超声焊接系统及其使用方法与流程
本发明涉及超声焊接系统,且更特别地,涉及用于进行超声焊接操作的改进系统和方法。
背景技术:
1、超声能量被广泛用于在两种或更多种材料之间形成互连。例如,线材键合机/焊线机(如球键合机、楔键合机、带键合机等)被用来将线材或带结合至结合位置。然而,线材键合采用相对较低的能量水平(例如,结合力、超声能量等)。示例性的线材键合机由宾夕法尼亚州华盛顿堡的库利克和索夫工业公司(kulicke and soffa industries,inc.)销售。
2、特定应用涉及线材以外的材料的连接。焊接已经被考虑用于此类应用。超声焊接也是一种广泛使用的技术。超声焊接可以使用超声转换器(例如,承载超声焊极(sonotrode)),用于将电能转换为机械运动/擦拭(例如,直线运动/擦拭、扭转运动/擦拭等)。然而,现有的超声焊接技术和设备在其提供能够满足就成本、操作效率、灵活性、便携性和相关因素而言的市场需求的解决方案的能力方面是有限的。
3、因此,期望能改进超声焊接技术,以克服潜在市场的现有障碍。
技术实现思路
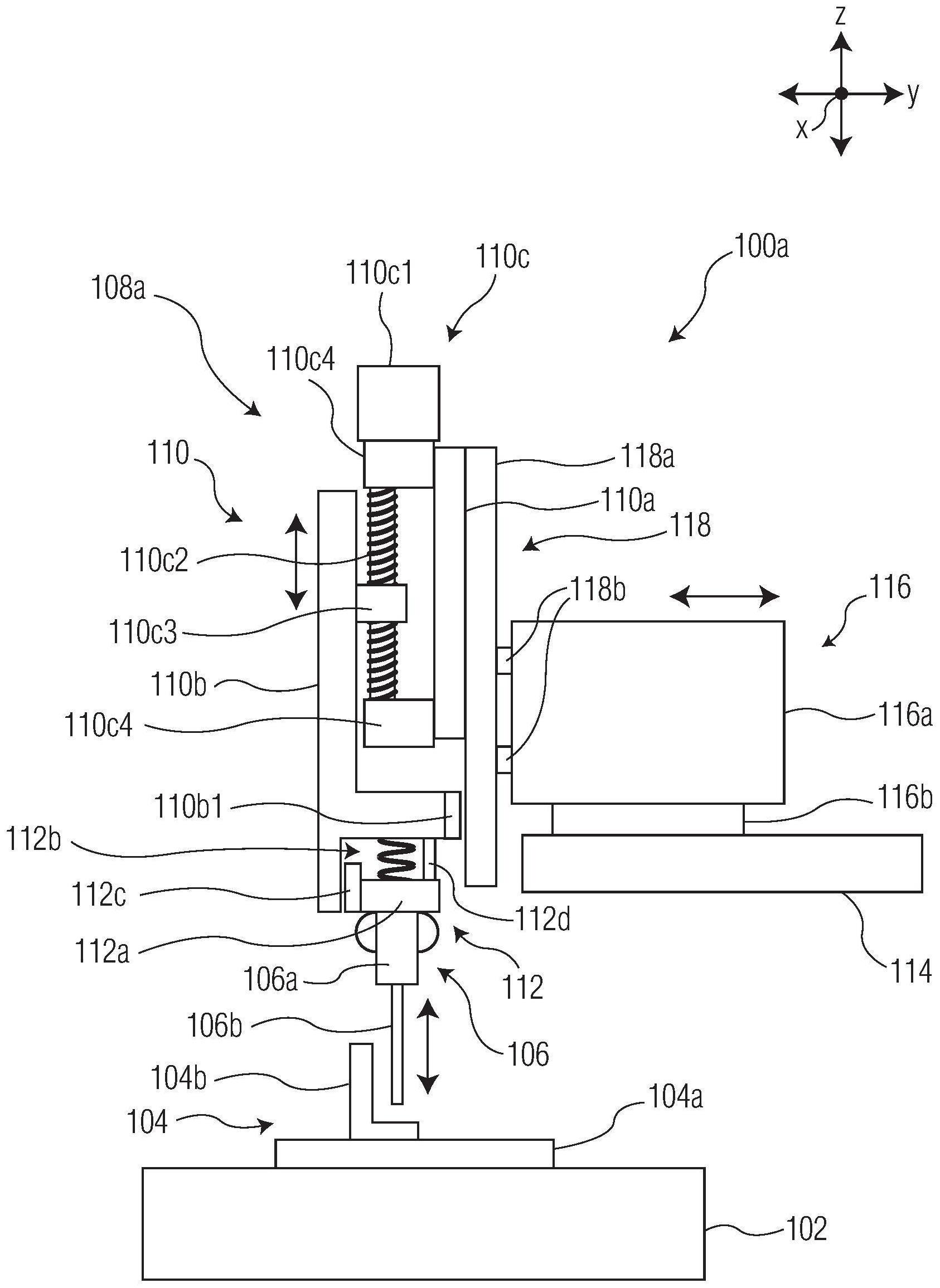
1、根据本发明的示例性实施例,提供了一种超声焊接系统。该超声焊接系统包括用于支撑工件的支撑结构。该超声焊接系统还包括焊头组件,该焊头组件包括承载超声焊极的超声转换器。超声焊接系统还包括承载焊头组件的z轴运动系统。z轴运动系统包括(i)用于使焊头组件沿着超声焊接系统的z轴移动的z轴驱迫器/驱动器(z-axis forcer),以及(ii)设置在z轴驱迫器和焊头组件之间的z轴超程机构。
2、根据本发明的另一个示例性实施例,提供了一种超声焊接系统。该超声焊接系统包括用于支撑工件的支撑结构。该超声焊接系统还包括焊头组件,该焊头组件包括承载超声焊极的超声转换器。超声焊接系统还包括承载焊头组件的z轴运动系统。z轴运动系统包括:(i)用于使焊头组件沿着超声焊接系统的z轴移动的z轴驱迫器,z轴驱迫器包括用于使焊头组件沿着超声焊接系统的z轴移动的滚珠螺杆系统,以及(ii)设置在z轴驱迫器和焊头组件之间的z轴超程机构,z轴超程机构包括内联弹簧。该超声焊接系统还包括(a)z轴编码器,用于感测(i)z轴驱迫器的可移动部分相对于(ii)z轴驱迫器的固定部分沿着超声焊接系统z轴的运动;以及(b)超程编码器,用于感测(i)z轴驱迫器的可移动部分相对于(ii)焊头组件沿着超声焊接系统z轴的运动。
