智能化生产线焊接机械手组件及其控制方法与流程
本发明涉及手推车生产,尤其涉及一种智能化生产线焊接机械手组件及其控制方法。
背景技术:
1、在现有技术中,对于手推车篮筐的生产,需要人工将弯折后的弯折筐体放置到气保焊机上实施焊接,然而,弯折筐体的开放接口在气保焊机焊接后有一定几率会出现错位,某些情况下错位程度较低,生产人员难以发现,导致焊接后的弯折筐体在放入网格底板时会出现网格底板与焊接后的弯折筐体连接不够紧密,致使手推筐框的良品率低。为了解决这一问题,目前的方案是在焊接工位后增加人工质检工位,人工质检不仅效率低下,且耗费大量人力,导致产品生产成本高,不利于产品的市场竞争力。
2、除此之外,目前为了提高焊接效率,会采用机械手对焊接机进行上下料,然而机械手的控制系统和焊接机的控制系统往往是两套相互独立运行的系统,常出现焊接机上有料而机械手仍继续上料,导致生产线故障停机。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种智能化生产线焊接机械手组件及其控制方法,以解决目前手推车筐体焊接容易出现错位现象及手推车生产线易产生故障的问题。
2、本发明的目的采用如下技术方案实现:
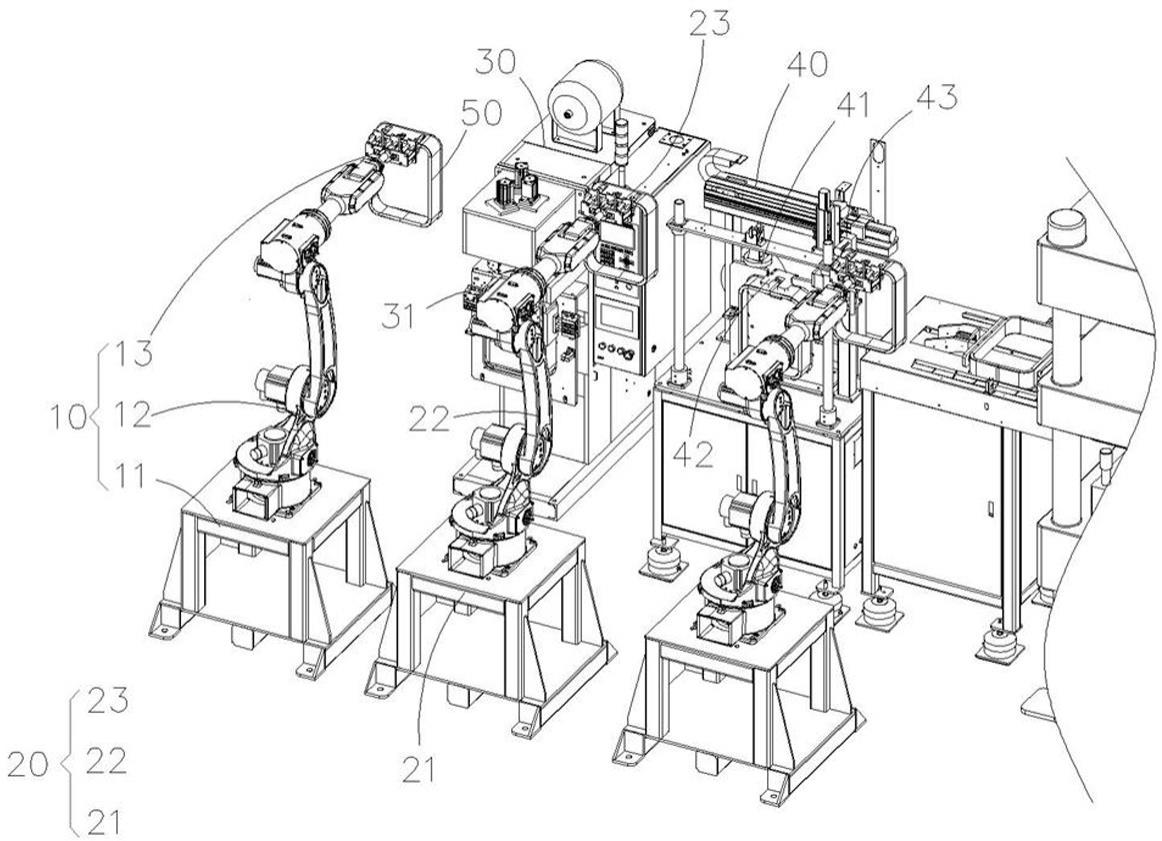
3、一种智能化生产线焊接机械手组件,包括依序排布的第一输料机构、点焊装置、第二输料机构和满焊装置;
4、所述点焊装置上设有点焊控制器、第一夹料机构和点焊部件,所述点焊部件与第一夹料机构相对设置,所述点焊控制器分别电连接于所述第一输料机构、第一夹料机构和点焊部件;
5、所述满焊装置上设有满焊控制器、图像采集部件、第二夹料机构和满焊部件,所述满焊控制器分别电连接于所述第二输料机构、图像采集部件、第二夹料机构和满焊部件,所述满焊部件与第二夹料机构相对设置,所述图像采集部件位于满焊部件与第二输料机构之间;
6、所述点焊控制器与满焊控制器电连接。
7、在某些可选的实施例中,所述第一输料机构包括第一基座、第一连接臂组和第一夹爪,所述第一连接臂组的两端分别活动连接于所述第一基座和第一夹爪,所述第一基座与点焊装置相对固定设置,所述第一夹爪包括两个活动连接于所述第一连接臂组端部且能够相对运动或相背运动的第一夹持件。
8、在某些可选的实施例中,所述第二输料机构包括第二基座、第二连接臂组和第二夹爪,所述第二连接臂组的两端分别活动连接于所述第二基座和第二夹爪,所述第二基座与满焊装置相对固定设置,所述第二夹爪包括两个活动连接于所述第二连接臂组端部且能够相对运动或相背运动的第二夹持件。
9、在某些可选的实施例中,所述第一夹料机构包括夹料部件,所述夹料部件包括两个相对设置且均可滑动地连接于所述点焊装置的定位滑块,两个所述定位滑块用于夹持在所述物料的两侧。
10、在某些可选的实施例中,所述第一夹料机构还包括第一压料部件,所述第一压料部件位于两个所述定位滑块之间,所述第一压料部件包括相对设置的第一固定块和第一压料件,所述第一固定块固定连接于所述点焊装置,所述第一压料件在竖直方向上可滑动地连接于所述点焊装置。
