一种轴齿类零件拨杆驱动装置的制作方法
本发明涉及轴齿类零件加工,具体为一种轴齿类零件拨杆驱动装置。
背景技术:
1、目前,轴齿类零件在加工时通常采用端面驱动或手动拨杆驱动,端面驱动由于定位和驱动集成于一体,导致定位机构必须弹性伸缩,损失定位精度,不能用于高精度磨削。手动拨杆驱动的方式定位精度高,但是装夹自动化程度很低,需要大量人工介入,装夹难度高,装夹效率低。
2、因此,亟需一种定位精度高,装夹方便的拨杆驱动装置。
技术实现思路
1、针对现有技术中存在的轴齿类零件定位精度低,装夹难度高的问题,本发明提供一种轴齿类零件拨杆驱动装置。
2、为达到上述目的,本发明采用以下技术方案予以实现:
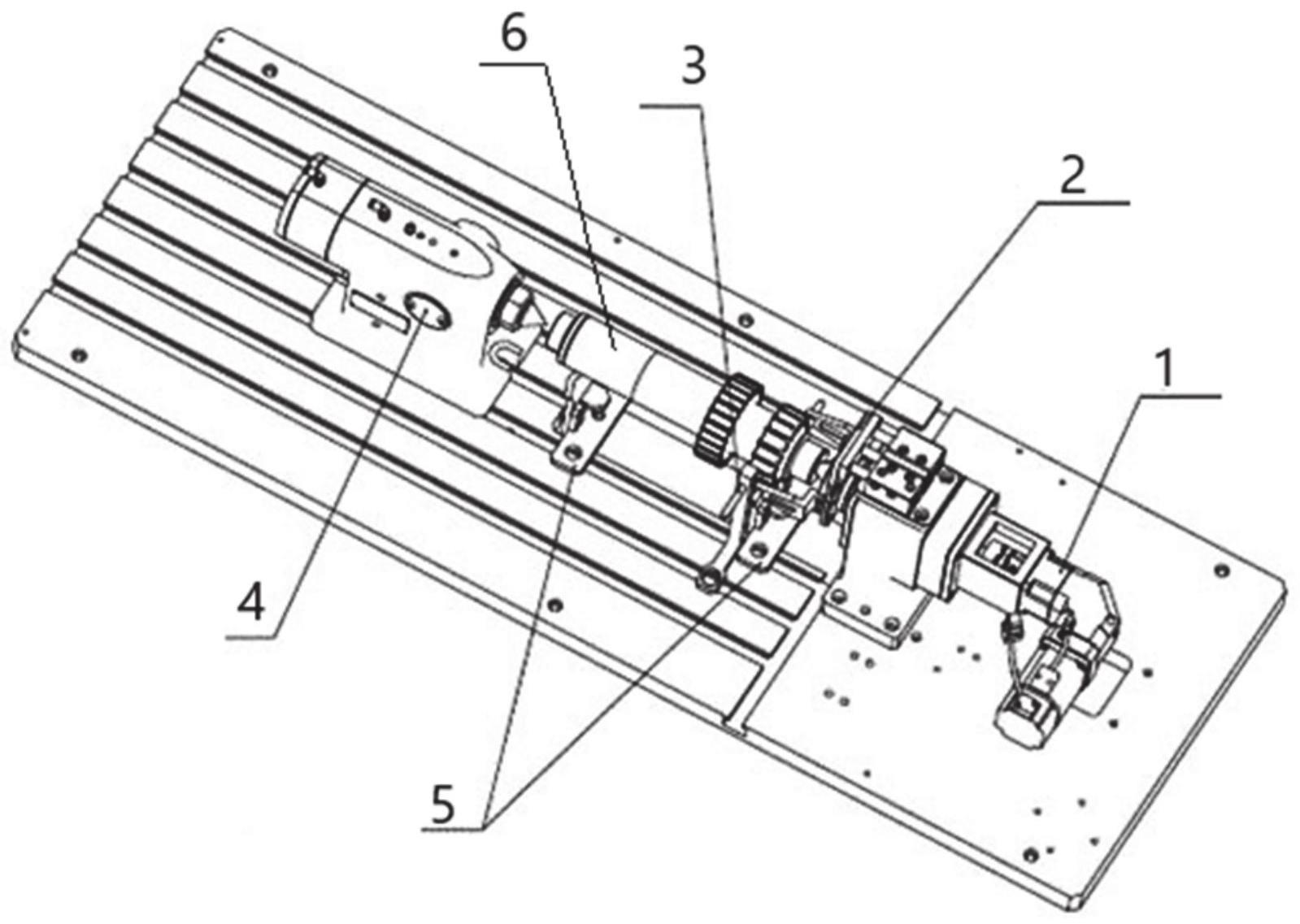
3、本发明提供一种轴齿类零件拨杆驱动装置,包括设置在同一水平面上的驱动机构、驱动分离结合机构、寻齿机构、顶紧机构和控制系统;所述驱动机构、寻齿机构和顶紧机构均与控制系统相连接;
4、所述控制系统,用于控制驱动机构、寻齿机构和顶紧机构对轴齿类零件进行定位、顶紧和驱动旋转;
5、所述顶紧机构用于配合驱动分离结合机构对轴齿类零件进行顶紧定位;
6、所述驱动分离结合机构用于装夹轴齿类零件,并带动轴齿类零件旋转;
7、所述驱动机构与驱动分离机构相连接,用于驱动驱动分离机构带动轴齿类零件旋转;
8、所述寻齿机构设置于顶紧机构和驱动分离机构之间,用于识别轴齿类零件的齿顶和齿槽位置,并确定轴齿类零件的装夹位置。
9、优选地,所述驱动机构包括伺服电机和联轴器,所述联轴器的一端与伺服电机的输出端相连接,联轴器的另一端与驱动分离结合机构相连接。
10、优选地,所述伺服电机和联轴器之间还设置有减速机。
11、优选地,所述驱动分离结合机构包括莫氏轴、结合器、推板、定位顶尖、气缸和底座;
12、所述莫氏轴沿水平方向穿过底座,且与底座转动连接;莫氏轴的输入端与驱动机构相连接,莫氏轴的输出端与定位顶尖相连接;所述定位顶尖沿径向设置有第一拨头;
13、所述结合器转动套设于定位顶尖的外部,且与定位顶尖沿轴向滑动连接;结合器上设置有若干驱动杆,所述驱动杆上设置有驱动头,驱动头卡于所述轴齿类零件的齿间;结合器端面上设置有第二拨头,所述第二拨头与第一拨头配合抵触,使结合器与莫氏轴同步旋转;结合器上沿周向设置有限位槽;
14、所述推板的一端与限位槽内槽相抵接,另一端与气缸的活塞杆的顶端相连接;
15、所述气缸与控制系统电连接或通讯连接。
16、优选地,所述结合器与定位顶尖之间还设置有无油衬套,所述无油衬套的材质为铜合金,外部镶石墨。
17、优选地,所述底座端面上设置有限位孔;所述结合器上对应限位孔的设置有限位块,用于配合限位孔对结合器进行限位。
18、优选地,所述莫氏轴与底座之间设置有角接触轴承。
19、优选地,所述寻齿机构包括固定底座和接近开关;所述固定底座滑动设置于轴齿类零件两侧的平面上;所述接近开关设置于固定底座上,且接近开关与控制系统电连接或通讯连接。
