一种NiTi与Ti6Al4V脉冲激光焊接方法
本发明涉及金属材料焊接,尤其涉及一种niti与ti6al4v脉冲激光焊接方法。
背景技术:
1、niti形状记忆合金具有独特的形状记忆效应和超弹性特征以及优异的抗疲劳性、耐腐蚀性、生物相容性,在微机电系统、生物医学和航空航天等领域存在广泛应用需求。ti6al4v合金有着高比强度、耐腐蚀性与生物相容性,在轨道交通、生物医学与航空航天行业有着广泛应用。在实际生产应用中,不同性质的金属材料有着被集成到高度复杂系统中的趋势,因此基于niti和ti6al4v两种合金特性的异种材料连接具有极大的应用潜力,此类异种材料的连接能在产品开发和生产制造方面产生巨大效益,例如,飞机发动机涡轮燃气喷嘴采用niti和ti6al4v的焊接紧固件来减少噪音和油耗。
2、然而,目前niti与ti6al4v异种金属连接所面临的主要挑战是由于两种合金的热、物理、化学性能差异较大,使得高质量熔焊难以实现,特别是在焊接过程中熔合区niti边界附近形成过多的ti2ni脆性金属间化合物是导致接头力学性能恶化的主要原因。因此,设计一种能够减少熔合区脆性金属间化合物形成以及提高接头力学性能的焊接工艺是当前需要解决的问题。
技术实现思路
1、有鉴于此,本发明的目的是提供一种niti与ti6al4v脉冲激光焊接方法,用于解决两种金属材料在焊接时由于脆性金属间化合物过多而导致的接头力学性能恶化的问题。
2、本发明通过以下技术手段解决上述技术问题:
3、一种niti与ti6al4v脉冲激光焊接方法,所述焊接方法为将pd箔作为中间层置于niti板和ti6al4v板之间,并通过脉冲激光法实现niti板和ti6al4v板之间的焊接。
4、在一些可选的实施方式中,所述焊接方法包括以下步骤:
5、焊材预处理:将niti板和ti6al4v板表面均用砂纸打磨光滑,然后先后浸泡在丙酮、酒精溶剂中,超声波清洗5~10min,烘干待用;
6、pd箔预处理:将pd箔切割成所需宽度,先后浸泡在丙酮、酒精溶剂中,超声波清洗5~10min,烘干待用;
7、组装:将预处理后的pd箔作为中间层置于预处理后的niti板和ti6al4v板之间,组成待焊件,并将所述待焊件固定于焊接工装夹具上;
8、脉冲激光焊接:将激光光斑置于待焊件的ti6al4v板侧,使用脉冲激光完成niti板和ti6al4v板之间的焊接。
9、在一些可选的实施方式中,所述niti板和ti6al4v板的厚度均为0.5~1mm。
10、在一些可选的实施方式中,所述将pd箔切割成所需宽度中的所需宽度与niti板和ti6al4v板的厚度相同。
11、在一些可选的实施方式中,所述pd箔的厚度为50~100μm、纯度为99.9%。
12、在一些可选的实施方式中,所述脉冲激光焊接步骤中,需向待焊件的焊接接头位置持续提供氩气,所述氩气的气流量为15~20l/hr。
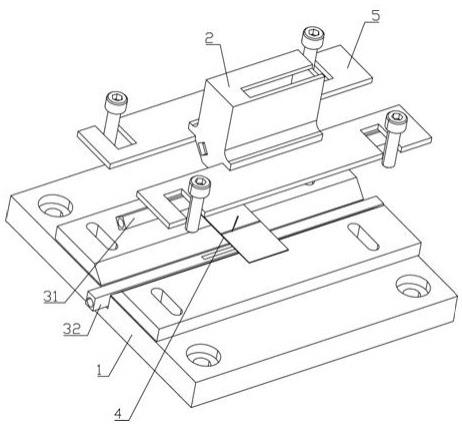
13、在一些可选的实施方式中,所述焊接工装夹具用于固定待焊件,所述焊接工装夹具包括屏蔽罩和通气管,所述屏蔽罩位于待焊件放置工位的正上方,所述通气管的出风口吹向待焊件的焊接接头位置,所述通气管用于传送氩气。
14、在一些可选的实施方式中,所述通气管包括上通气管和下通气管,所述上通气管和下通气管分别位于待焊件的相对两侧。
15、在一些可选的实施方式中,所述激光光斑设在从pd箔中间层边界向ti6al4v板侧偏移0.1~0.3mm位置处,激光倾角设为4~5°。
16、在一些可选的实施方式中,所述脉冲激光焊接参数如下:激光峰值功率1.0~1.2kw,脉冲频率7~9hz,脉冲宽度13~15ms,离焦量0~1mm,焊接速度2.8~3.5mm/s。
17、本发明具有以下有益效果:
