个轨道(s1、s2)上,所述传送模块(p)能够移位并且优选地仅安装在所述支撑导向件(f)上。
7.根据前述权利要求中的一项所述的工具传送系统,其中,所述传送平台包括优选地被布置成彼此相对的第一工具传送条带(e2)和第二工具传送条带(e2),每个工具传送条带(e2)均包括用于存储工具(w)的多个传送保持器(e3),其中,通过围绕所述竖直轴线旋转所述传送平台(pt)而能够利用所述第一工具传送条带或第二工具传送条带(e2)进行工具更换,所述竖直轴线优选地是所述传送平台(pt)的纵向轴线。
8.根据前述权利要求中的一项所述的工具传送系统,其中,所述传送平台(p)被接纳在安装轴(ptl)上,以及所述安装轴(ptl)被安装在所述支撑框架(pr)上,其中,所述第二驱动器(a2)借助于接合器件被连接至所述安装轴(ptl)并且使所述安装轴(ptl)旋转以便使所述传送平台(pt)旋转。
9.根据前述权利要求中的一项所述的工具传送系统,其中,所述支撑导向件(f)具有沿着所述传送路径的止动件(h),所述止动件(h)中的每一个均被分配给所述中心工具库(zwm)和所述至少一个机床(wzm),所述传送模块(p)在所述止动件(h)处停止以更换工具。
10.根据前述权利要求中的一项所述的工具传送系统,其中,所述传送模块(p)是具有辊子的穿梭车,所述穿梭车包括自驱动器,所述自驱动器沿着所述支撑导向件(f)的轨道驱动所述传送模块(p),以及其中,所述自驱动器特别地是所述第一驱动器(a1)。
11.一种生产系统,包括至少一个机床(wzm)、用于存储工具(w)的中心工具库(zwm)以及根据前述权利要求中至少一项所述的工具传送系统,
12.根据权利要求11所述的生产系统,其中,所述工具供应条带(e1b)能够竖直向上移动到所述转移位置中并返回,以及其中,所述工具供应条带(e1b)被配置成执行向上的升降运动或向下的升降运动,以便在所述转移位置中将所述工具转移到所述工具传送条带(e2)。
13.根据权利要求11或12中至少一项所述的生产系统,其中,为了转移所述工具(w),所述工具传送条带(e2)被配置成移动到与所述工具供应条带(e1b)重叠的位置中,使得所述工具传送条带(e2)和所述工具供应条带(e1b)的工具抓取器被布置成一个在另一个之上。
14.一种用于借助于工具传送系统在中心工具库(zwm)与一个或更多个机床(wzm)之间更换工具的方法,
15.根据权利要求14所述的方法,包括以下附加步骤:
技术总结
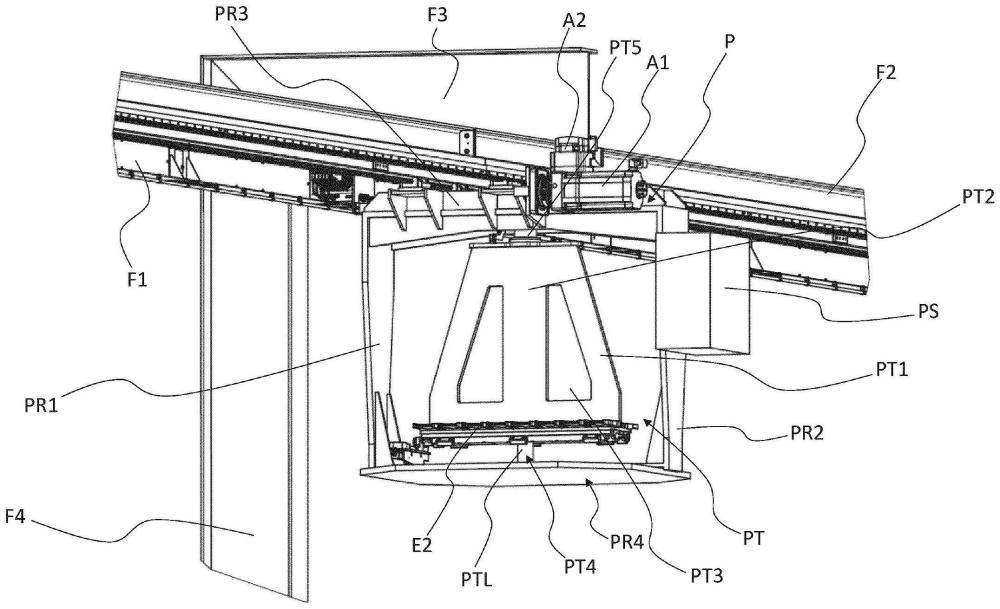
本发明涉及一种用于在中心工具库与一个或更多个机床之间更换工具的工具传送系统。导向传送模块(P)可以通过支撑导向件在不同的止动件之间移动。传送模块(P)具有传送平台(PT),传送平台具有用于固持多个工具(W)的至少一个工具运输条带(E2)。传送平台(PT)在竖直方向上向下与传送模块(P)和支撑导向件(F)间隔开。
技术研发人员:塞巴斯蒂安·里德尔,迈克尔·特伦克尔
受保护的技术使用者:德克尔马霍普夫龙滕有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!