一种汽车门框的拼焊工装的制作方法
本发明涉及工装夹具,具体涉及一种汽车门框的拼焊工装。
背景技术:
1、在汽车门框的拼装焊接过程中,由于其结构体积较大,尤其对于大型卡车的左右侧围外板而言,在对其进行加工操作时不易固定,容易影响加工位置的准确性,进而较难保证最终的生产质量,现有的汽车门框工装夹具通常设计不够合理,使得工人在装夹过程中费时费力,并且装夹完成后的效果通常不够牢固。鉴于以上缺陷,实有必要设计一种汽车门框的拼焊工装。
技术实现思路
1、本发明的目的在于提供一种汽车门框的拼焊工装,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种汽车门框的拼焊工装,包括底板、安装架、第一工装夹具、第二工装夹具、限位组件和压紧组件,所述底板的底部安装有多个支脚,所述底板上安装有安装架,所述安装架设置有多个,每个所述安装架上均安装有第一工装夹具和第二工装夹具,所述底板上安装有限位组件,所述底板的两端均安装有支撑架,支撑架上安装有两个压紧组件。
3、优选的,所述第一工装夹具包括第一杠杆气缸和l形夹块,所述第一杠杆气缸安装在安装架的一侧,所述第一杠杆气缸的杠杆上安装有第一夹持板,第一夹持板上安装有l形夹块,所述l形夹块设置有三块,三块所述l形夹块呈间隔设置。
4、优选的,所述第二工装夹具包括第二杠杆气缸、上夹块和下夹块,所述第二杠杆气缸安装在安装架的另一侧,所述第二杠杆气缸的杠杆上安装有第二夹持板,第二夹持板上安装有上夹块,所述下夹块安装在安装架的另一侧,并且位于上夹块的下方,所述安装架上设置有定位插销。
5、优选的,所述限位组件设置有多个,所述限位组件包括限位块,所述限位块呈l形结构,所述限位块安装在推块上,推块安装在第一气缸的活塞杆上,第一气缸安装在气缸支架上,气缸支架安装在底板上。
6、优选的,所述压紧组件包括第二气缸和第三夹持板,所述第二气缸安装在支撑架上,第二气缸的活塞杆上安装有第一铰接座,第一铰接座上通过铰接轴与第三夹持板的一端铰接。
7、优选的,所述第三夹持板的中部与第二铰接座铰接,第二铰接座安装在支撑架上,所述第三夹持板的一端安装有l形夹块,所述l形夹块设置有两个,两个所述l形夹块呈间隔设置。
8、与现有技术相比,本发明一种汽车门框的拼焊工装,通过第一气缸工作,带动推块以及限位块向上移动,对汽车门框的内侧和外侧进行限位,第一杠杆气缸工作带动第一夹持板工作,使得第一夹持板上的l形夹块配合安装架将汽车门框中部进行压紧,第二杠杆气缸工作带动第二夹持板以及上夹块移动,配合下夹块对汽车门框内侧进行夹紧,第二气缸工作,带动第三夹持板的一端向上移动,第三夹持板的另一端带动l形夹块向下移动对汽车门框的两端进行夹紧,从而达到提高装夹牢固程度的效果,整个过程,只需要将汽车门框放置在安装架上即可,整个过程轻松便捷,工作效率高。
技术特征:
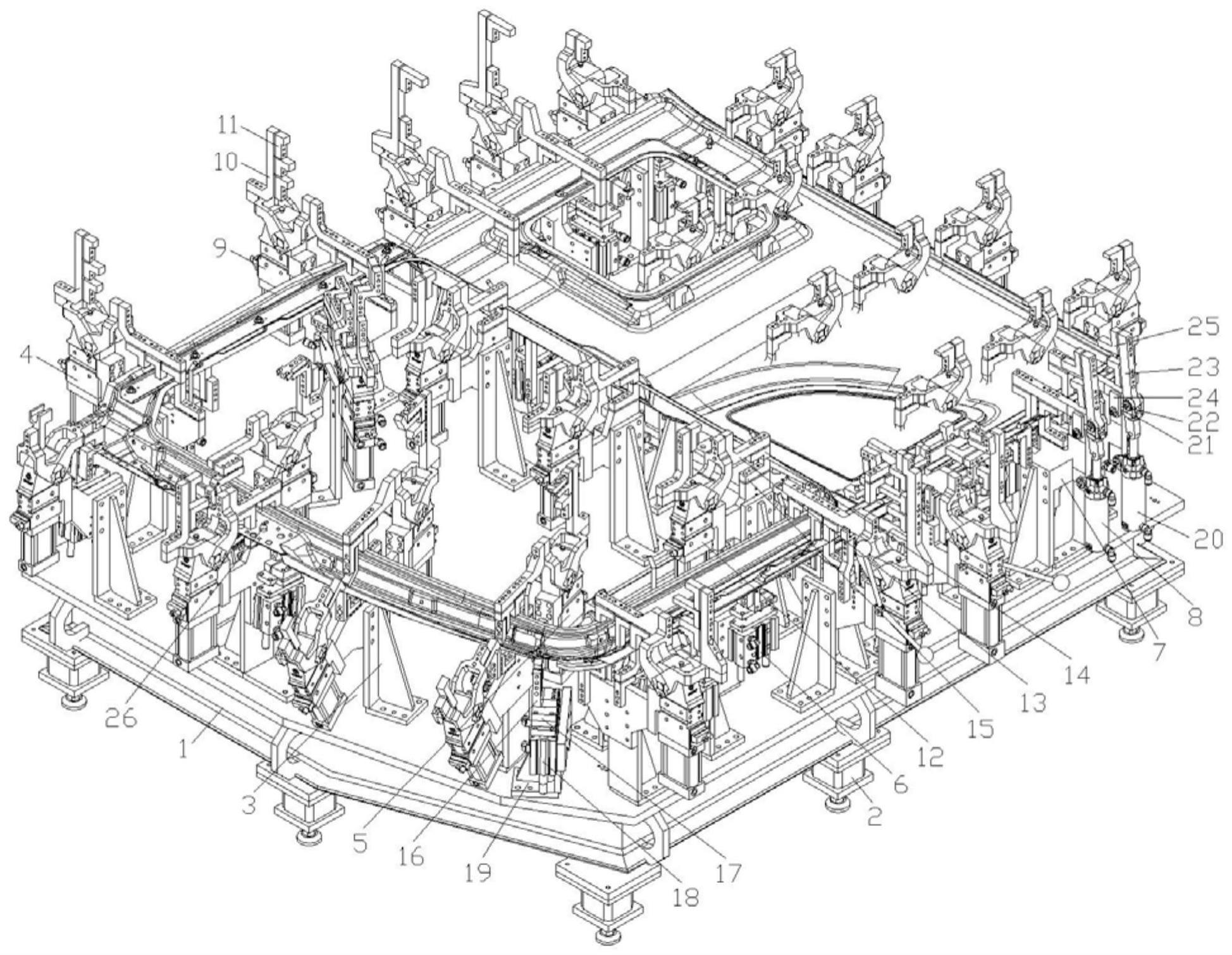
