一种埋弧焊丝和焊剂组合熔敷金属力学性能试板焊接方法与流程
本发明属于作业运输焊接,具体涉及一种埋弧焊丝和焊剂组合熔敷金属力学性能试板焊接方法。
背景技术:
1、埋弧焊丝和焊剂组合熔敷金属力学性能检验,应先焊接试板,再从试板上取样进行检验。其中,试板焊接是检验焊丝和焊剂组合熔敷金属力学性能的重要环节,是得到真实检验结果的前提条件。
2、目前,对于埋弧焊丝和焊剂组合熔敷金属力学性能试板的焊接,gb/t 5293-2018《埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和焊丝-焊剂组合》规定了严格的电流、电压、焊接速度等焊接焊接参数,根据规定的焊接参数计算,其焊接线能量只有不到30kj/cm。而用目前较小热输入来焊接力学性能试板,必然不会得到真实的复验结果。而大热输入用埋弧焊丝,焊接时线能量大幅度超过30kj/cm,甚至达到100kj/cm,在如此大的焊接热输入条件下,熔敷金属将存在组织粗化、力学性能不合格可能性。对此,现提出如下改进技术方案。
技术实现思路
1、本发明解决的技术问题:提供一种埋弧焊丝和焊剂组合熔敷金属力学性能试板焊接方法,解决目前埋弧焊丝和焊剂熔敷金属力学性能试板焊接方法不会得到真实复验结果的技术问题。
2、本发明采用的技术方案:一种埋弧焊丝和焊剂组合熔敷金属力学性能试板焊接方法,焊丝线能量与待检验焊丝和焊剂组合的标称线能量相一致。
3、上述技术方案中,优选地:所使用的试板采用gb/t 5293-2018《埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和焊丝-焊剂组合》中规定的试板类型。
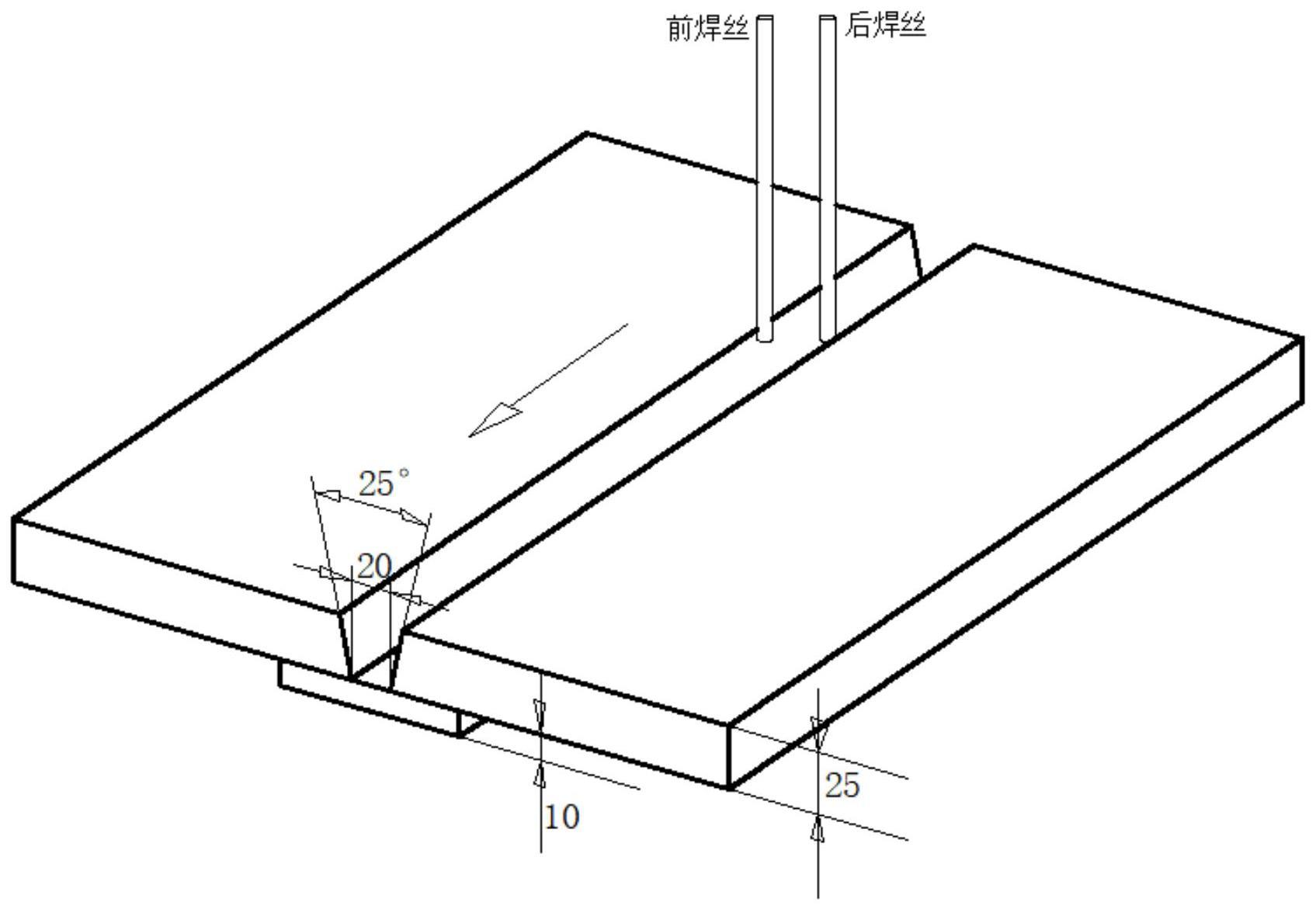
4、上述技术方案中,优选地:试板厚度25mm,试板所具有的轴对称坡口角度为25°,试板坡口最小间隙为20mm,试板所具有的轴对称坡口底部钢衬垫厚度为10mm。
5、上述技术方案中,优选地:q标称=q检验;q检验=∑qi;qi=uiii/v;其中:q标称:为待检验的焊丝和焊剂组合的标称线能量,单位为kj/cm;q检验:为焊接试板时焊接线能量,为各焊丝线能量之和,单位为kj/cm;qi:为单个焊丝的线能量,单位为kj/cm;ui:为单个焊丝的电压,单位为v;ii:为单个焊丝的焊接电流,单位为a;v:为焊接速度,单位为cm/min。
6、上述技术方案中,优选地:采用双丝或三丝埋弧焊方式焊接熔敷金属力学性能试板时,双丝或三丝所有焊丝的线能量总和与与待检验焊丝和焊剂组合的标称线能量相一致。
7、上述技术方案中,进一步地:采用双丝埋弧焊方式焊接熔敷金属力学性能试板时,前焊丝采用直流、后焊丝采用交流;前焊丝电流大于后焊丝电流、后焊丝电压大于前焊丝电压。
8、上述技术方案中,进一步地:采用双丝埋弧焊方式焊接熔敷金属力学性能试板时,双丝焊接电流、电压和焊接速度参数如下:
9、当焊丝和焊剂组合的标称线能量为50kj/cm时:电流为650±50a,电压为30±2v,焊接速度为470±20cm/min;