20、优选地,所述顶紧机构包括气动尾座,所述气动尾座靠近轴齿类零件的端部设置有活动顶尖,所述气动尾座与控住系统电连接或通讯连接。
21、优选地,所述轴齿类零件拨杆驱动装置还包括支撑机构,所述支撑机构设置于顶紧机构和驱动分离机构之间,用于支撑轴齿类零件。
22、与现有技术相比,本发明具有以下有益效果:
23、本发明一种轴齿类零件拨杆驱动装置,包括驱动机构、驱动分离结合机构、寻齿机构、顶紧机构和控制系统;通过顶紧机构和驱动分离结合机构的设置实现对轴齿类零件两端进行顶紧定位,使给予轴齿类零件的驱动力为顶紧机构和驱动分离结合机构对轴齿类零件两端的静摩擦力,由于是静摩擦力驱动,所以被加工的轴齿类零件不承受周向力,从而提升加工精度;通过寻齿机构的设置实现对装夹的轴齿类零件的齿槽与齿顶位置区分,从而实现被装夹轴齿类零件的正精确定位装夹;并通过驱动机构的设置实现对装夹好的轴齿类零件驱动旋转;通过控制系统的配合设置,实现对轴齿类零件的定位、顶紧和驱动旋转的精确控制,减少人工参与,定位准确,自动化程度高,装夹难度低,且装夹效率高。该装置同时兼顾定位精度与自动化程度,较端面驱动相比,定位更可靠,定位结构更加稳定,较拨杆驱动方式相比,该装置可实现自动装夹,减轻劳动强度,可适用于产线自动化改造。
24、进一步地,驱动机构中通过伺服电机输出驱动力,并通过联轴器传递给分离结合机构,其中,减速机的设置可为伺服电机降速增扭,提升伺服电机的使用寿命。
25、进一步地,驱动分离机构通过莫氏轴由驱动机构获得驱动力,并通过结合器、推板、定位顶尖、气缸和底座配合设置,实现对轴齿类零件的定位,装夹和带动旋转。
26、进一步地,无油衬套的材质为铜合金,外部镶石墨,使结合器与莫氏轴之间的旋转更顺滑,降低二者之间的摩擦力带来的损伤,延长装置的使用寿命。
27、进一步地,所述底座端面上设置有限位孔;所述结合器上对应限位孔的设置有限位块,用于配合限位孔对结合器进行限位。
28、进一步地,角接触轴承的设置,可减小莫氏轴与底座之间的摩擦力,提升装置的旋转灵活性,降低装置的维修成本。
29、进一步地,寻齿机构的固定底座滑动设置于轴齿类零件两侧的水平面上,可适于不同规格的轴齿类零件的精确定位,提升装置的通用性,并通过接近开关实现对轴齿类零件齿槽和齿顶的识别,提升定位精度。
30、进一步地,所述支撑机构的设置,进一步提升对轴齿类零件定位装夹的稳定性,提升零件的加工精度。
技术特征:
1.一种轴齿类零件拨杆驱动装置,其特征在于,包括设置在同一水平面上的驱动机构(1)、驱动分离结合机构(2)、寻齿机构(3)、顶紧机构(4)和控制系统;所述驱动机构(1)、寻齿机构(3)和顶紧机构(4)均与控制系统相连接;
