减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法
本发明属于金属压力加工,涉及一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法。
背景技术:
1、在轧制过程中,由于受轧件长度和轧制规格的影响,轧制间隔时,轧机会进入空载运行状态。当轧件刚被轧辊咬入时会产生较大的冲击,造成轧制力和辊缝产生一定的波动。在不施加辊缝补偿的情况下,咬钢的瞬间轧机由空载到负载运行,辊缝会被轧件“顶开”,造成实际辊缝值大于过程控制模型计算的辊缝值,进而使得轧件出口厚度变大。实际工程中会在轧机咬钢前对辊缝施加一定量的补偿,以降低咬钢冲击时辊缝变化对轧制的影响,减少头部厚度的波动。
2、随着轧制节奏的不断提升,轧制速度在不断的提高,轧制间隔时间更短,对轧件厚度控制也有了更高的要求。增加咬钢冲击辊缝补偿项可以减少轧件在头部位置的厚度偏差,减少头部剪切的长度,进而实现更高的成材率。现有咬钢冲击辊缝补偿值计算方法没有采用自学习算法,补偿数值大都固定。实际轧制过程中轧件的数据都有一定的差别,如果不采用跟随轧制实际情况变化的数据计算得到的辊缝补偿值,虽然有一定的补偿效果,但是补偿效果并不理想。
技术实现思路
1、针对上述技术问题,本发明提供一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,通过计算轧机咬钢冲击辊缝补偿值,可以实时快速的计算出需要设定的辊缝补偿值。并且由于自学习算法的加入,随着轧制的不断的进行,可以使得咬钢冲击补偿不断获得更好的补偿效果。
2、本发明是通过以下技术方案实现的:
3、一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,对轧制过程中的数据进行分析,通过不断学习辊缝补偿值和补偿时间,来对咬钢冲击进行补偿,减少咬钢时钢板头部厚度的变化。
4、进一步地,所述方法包括:
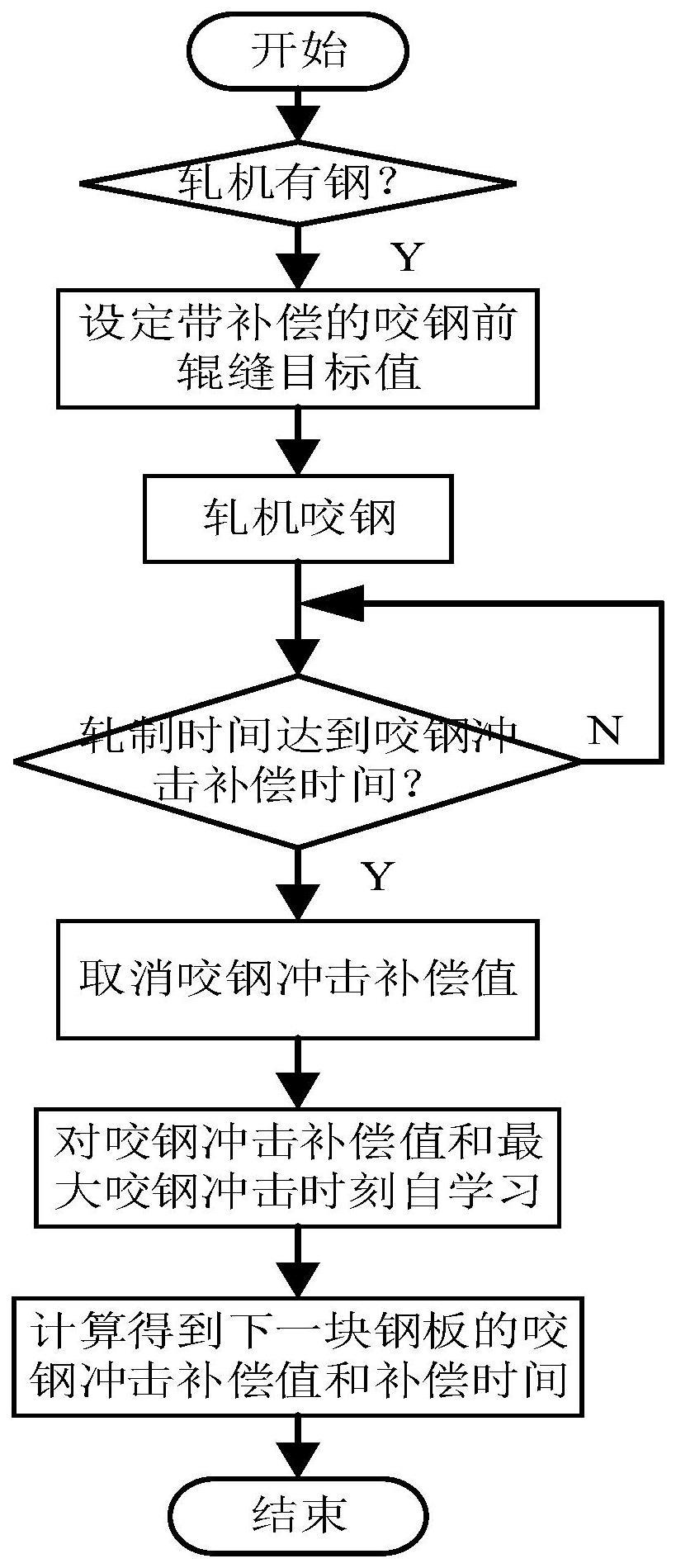
5、(1)每次咬钢前,将辊缝设定值sref减去咬钢冲击补偿值scomp作为辊缝目标值sset;
6、(2)轧机咬钢后,判断轧制时间是否达到咬钢冲击补偿时间tcomp,在达到咬钢冲击补偿时间tcomp时,取消所述咬钢冲击补偿值scomp;
7、(3)从轧机咬钢开始,实时收集辊缝数据,补偿完成后,对辊缝反馈数据进行分析,得到当前轧制钢板在对应的所述咬钢冲击补偿值下的最大咬钢冲击值simp和辊缝稳定时间tcan;
8、(4)在咬钢冲击完成后,利用自学习算法,采用所述最大咬钢冲击值simp和辊缝稳定时间tcan对所述咬钢冲击补偿值scomp和所述咬钢冲击补偿时间tcomp进行自学习,得到修正后的咬钢冲击补偿值和修正后的咬钢冲击补偿时间,用于下一块钢板的咬钢冲击补偿。
9、进一步地,步骤(1)中,在轧机咬钢前进行辊缝设定,使用辊缝设定值sref与咬钢冲击补偿值scomp相减得到辊缝目标值sset,即有sset=sref-scomp;
10、步骤(2)中,轧机咬钢后,根据咬钢信号时刻判定轧制时间到达咬钢冲击补偿时间tcomp时,移去咬钢冲击补偿值scomp,快速恢复所述辊缝设定值sref,完成此次补偿。此时,辊缝恢复速度应根据轧制时液压缸设备允许的最大速度设定。