10、当焊丝和焊剂组合的标称线能量为75kj/cm时:电流为750±50a,电压为32±2v,焊接速度为380±20cm/min;
11、当焊丝和焊剂组合的标称线能量为100kj/cm时:电流为800±50a,电压为35±2v,焊接速度为360±20cm/min。
12、本发明与现有技术相比的优点:
13、1、本发明提出的大热输入埋弧焊丝和焊剂组合熔敷金属力学性能试板的焊接方法;解决目前埋弧焊丝和焊剂熔敷金属力学性能试板焊接方法不会得到真实复验结果的技术问题;能真实判断埋弧焊丝和焊剂组合是否能应用于其标称线能量的大热输入焊接。
14、2、本发明采用双丝或三丝埋弧焊方式,焊接熔敷金属力学性能试板时,所有焊丝的线能量总和与要检验的焊丝和焊剂组合的标称线能量相一致,可以解决了传统技术解决不了的难题;焊接的试板可以真实反映要检验的焊丝和焊剂组合的力学性能。
15、3、本发明焊接时,最前焊丝采用直流、后丝采用交流,并给各丝分配适宜的电流和电压;在偏差范围内,前丝电流应大于后丝电流、后丝电压应大于前丝电压,用于保证焊接时电弧稳定;在偏差范围内,各丝电流电压调整的目的是保证焊缝表面质量;不需另行再投入,简单,易操作。
技术特征:
1.一种埋弧焊丝和焊剂组合熔敷金属力学性能试板焊接方法,其特征在于:焊丝线能量与待检验焊丝和焊剂组合的标称线能量相一致。
2.根据权利要求1所述焊接方法,其特征在于:所使用的试板采用gb/t 5293-2018《埋弧焊用非合金钢及细晶粒钢实心焊丝、药芯焊丝和焊丝-焊剂组合》中规定的试板类型。
3.根据权利要求2所述焊接方法,其特征在于:所述试板厚度25mm,所述试板所具有的轴对称坡口角度为25°,所述试板坡口最小间隙为20mm,所述试板所具有的轴对称坡口底部钢衬垫厚度为10mm。
4.根据权利要求1或2或3所述焊接方法,其特征在于:
5.根据权利要4所述焊接方法,其特征在于:采用双丝或三丝埋弧焊方式焊接熔敷金属力学性能试板时,双丝或三丝所有焊丝的线能量总和与与待检验焊丝和焊剂组合的标称线能量相一致。
6.根据权利要求1或5所述焊接方法,其特征在于:采用双丝埋弧焊方式焊接熔敷金属力学性能试板时,前焊丝采用直流、后焊丝采用交流;前焊丝电流大于后焊丝电流、后焊丝电压大于前焊丝电压。
7.根据权利要求6所述焊接方法,其特征在于:采用双丝埋弧焊方式焊接熔敷金属力学性能试板时,双丝焊接电流、电压和焊接速度参数如下:
技术总结
提供一种埋弧焊丝和焊剂组合熔敷金属力学性能试板焊接方法,焊丝线能量与待检验焊丝和焊剂组合的标称线能量相一致。本发明提出的新的、有效的大热输入埋弧焊丝和焊剂组合熔敷金属力学性能试板的焊接方法,与要检验的埋弧焊丝和焊剂组合的标称线能量相匹配,能真实判断埋弧焊丝和焊剂组合是否能应用于其标称线能量的大热输入焊接,解决传统技术解决不了的难题;焊接的试板可以真实反映要检验的焊丝和焊剂组合的力学性能;不需另行再投入,简单,易操作。
技术研发人员:张建国,朱新华,康玉梅,朱小平,薛长利
受保护的技术使用者:中铁宝桥集团有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!