2.根据权利要求1所述的轴齿类零件拨杆驱动装置,其特征在于,所述驱动机构(1)包括伺服电机(101)和联轴器(102),所述联轴器(102)的一端与伺服电机(101)的输出端相连接,联轴器(102)的另一端与驱动分离结合机构(2)相连接。
3.根据权利要求2所述的轴齿类零件拨杆驱动装置,其特征在于,所述伺服电机(101)和联轴器(102)之间还设置有减速机(103)。
4.根据权利要求1所述的轴齿类零件拨杆驱动装置,其特征在于,所述驱动分离结合机构(2)包括莫氏轴(201)、结合器(202)、推板(203)、定位顶尖(204)、气缸(205)和底座(209);
5.根据权利要求4所述的轴齿类零件拨杆驱动装置,其特征在于,所述结合器(202)与定位顶尖(204)之间还设置有无油衬套(206),所述无油衬套(206)的材质为铜合金,外部镶石墨。
6.根据权利要求4所述的轴齿类零件拨杆驱动装置,其特征在于,所述底座(209)端面上设置有限位孔;所述结合器(202)上对应限位孔的设置有限位块(210),用于配合限位孔对结合器(202)进行限位。
7.根据权利要求4所述的轴齿类零件拨杆驱动装置,其特征在于,所述莫氏轴(201)与底座(209)之间设置有角接触轴承(211)。
8.根据权利要求1所述的轴齿类零件拨杆驱动装置,其特征在于,所述寻齿机构(3)包括固定底座(301)和接近开关(302);所述固定底座(301)滑动设置于轴齿类零件(6)两侧的平面上;所述接近开关(302)设置于固定底座(301)上,且接近开关(302)与控制系统电连接或通讯连接。
9.根据权利要求1所述的轴齿类零件拨杆驱动装置,其特征在于,所述顶紧机构(4)包括气动尾座(401),所述气动尾座(401)靠近轴齿类零件(6)的端部设置有活动顶尖(402),所述气动尾座(41)与控住系统电连接或通讯连接。
10.根据权利要求1-9任一项所述的轴齿类零件拨杆驱动装置,其特征在于,所述轴齿类零件拨杆驱动装置还包括支撑机构(5),所述支撑机构(5)设置于顶紧机构(4)和驱动分离机构(2)之间,用于支撑轴齿类零件(6)。
技术总结
本发明涉及轴齿类零件加工技术领域,尤其涉及一种轴齿类零件拨杆驱动装置,该装置通过顶紧机构和驱动分离结合机构的设置实现对轴齿类零件两端进行顶紧定位;通过寻齿机构的设置实现对轴齿类零件精确定位装夹;并通过驱动机构的设置实现对装夹好的轴齿类零件驱动旋转;通过控制系统的配合设置,实现对轴齿类零件的定位、顶紧和驱动旋转的精确控制。该装置同时兼顾定位精度与自动化程度,定位更可靠,定位结构更加稳定,定位装夹简单易操作,装夹效率高,可适用于产线自动化改造。解决现有技术中轴齿类零件定位精度低,装夹难度高的问题。
技术研发人员:李谦,严鉴铂,寇植达,窦建,王叶娟,张心怡,杨泽,杜超
受保护的技术使用者:陕西法士特齿轮有限责任公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!