11、进一步地,首次轧制时,所述咬钢冲击补偿值scomp初值选设为100μm,所述咬钢冲击补偿时间tcomp初值选设为30ms;
12、对于后续轧制的钢板,采用上一块钢板的冲击补偿过程自学习获得的修正后的咬钢冲击补偿值和修正后的咬钢冲击补偿时间。
13、进一步地,步骤(3)中,对辊缝反馈数据进行分析,得到咬钢开始时刻至最大咬钢冲击补偿时间内辊缝实际值sact和辊缝目标值sset相减值最大时的咬钢冲击值,获得最大咬钢冲击值simp;最大咬钢冲击值simp是辊缝实际值sact和辊缝目标值sset相减值最大时的差值;
14、达到最大咬钢冲击值simp后,辊缝实际值sact第一次达到与辊缝设定值sref相差小于等于10μm的时刻,即为最大咬钢回落时刻;以咬钢信号作为起始时刻,以所述最大咬钢回落时刻为结束时刻,计算辊缝稳定时间tcan。
15、此处限定辊缝实际值sact第一次达到与辊缝设定值sref相差小于等于10μm,是因为在控制器的实际反馈里,反馈数据是离散的、随机波动的,无法获得一个确定的“等于”某一个固定值的反馈。
16、进一步地,所述最大咬钢冲击补偿时间为所述咬钢冲击补偿时间的最大边界值tmax,最大边界值tmax根据该轧机的历史咬钢冲击情况确定,取值范围为120~180ms。
17、进一步地,步骤(4)中,在咬钢冲击完成后,利用自学习算法,对所述咬钢冲击补偿值和所述咬钢冲击补偿时间进行自学习,具体为:
18、scomp(k+1)=(1-α)scomp(k)+α*(simp-smar);
19、tcomp(k+1)=(1-β)tcomp(k)+β*tcan;
20、式中,k表示当前所轧的次数,k+1表示接下来所轧的次数;scomp(k+1)为通过自学习获得的修正后的咬钢冲击补偿值;tcomp(k+1)为通过自学习获得的修正后的咬钢冲击补偿时间;scomp(k)为当前轧制钢板采用的咬钢冲击补偿值;tcomp(k)为当前轧制钢板采用的咬钢冲击补偿时间;simp为最大咬钢冲击值,tcan为辊缝稳定时间;smar为补偿后允许的超调量,为常数,一般可取值10~50μm;α,β均为系数,α,β∈(0,0.3)。
21、进一步地,所述咬钢冲击补偿值的最大值限定为350μm。其中将咬钢冲击补偿值的最大值限定为350μm,是为了防止仪表故障情况下补偿值过大。若所述咬钢冲击补偿值大于350μm,使用350μm进行补偿。
22、进一步地,所述自学习算法的计算过程在一级控制系统plc控制器中完成。
23、本发明有益技术效果:
24、本发明所述方法提出的咬钢冲击辊缝补偿值的计算方法,可以较为简单且快速的计算出与轧制实际情况相符合的咬钢冲击补偿值,占用plc算力和通信数据量较少,可以减少由于固定补偿值设置不精确导致的钢板头部厚度波动过大的问题。
25、本发明提供的方法由于采用轧制数据相匹配的计算方法,并加入自学习算法,辊缝补偿值(咬钢冲击补偿值)以及咬钢冲击补偿时间可以根据轧制情况实时在线计算;可以在一级(基础自动化级)plc控制器中增加对应的辊缝补偿算法程序实现,不用额外新增设备,能够实现在不影响正常轧制的情况下完成咬钢冲击辊缝补偿的功能。
技术特征:
1.一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,对轧制过程中的数据进行分析,通过不断学习辊缝补偿值和补偿时间,来对咬钢冲击进行补偿,减少咬钢时钢板头部厚度的变化。
