手弧焊控制方法和控制装置与流程
本申请涉及手弧焊焊接,特别是涉及一种手弧焊控制方法和控制装置。
背景技术:
1、随着焊接技术的发展,目前的手弧焊大多采用纯硬件方式来实现引弧控制和焊接控制等功能。相关技术中的手弧焊在开机后,会立即开始引弧等操作,但此种方式会导致在手弧焊出现故障时,导致引弧效果不好。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种能够提升引弧效果的手弧焊控制方法和控制装置。
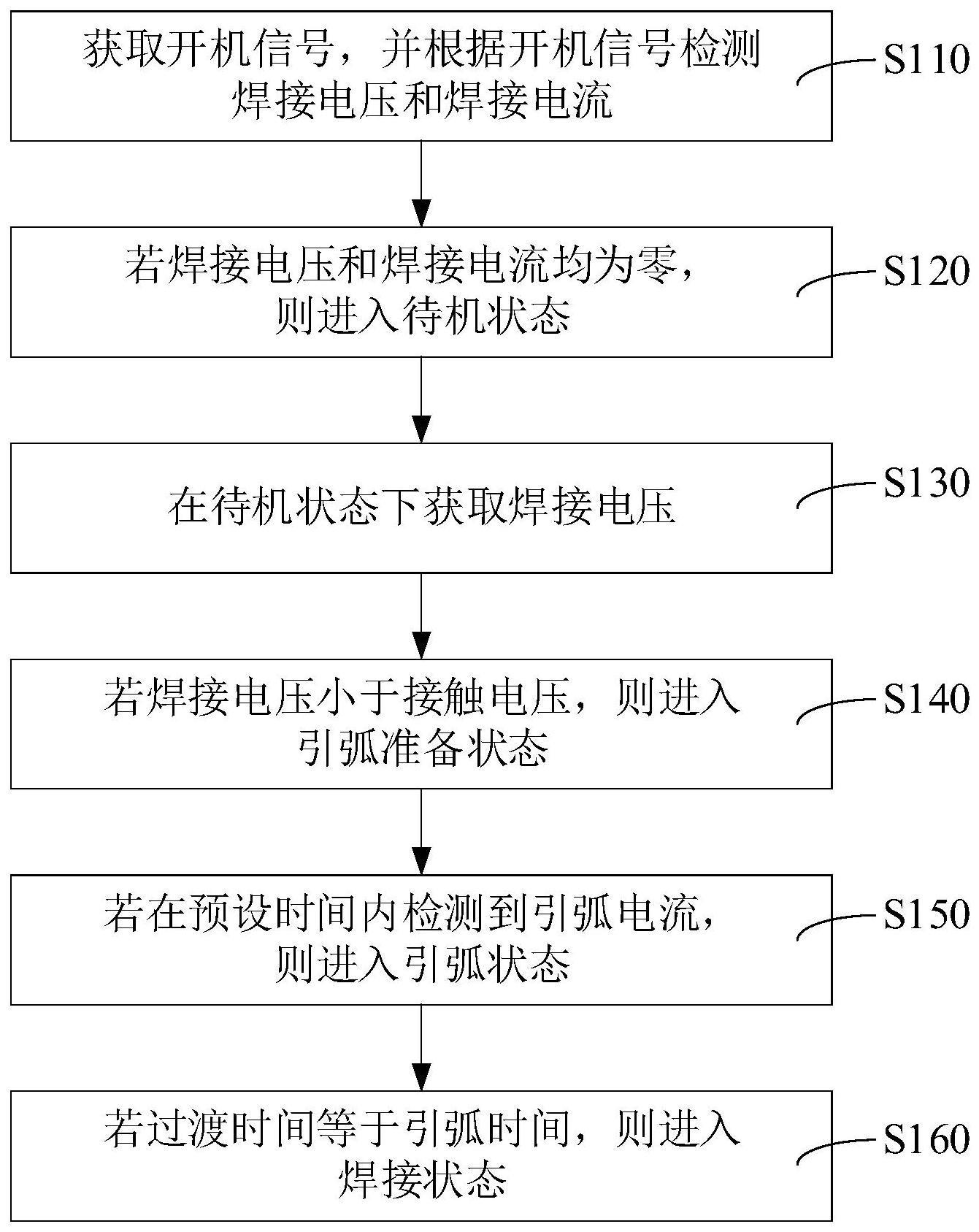
2、第一方面,本申请提供了一种手弧焊控制方法。所述方法包括:获取开机信号,并根据所述开机信号检测焊接电压和焊接电流;若所述焊接电压和所述焊接电流均为零,则进入待机状态;其中,在所述待机状态下,控制所述焊接电压为待机电压;在所述待机状态下获取所述焊接电压;若所述焊接电压小于接触电压,则进入引弧准备状态;其中,在所述引弧准备状态下,控制所述焊接电流为引弧电流;若在预设时间内检测到所述引弧电流,则进入引弧状态;其中,在所述引弧状态下,获取预设的引弧时间;若过渡时间等于所述引弧时间,则进入焊接状态;其中,在所述焊接状态下,控制所述焊接电流进行恒流焊接。
3、在其中一个实施例中,所述在所述焊接状态下,控制所述焊接电流进行恒流焊接的步骤,包括:获取所述焊接电压;若所述焊接电压大于预设电压,则控制所述焊接电流为恒定值。
4、在其中一个实施例中,所述在所述焊接状态下,控制所述焊接电流进行恒流焊接的步骤,还包括:若所述焊接电压小于所述预设电压,则根据最大推力电流调整所述焊接电流,以进行恒流焊接。
5、在其中一个实施例中,所述在所述焊接状态下,控制所述焊接电流进行恒流焊接的步骤,还包括:若所述焊接电压在预设时间段内小于粘连电压,则进入防粘连状态;其中,在所述防粘连状态中,控制所述焊接电流为防粘连电流。
6、在其中一个实施例中,所述方法还包括:在所述防粘连状态下检测所述焊接电流;若所述焊接电流为零,则进入所述待机状态。
7、在其中一个实施例中,所述方法还包括:若所述焊接电压或所述焊接电流不为零,则进入故障状态;其中,在所述故障状态下,控制所述焊接电压和所述焊接电流均为零,并输出故障信号。
8、在其中一个实施例中,所述方法还包括:在所述引弧状态下获取所述焊接电流;若所述焊接电流为零,则进入所述待机状态。
9、在其中一个实施例中,所述方法还包括:在所述焊接状态下获取所述焊接电流;若所述焊接电流为零,则进入所述待机状态。
10、第二方面,本申请还提供了一种手弧焊控制装置,用于执行上述第一方面实施例所述的手弧焊控制方法,所述装置包括:焊接主电路,所述焊接主电路用于将输入的交流电转换为焊接输出;驱动电路,所述驱动电路连接所述焊接主电路,所述驱动电路用于驱动控制所述焊接主电路;焊接电压检测电路,所述焊接电压检测电路用于检测所述焊接输出的焊接电压;焊接电流检测电路,所述焊接电流检测电路用于检测所述焊接输出的焊接电流;处理器,所述处理器分别连接所述驱动电路、焊接电压检测电路和焊接电流检测电路,所述处理器用于根据所述焊接电压和所述焊接电流生成驱动信号,所述驱动信号用于控制所述驱动电路驱动控制所述焊接主电路。
