一种感应加热薄壁管件做热气涨的工艺方法与流程
本发明属于机械加工,尤其涉及一种感应加热薄壁管件做热气涨的工艺方法。
背景技术:
1、薄壁管件具有重量轻、结构紧凑、占用空间小等优点而被产品设计师经常采用,但是薄壁圆管件的加工精度却是一个棘手的难题,薄壁管件热气涨成型前需要降低材料屈服强度,一般使用传统的电阻加热方式效率低,薄壁管件表面质量差,加热温度存在惯性不便于控制,热温度存在不均匀,对后序热涨成型工艺加工存在负面影响;使用电磁感应加热方式加热速度快,效率高,能够保证薄壁零件温度一致性,表面质量好,脆性小,表面不易氧化脱碳,便于实现机械化和自动化。
技术实现思路
1、为了解决上述技术问题,本发明的目的在于提供一种感应加热薄壁管件做热气涨的工艺方法。本发明使用电磁感应加热方式加热速度快,效率高,能够保证薄壁零件温度一致性,表面质量好,脆性小,表面不易氧化脱碳,便于实现机械化和自动化,解决了薄壁零件加热温度不均匀,表面质量差,表面氧化脱碳,薄壁零件裂纹精度差等一系列问题。
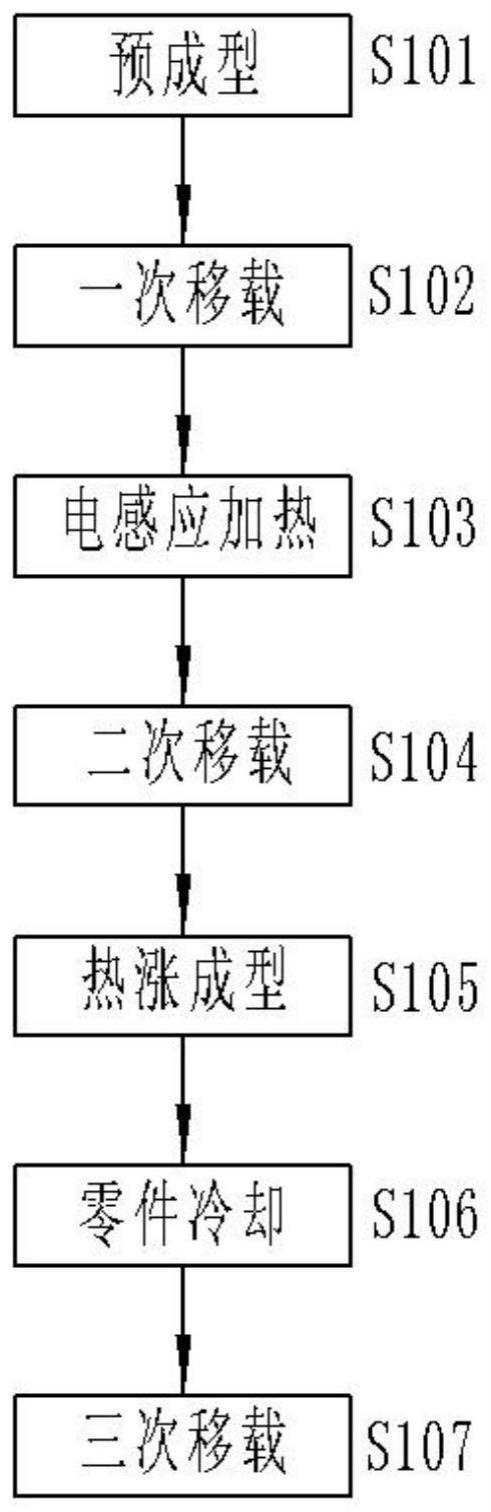
2、为达到上述目的,本发明提供1、一种感应加热薄壁管件做热气涨的工艺方法,其特征在于:包括以下步骤:
3、s101:预成型:通过冷冲压形式,将薄壁管件压至成品零件形变的70-80%;
4、s102:一次移载:通过移载装置将薄壁管件取放至电感应加热装置;
5、s103:电感应加热:通过预先设置的参数对薄壁管件进行精准加热;
6、s104:二次移载:经过电感应加热后,零件已具备优良的热气涨成型条件,通过移载装置将薄壁管件取放至热涨成型机;
7、s105:热涨成型:通过精密模具及合适的内涨气压保证薄壁管件外形;
8、s106:零件冷却:通过往精密模具通冷却水,将零件冷却至100℃以下;
9、s107:三次移载:将成品通过移载装置将薄壁管件取放至下料位。
10、作为优选,所述移载装置包括但不限于机械手。
11、作为优选,s103:电感应加热步骤中,通过预先设置的频率、电压、电流、加热时间参数对薄壁管件进行精准加热。
12、作为优选,所述频率:1-20khz,工作电压/频率:380v/50/60hz,加热时间:40s-60s。
13、作为优选,还包括防氧化装置,所述防氧化装置为充满氮气的空间。
14、本发明的有益效果:
15、本发明使用电磁感应加热方式加热速度快,效率高,能够保证薄壁零件温度一致性,表面质量好,脆性小,表面不易氧化脱碳,便于实现机械化和自动化,解决了薄壁零件加热温度不均匀,表面质量差,表面氧化脱碳,薄壁零件裂纹精度差等一系列问题。
技术特征:
1.一种感应加热薄壁管件做热气涨的工艺方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种感应加热薄壁管件做热气涨的工艺方法,其特征在于:所述移载装置包括但不限于机械手。
3.根据权利要求1所述的一种感应加热薄壁管件做热气涨的工艺方法,其特征在于:s103:电感应加热步骤中,通过预先设置的频率、电压、电流、加热时间参数对薄壁管件进行精准加热。
4.根据权利要求3所述的一种感应加热薄壁管件做热气涨的工艺方法,其特征在于:所述频率:1-20khz,工作电压/频率:380v/50/60hz,加热时间:40s-60s。
5.根据权利要求1所述的一种感应加热薄壁管件做热气涨的工艺方法,其特征在于:还包括防氧化装置,所述防氧化装置为充满氮气的空间。
技术总结
本发明提供一种感应加热薄壁管件做热气涨的工艺方法,属于机械加工领域,包括预成型:通过冷冲压形式,将薄壁管件压至成品零件形变的70‑80%;一次移载:通过移载装置将薄壁管件取放至电感应加热装置;电感应加热:通过预先设置的参数对薄壁管件进行精准加热;二次移载:经过电感应加热后,通过移载装置将薄壁管件取放至热涨成型机;热涨成型:通过精密模具及合适的内涨气压保证薄壁管件外形;零件冷却:通过往精密模具通冷却水,将零件冷却至100℃以下;三次移载:将成品通过移载装置将薄壁管件取放至下料位。本发明加热速度快,效率高,能够保证薄壁零件温度一致性,表面质量好,脆性小,表面不易氧化脱碳,便于实现机械化和自动化。
技术研发人员:成刚,程鹏志,谢亚苏,阮尚文,李涛,朱君,刘建年,张坤
受保护的技术使用者:航宇智造(北京)工程技术有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!