2.根据权利要求1所述一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,所述方法包括:
3.根据权利要求2所述一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,步骤(1)中,在轧机咬钢前进行辊缝设定,使用辊缝设定值sref与咬钢冲击补偿值scomp相减得到辊缝目标值sset,即有sset=sref-scomp;
4.根据权利要求3所述一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,首次轧制时,所述咬钢冲击补偿值scomp初值选设为100μm,所述咬钢冲击补偿时间tcomp初值选设为30ms;
5.根据权利要求4所述一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,步骤(3)中,对辊缝反馈数据进行分析,得到咬钢开始时刻至最大咬钢冲击补偿时间内辊缝实际值sact和辊缝目标值sset相减值最大时的咬钢冲击值,获得最大咬钢冲击值simp;
6.根据权利要求5所述一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,所述最大咬钢冲击补偿时间为所述咬钢冲击补偿时间的最大边界值tmax,最大边界值tmax根据该轧机的历史咬钢冲击情况确定,取值范围为120~180ms。
7.根据权利要求5所述一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,步骤(4)中,在咬钢冲击完成后,利用自学习算法,对所述咬钢冲击补偿值和所述咬钢冲击补偿时间进行自学习,具体为:
8.根据权利要求7所述一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,所述咬钢冲击补偿值的最大值限定为350μm。
9.根据权利要求6所述一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法,其特征在于,所述自学习算法的计算过程在一级控制系统plc控制器中完成。
技术总结
本发明属于金属压力加工技术领域,涉及一种减少咬钢冲击对板带头部厚度影响的辊缝自学习补偿方法。所述方法为:每次咬钢前,将辊缝设定值减去咬钢冲击补偿值作为辊缝目标值;轧机咬钢后,在达到咬钢冲击补偿时间时,取消所述咬钢冲击补偿值,完成此次补偿;轧机咬钢后,对辊缝反馈数据进行分析,得到当前轧制钢板在对应的所述咬钢冲击补偿值下的最大咬钢冲击值和最大咬钢冲击时刻;在咬钢冲击完成后,利用自学习算法,对所述咬钢冲击补偿值和所述咬钢冲击补偿时间进行自学习,得到修正后的咬钢冲击补偿值和修正后的咬钢冲击补偿时间,用于下一块钢板的咬钢冲击补偿。本发明提供的补偿方法能有效减少咬钢冲击对钢板头部厚度造成的影响,提高钢板尺寸精度。
技术研发人员:张飞,郭庆福,李江昀,任晓怀,肖雄,毕鹏飞,王潇潇
受保护的技术使用者:北京科技大学
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!