11、在其中一个实施例中,所述装置还包括:人机交互模块,所述人机交互模块连接所述处理器,所述人机交互模块用于进行焊接参数设定并进行实时参数显示。
12、上述手弧焊控制方法和控制装置,在获取到开机信号后,即会检测焊接电压和焊接电流,并在焊接电压和焊接电流均为零的情况下,才进入待机状态。在待机状态下的焊接电压小于接触电压时,才进入后续的引弧准备状态和引弧状态,以开始引弧操作。通过在开机后检测焊接电压和焊接电流的大小,判断当前的手弧焊是否存在故障,在未存在故障的情况下才进入待机状态,并进行后续的引弧准备状态和引弧状态,以完成引弧操作。通过预先检测故障状态,使手弧焊在未出现故障的情况下才开始引弧操作,提升了引弧性能和效果。
技术特征:
1.一种手弧焊控制方法,其特征在于,所述方法包括:
2.根据权利要求1所述的手弧焊控制方法,其特征在于,所述在所述焊接状态下,控制所述焊接电流进行恒流焊接的步骤,包括:
3.根据权利要求2所述的手弧焊控制方法,其特征在于,所述在所述焊接状态下,控制所述焊接电流进行恒流焊接的步骤,还包括:
4.根据权利要求3所述的手弧焊控制方法,其特征在于,所述在所述焊接状态下,控制所述焊接电流进行恒流焊接的步骤,还包括:
5.根据权利要求4所述的手弧焊控制方法,其特征在于,所述方法还包括:
6.根据权利要求1至5任一项所述的手弧焊控制方法,其特征在于,所述方法还包括:
7.根据权利要求6所述的手弧焊控制方法,其特征在于,所述方法还包括:
8.根据权利要求6所述的手弧焊控制方法,其特征在于,所述方法还包括:
9.一种手弧焊控制装置,其特征在于,用于执行权利要求1至8任一项所述的手弧焊控制方法,所述装置包括:
10.根据权利要求9所述的手弧焊控制装置,其特征在于,所述装置还包括:人机交互模块,所述人机交互模块连接所述处理器,所述人机交互模块用于进行焊接参数设定并进行实时参数显示。
技术总结
本申请涉及一种手弧焊控制方法和控制装置。所述方法包括:获取开机信号,并根据开机信号检测焊接电压和焊接电流;若焊接电压和焊接电流均为零,则进入待机状态;其中,在待机状态下,控制焊接电压为待机电压;在待机状态下获取焊接电压;若焊接电压小于接触电压,则进入引弧准备状态;其中,在引弧准备状态下,控制焊接电流为引弧电流;若在预设时间内检测到引弧电流,则进入引弧状态;其中,在引弧状态下,获取预设的引弧时间;若过渡时间等于引弧时间,则进入焊接状态;其中,在焊接状态下,控制焊接电流进行恒流焊接。通过预先检测故障状态,使手弧焊在未出现故障的情况下才开始引弧操作,提升了引弧性能和效果。
技术研发人员:程刚
受保护的技术使用者:广州亦高电气设备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!