3、根据本发明的另一个示例性实施例,提供了一种将导电端子超声焊接至工件的方法。该方法包括以下步骤:(a)将工件支撑在超声焊接系统的支撑结构上,导电端子与工件的导电区域对准;(b)提供焊头组件,包括承载超声焊极的超声转换器,焊头组件被配置为使用超声焊接系统的z轴运动系统的z轴驱迫器而沿着超声焊接系统的z轴运动;(c)提供在z轴驱迫器和焊头组件之间设置的z轴超程机构,该z轴驱迫器承载焊头组件和z轴超程机构;(d)使z轴驱迫器的可移动部分沿着超声焊接系统的z轴向下移动,直到超声焊极的焊接末梢与导电端子接触;(e)在步骤(d)之后,使z轴驱迫器的可移动部分沿着超声焊接系统的z轴进一步向下移动,以激活z轴超程机构;以及(f)向超声焊极的焊接末梢施加超声能量,以将导电端子焊接至工件的导电区域。
技术特征:
1.一种超声焊接系统,包括:
2.如权利要求1所述的超声焊接系统,其中所述z轴驱迫器包括用于使焊头组件沿着超声焊接系统的z轴移动的直线电机。
3.如权利要求1所述的超声焊接系统,其中所述z轴驱迫器包括用于使焊头组件沿着超声焊接系统的z轴移动的滚珠螺杆系统。
4.如权利要求1所述的超声焊接系统,其中所述z轴驱迫器包括用于使焊头组件沿着超声焊接系统的z轴移动的气动缸。
5.如权利要求1所述的超声焊接系统,其中所述z轴超程机构包括内联弹簧。
6.如权利要求1所述的超声焊接系统,其中所述z轴超程机构包括气动缸。
7.如权利要求6所述的超声焊接系统,其中所述气动缸是提供沿着超声焊接系统的z轴的可变力的次要z轴驱迫器。
8.如权利要求1所述的超声焊接系统,还包括x轴运动系统以及y轴运动系统,所述x轴运动系统用于使焊头组件沿着超声焊接系统的x轴移动,所述y轴运动系统用于使焊头组件沿着超声焊接系统的y轴移动,其中x轴运动系统和y轴运动系统中的一个承载x轴运动系统和y轴运动系统中的另一个。
9.如权利要求8所述的超声焊接系统,其中所述z轴运动系统由所述x轴运动系统和所述y轴运动系统承载。
10.如权利要求1所述的超声焊接系统,还包括z轴编码器,所述z轴编码器用于感测(i)z轴驱迫器的可移动部分相对于(ii)z轴驱迫器的固定部分沿着所述超声焊接系统的z轴的运动。
11.如权利要求1所述的超声焊接系统,还包括超程编码器,所述超程编码器用于感测(i)z轴驱迫器的可移动部分相对于(ii)焊头组件沿着所述超声焊接系统的z轴的运动。
12.如权利要求1所述的超声焊接系统,还包括由所述z轴驱迫器的可移动部分承载的次要z轴驱迫器,所述次要z轴驱迫器提供沿着超声焊接系统的z轴的可变力。
13.如权利要求1所述的超声焊接系统,还包括力检测机构,所述力检测机构用于检测由所述超声焊接系统沿着超声焊接系统的z轴施加的z轴力。
14.如权利要求1所述的超声焊接系统,其中所述超声焊极被配置为在焊接操作期间以5-500kg之间的结合力操作,并且超声焊极末梢运动幅度在5-150微米之间。
15.如权利要求1所述的超声焊接系统,其中所述超声焊极被配置为使用直线超声运动和扭转超声运动中的至少一种将所述工件的第一部分焊接至所述工件的第二部分。