1.一种汽车门框的拼焊工装,其特征在于:包括底板(1)、安装架(3)、第一工装夹具(4)、第二工装夹具(5)、限位组件(6)和压紧组件(8),所述底板(1)的底部安装有多个支脚(2),所述底板(1)上安装有安装架(3),所述安装架(3)设置有多个,每个所述安装架(3)上均安装有第一工装夹具(4)和第二工装夹具(5),所述底板(1)上安装有限位组件(6),所述底板(1)的两端均安装有支撑架(7),支撑架(7)上安装有两个压紧组件(8)。
2.根据权利要求1所述一种汽车门框的拼焊工装,其特征在于:所述第一工装夹具(4)包括第一杠杆气缸(9)和l形夹块(11),所述第一杠杆气缸(9)安装在安装架(3)的一侧,所述第一杠杆气缸(9)的杠杆上安装有第一夹持板(10),第一夹持板(10)上安装有l形夹块(11),所述l形夹块(11)设置有三块,三块所述l形夹块(11)呈间隔设置。
3.根据权利要求1所述一种汽车门框的拼焊工装,其特征在于:所述第二工装夹具(5)包括第二杠杆气缸(12)、上夹块(14)和下夹块(15),所述第二杠杆气缸(12)安装在安装架(3)的另一侧,所述第二杠杆气缸(12)的杠杆上安装有第二夹持板(13),第二夹持板(13)上安装有上夹块(14),所述下夹块(15)安装在安装架(3)的另一侧,并且位于上夹块(14)的下方,所述安装架(3)上设置有定位插销(26)。
4.根据权利要求1所述一种汽车门框的拼焊工装,其特征在于:所述限位组件6设置有多个,所述限位组件6包括限位块16,所述限位块16呈l形结构,所述限位块16安装在推块17上,推块17安装在第一气缸18)的活塞杆上,第一气缸18安装在气缸支架19上,气缸支架19安装在底板1上。
5.根据权利要求4所述一种汽车门框的拼焊工装,其特征在于:所述压紧组件(8)包括第二气缸(20)和第三夹持板(23),所述第二气缸(20)安装在支撑架(7)上,第二气缸(20)的活塞杆上安装有第一铰接座(21),第一铰接座(21)上通过铰接轴(22)与第三夹持板(23)的一端铰接。
6.根据权利要求5所述一种汽车门框的拼焊工装,其特征在于:所述第三夹持板(23)的中部与第二铰接座(24)铰接,第二铰接座(24)安装在支撑架(7)上,所述第三夹持板(23)的一端安装有l形夹块(25),所述l形夹块(25)设置有两个,两个所述l形夹块(25)呈间隔设置。
技术总结
本发明公开了一种汽车门框的拼焊工装,包括底板、安装架、第一工装夹具、第二工装夹具、限位组件和压紧组件,所述底板的底部安装有多个支脚,所述底板上安装有安装架,所述安装架设置有多个,每个所述安装架上均安装有第一工装夹具和第二工装夹具,所述底板上安装有限位组件,所述底板的两端均安装有支撑架,支撑架上安装有两个压紧组件;本发明通过设置有第一工装夹具、第二工装夹具、限位组件和压紧组件,能够达到提高装夹牢固程度的效果,整个过程,只需要将汽车门框放置在安装架上即可,整个过程轻松便捷,工作效率高。
技术研发人员:马金龙,张东赫,黎展辉,朱彩仪
受保护的技术使用者:苏州麦克斯韦智能制造科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!