11、在某些可选的实施例中,所述第二夹料机构还包括第二压料部件,所述第二压料部件包括相对设置的第二固定块和第二压料件,所述第二固定块固定连接于所述满焊装置,所述第二压料件在竖直方向上可滑动地连接于所述满焊装置。
12、在某些可选的实施例中,所述夹料部件还包括夹料气缸,所述夹料气缸的两端分别连接于所述点焊装置和定位滑块;所述第一压料部件还包括第一压料气缸,所述第一压料气缸的两端分别连接于所述点焊装置和第一压料件。
13、在某些可选的实施例中,所述第二压料部件还包括第二压料气缸,所述第二压料气缸的两端分别连接于所述满焊装置和第二压料件。
14、为了解决相同的技术问题,本发明还提供了一种如述的智能化生产线焊接机械手组件控制方法,包括以下步骤:
15、步骤s10、点焊控制器生成第一允许上料信号并发送至所述第一输料机构,第一输料机构将物料输送至第一夹料机构;
16、步骤s20、所述点焊控制器生成第一夹紧信号并发送至所述第一夹料机构,待所述第一夹料机构夹紧所述物料后,所述点焊控制器生成第一允许退出信号并发送至所述第一输料机构,以控制所述第一输料机构远离点焊装置;
17、步骤s30、所述点焊控制器生成第一允许取料信号并发送至第二输料机构,所述第二输料机构夹持所述物料;所述点焊控制器生成第一释放信号并发送至所述第一夹料机构以使所述第一夹料机构释放所述物料;
18、步骤s40、满焊控制器生成第二允许上料信号并发送至所述第二输料机构,所述第二输料机构将所述物料输送至第二夹料机构;
19、步骤s50、所述满焊控制器生成第二夹紧信号并发送至所述第二夹料机构,待所述第二夹料机构夹紧所述物料后,所述满焊控制器生成第二允许退出信号并发送至所述第二输料机构,以控制所述第二输料机构远离满焊装置。
20、在某些可选的实施例中,
21、所述步骤s10还包括当所述第一夹料机构上无料时,所述点焊控制器生成所述第一允许上料信号并发送至所述第一输料机构;
22、在所述步骤s30和步骤s40之间,还包括:步骤s31、所述点焊控制器生成禁止取料信号并发送至所述第二输料机构;
23、所述步骤s40还包括当所述第二夹料机构上无料时,所述满焊控制器生成所述第二允许上料信号并发送至所述第二输料机构。
24、相比现有技术,本发明的有益效果在于:
25、第一输送机构将物料输送至点焊装置,点焊装置进行点焊焊接,再由第二输送机构将物料从点焊装置输送至满焊装置,满焊装置上的图像采集部件进行自动质检,质检合格的物料才进行满焊装置的焊接,实现物料的自动化焊接及质检;同时,点焊装置、满焊装置、第一输送机构和第二输送机构电连接为一套系统,以联动作业,降低了生产线的故障率。
技术特征:
1.一种智能化生产线焊接机械手组件,其特征在于,包括依序排布的第一输料机构、点焊装置、第二输料机构和满焊装置;