18、(1)本发明的焊接方法中加入pd箔中间层后,可以使焊接接头熔合区形成一定数量的ti-pd相,同时有效抑制熔合区ti2ni脆性金属间化合物产生;
19、(2)本发明的焊接方法中加入pd箔中间层后,可以改善焊接接头韧性,提高接头力学性能,接头抗拉强度达到510~520mpa,延伸率达到5.4~5.6%。
20、(3)本发明的焊接方法基于pd中间层的niti与ti6al4v脉冲激光焊接接头具有良好的超弹性功能特征。
技术特征:
1.一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述焊接方法为将pd箔作为中间层置于niti板和ti6al4v板之间,并通过脉冲激光法实现niti板和ti6al4v板之间的焊接。
2.根据权利要求1所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述焊接方法包括以下步骤:
3.根据权利要求2所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述niti板和ti6al4v板的厚度均为0.5~1mm。
4.根据权利要求2所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述将pd箔切割成所需宽度中的所需宽度与niti板和ti6al4v板的厚度相同。
5.根据权利要求4所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述pd箔的厚度为50~100μm、纯度为99.9%。
6.根据权利要求2所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述脉冲激光焊接步骤中,需向待焊件的焊接接头位置持续提供氩气,所述氩气的气流量为15~20l/hr。
7.根据权利要求6所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述焊接工装夹具用于固定待焊件,所述焊接工装夹具包括屏蔽罩和通气管,所述屏蔽罩位于待焊件放置工位的正上方,所述通气管的出风口吹向待焊件的焊接接头位置,所述通气管用于传送氩气。
8.根据权利要求7所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述通气管包括上通气管和下通气管,所述上通气管和下通气管分别位于待焊件的相对两侧。
9.根据权利要求2所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述激光光斑设在从pd箔中间层边界向ti6al4v板侧偏移0.1~0.3mm位置处,激光倾角设为4~5°。
10.根据权利要求2所述的一种niti与ti6al4v脉冲激光焊接方法,其特征在于,所述脉冲激光焊接参数如下:激光峰值功率1.0~1.2kw,脉冲频率7~9hz,脉冲宽度13~15ms,离焦量0~1mm,焊接速度2.8~3.5mm/s。
技术总结
本发明涉及金属材料焊接技术领域,尤其涉及一种NiTi与Ti6Al4V脉冲激光焊接方法,所述焊接方法为将Pd箔作为中间层置于NiTi板和Ti6Al4V板之间,并通过脉冲激光法实现NiTi板和Ti6Al4V板之间的焊接。本发明的焊接方法中采用Pd箔作为中间层材料使焊接接头熔合区形成一定数量的Ti‑Pd相,同时抑制Ti2Ni脆性金属间化合物的产生,使焊接接头的力学性能显著提高,并且呈现出了明显的超弹性功能特征,为NiTi/Ti6Al4V异种金属焊接提供了有效的解决方案。
技术研发人员:曾志,陈龙,庞博文,柯文超,严玺,彭倍
受保护的技术使用者:电子科技大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!