16.如权利要求1所述的超声焊接系统,还包括输入工件供应器以及材料搬运系统,所述输入工件供应器用于提供所述工件,所述材料搬运系统用于将所述工件从所述输入工件供应器移动至所述支撑结构。
17.如权利要求1所述的超声焊接系统,其中所述工件选自由功率模块、引线框架和电池模块构成的组。
18.如权利要求1所述的超声焊接系统,其中所述工件包括端子,其中所述超声焊极被配置为将所述端子超声焊接至所述工件的另一部分。
19.如权利要求1所述的超声焊接系统,还包括工件夹持系统,所述工件夹持系统用于在由超声焊极进行超声焊接期间将工件夹持到支撑结构。
20.如权利要求1所述的超声焊接系统,还包括工件装配站,所述工件装配站被配置为在由超声焊极对工件进行超声焊接之前装配所述工件,所述工件装配站被配置为将工件的端子与工件的另一部分对准。
21.如权利要求1所述的超声焊接系统,其中所述超声焊极被配置为在工件的端子和工件的另一部分之间形成超声焊接,所述超声焊接的面积在1.5-30mm2之间的范围。
22.如权利要求1所述的超声焊接系统,其中所述超声焊极被配置为以15-40khz之间范围的频率操作。
23.一种超声焊接系统,包括:
24.一种将导电端子超声焊接至工件的方法,所述方法包括以下步骤:
25.如权利要求24所述的方法,其中步骤(e)包括对所述导电端子施加受控的焊接力。
26.如权利要求24所述的方法,其中步骤(e)包括使z轴驱迫器的可移动部分沿着超声焊接系统的z轴进一步向下移动,以根据预定的压缩曲线压缩z轴超程机构的弹簧,从而对导电端子施加受控的焊接力。
27.如权利要求24所述的方法,其中步骤(e)包括使z轴驱迫器的可移动部分沿着超声焊接系统的z轴进一步向下移动,以操作z轴超程机构的气动缸,从而对导电端子施加受控的焊接力。
28.如权利要求24所述的方法,在步骤(d)之后但在步骤(f)之前,还包括步骤(e1),使用由所述z轴驱迫器的可移动部分承载的次要z轴驱迫器增加由所述超声焊极施加到所述导电端子的z轴力,所述次要z轴驱迫器被配置为提供沿着所述超声焊接系统的z轴的可变力。
29.如权利要求28所述的方法,其中所述次要z轴驱迫器包括气动缸。
30.如权利要求28所述的方法,其中所述次要z轴驱迫器包括电动直线电机。
技术总结
提供了一种超声焊接系统。所述超声焊接系统包括用于支撑工件的支撑结构。超声焊接系统还包括焊头组件,所述焊头组件包括承载超声焊极的超声转换器。超声焊接系统还包括承载焊头组件的z轴运动系统。所述z轴运动系统包括(i)用于使焊头组件沿着超声焊接系统的z轴移动的z轴驱迫器,以及(ii)设置在z轴驱迫器和焊头组件之间的z轴超程机构。
技术研发人员:T·J·科伯提特,H·H·冯特莱斯科,C·R·朗利,S·D·卡塔利亚
受保护的技术使用者:库利克和索夫工业公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!