2.根据权利要求1所述的智能化生产线焊接机械手组件,其特征在于,所述第一输料机构包括第一基座、第一连接臂组和第一夹爪,所述第一连接臂组的两端分别活动连接于所述第一基座和第一夹爪,所述第一基座与点焊装置相对固定设置,所述第一夹爪包括两个活动连接于所述第一连接臂组端部且能够相对运动或相背运动的第一夹持件。
3.根据权利要求1所述的智能化生产线焊接机械手组件,其特征在于,所述第二输料机构包括第二基座、第二连接臂组和第二夹爪,所述第二连接臂组的两端分别活动连接于所述第二基座和第二夹爪,所述第二基座与满焊装置相对固定设置,所述第二夹爪包括两个活动连接于所述第二连接臂组端部且能够相对运动或相背运动的第二夹持件。
4.根据权利要求1所述的智能化生产线焊接机械手组件,其特征在于,所述第一夹料机构包括夹料部件,所述夹料部件包括两个相对设置且均可滑动地连接于所述点焊装置的定位滑块,两个所述定位滑块用于夹持在所述物料的两侧。
5.根据权利要求4所述的智能化生产线焊接机械手组件,其特征在于,所述第一夹料机构还包括第一压料部件,所述第一压料部件位于两个所述定位滑块之间,所述第一压料部件包括相对设置的第一固定块和第一压料件,所述第一固定块固定连接于所述点焊装置,所述第一压料件在竖直方向上可滑动地连接于所述点焊装置。
6.根据权利要求1所述的智能化生产线焊接机械手组件,其特征在于,所述第二夹料机构还包括第二压料部件,所述第二压料部件包括相对设置的第二固定块和第二压料件,所述第二固定块固定连接于所述满焊装置,所述第二压料件在竖直方向上可滑动地连接于所述满焊装置。
7.根据权利要求5所述的智能化生产线焊接机械手组件,其特征在于,所述夹料部件还包括夹料气缸,所述夹料气缸的两端分别连接于所述点焊装置和定位滑块;所述第一压料部件还包括第一压料气缸,所述第一压料气缸的两端分别连接于所述点焊装置和第一压料件。
8.根据权利要求6所述的智能化生产线焊接机械手组件,其特征在于,所述第二压料部件还包括第二压料气缸,所述第二压料气缸的两端分别连接于所述满焊装置和第二压料件。
9.一种基于权利要求1至8任一项所述的智能化生产线焊接机械手组件控制方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的智能化生产线焊接机械手组件控制方法,其特征在于,
技术总结
本发明公开了一种智能化生产线焊接机械手组件,第一输送机构将物料输送至点焊装置,点焊装置进行点焊焊接,再由第二输送机构将物料从点焊装置输送至满焊装置,满焊装置上的图像采集部件进行自动质检,质检合格的物料才进行满焊装置的焊接,实现物料的自动化焊接及质检;同时,点焊装置、满焊装置、第一输送机构和第二输送机构电连接为一套系统,以联动作业,降低了生产线的故障率。
技术研发人员:向纯斌,曹宇轩,韦选豪,罗贤,易贤,叶满林
受保护的技术使用者:惠州市诚业家具有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!