一种连续弯管装置及制备连续段弯管间隔短直管的方法与流程
本发明涉及管型制备领域,尤其涉及一种连续弯管装置及制备连续段弯管间隔短直管的方法。
背景技术:
1、锅炉及冶金备件制造中,经常会对管子进行弯制,以满足总装或安装时对管内流体流向改变的需要。为保证管子弯后材料性能满足要求,需尽量采用冷弯。因此,一般是在弯管机上用弯管模弯制。
2、目前,绝大多数企业都是使用的拉拔式弯管机,这类弯管机只能弯制弯曲角不大于180゜,且特别适合只有一个弯段的管子,如有多个弯段,且中间直段无法满足装夹要求时则无法弯制。这是因为用于固定待弯制的直管的固定夹块固定设置在弯管模上,如图1所示,3为弯模,21为夹紧装置的销轴,12为夹持装置,其工作过程包括:工作时,按加工需求选用相应的弯模3、夹持装置12,……通过液压传动机构带动空心柱塞15下行,经拉丝板14作用在弯模轴11上,由弯模将工作弯矩传给工件实现弯曲成型。由上述弯制过程可以看出,此时当需要进行连续弯管时如果相邻弯段之间的直段过小,无法满足装夹要求时则无法在拉拔式弯管机上用通用模具弯制,且针对不同形状的弯管只能制造专用模具进行弯制,而制造的专用模具既不能通用且成本不低。
3、因此,如何能够实现连续弯制弯管且通用任何弯管形状的连续弯管装置是本领域所亟需的。
技术实现思路
1、为了解决上述技术问题,在本发明的一个方面提出了一种连续弯管装置,包括:弯管模,所述弯管模呈圆盘形状,并围绕圆周设置有多个定位孔;弯管机,所述弯管机轴连在所述弯管模的圆心处,配置用于带动所述弯管模转动;导向滑槽,所述导向滑槽设置在所述弯管模的一侧,并正对所述弯管模的圆周面,用于支撑待弯制的直管;抱箍,所述抱箍呈u形,并在两端设置有定位孔,配置用于在卷制弯管的过程中将所述待弯制的直管紧箍在所述弯管模的圆周面上,并由螺栓依次穿过所述抱箍和所述弯管模的定位孔进行定位锁紧。
2、在一个或多个实施例中,所述弯管模的圆周面与所述导向滑槽的支撑面上分别设置有弧形凹槽,配置用于限制所述待弯制的直管的侧向滑动。
3、在一个或多个实施例中,所述弯管模水平设置,所述弯管模的轴向与地面垂直。
4、在一个或多个实施例中,本发明的一种连续弯管装置还包括:轨道,所述轨道垂直于所述导向滑槽设置,配置用于设置所述弯管机,并调整所述弯管机相对于所述导向滑槽的距离以适应不同管径的直管。
5、在一个或多个实施例中,所述弯管机采用步进电机作为驱动。
6、在一个或多个实施例中,所述抱箍由长条形的铁片弯折成u形,并在所述抱箍的每一端分别沿延展方向设置有多个定位孔。
7、在一个或多个实施例中,所述抱箍由两端为扁平部的铁棒弯折成u形,并在所述抱箍每一端分别沿扁平部的延展方向设置有多个定位孔。
8、在一个或多个实施例中,所述抱箍具有弹性。
9、在本发明的第二方面,提出了一种制备连续段弯管间隔短直管的方法,所述方法包括:将待弯制的直管设置于导向滑槽上;调整弯管模压紧所述直管的悬空端,并通过抱箍将所述待弯制的直管的悬空端紧箍在所述弯管模上;启动弯管机,并控制所述弯管模按指定方向转动第一角度获得第一弯管段;松开所述抱箍,并推动所述待弯制的直管沿所述弯管模转动的切线方向移动等于预设直管段的长度的距离;通过抱箍将所述预设直管段的悬空部分紧箍在所述弯管模上;启动弯管机,并控制所述弯管模按指定方向转动第二角度获得第二弯管段。
10、在一个或多个实施例中,本发明的一种制备连续段弯管间隔短直管的方法,还包括:在脱模时,松开所述抱箍,并通过轨道调整所述弯管机相对于所述导向滑槽的距离调整以使得所述弯管模离开所述第二弯管段;从竖直方向上取出弯制成型的弯管。
11、本发明的有益效果包括:
12、1、由于采用了抱箍夹紧管子,使得装夹管子所需长度大大减小,可小至10mm依然能夹紧管子;
13、2、相对于传统的直夹块或弧形夹块装夹管子,用抱箍装的夹紧方式减小了夹紧工件所需空间,且可将弯管模制作成整圆盘,从而可实现对所有弯段的弯曲角度之和接近360度的弯管的弯制;
14、3、通用性强,由于本发明采用的是卷制方式形成弯管,相比于传统方式无需设计多套弯管模,且能够实现连续弯管(无需更换弯管模),在提升效率的同时又能够降低弯管模的制作成本。
技术特征:
1.一种连续弯管装置,其特征在于,包括:
2.根据权利要求1所述的一种连续弯管装置,其特征在于,所述弯管模的圆周面与所述导向滑槽的支撑面上分别设置有弧形凹槽,配置用于限制所述待弯制的直管的侧向滑动。
3.根据权利要求1所述的一种连续弯管装置,其特征在于,所述弯管模水平设置,所述弯管模的轴向与地面垂直。
4.根据权利要求1所述的一种连续弯管装置,其特征在于,还包括:轨道,所述轨道垂直于所述导向滑槽设置,配置用于设置所述弯管机,并调整所述弯管机相对于所述导向滑槽的距离以适应不同管径的直管。
5.根据权利要求1所述的一种连续弯管装置,其特征在于,所述弯管机采用步进电机作为驱动。
6.根据权利要求1所述的一种连续弯管装置,其特征在于,所述抱箍由长条形的铁片弯折成u形,并在所述抱箍的每一端分别沿延展方向设置有多个定位孔。
7.根据权利要求1所述的一种连续弯管装置,其特征在于,所述抱箍由两端为扁平部的铁棒弯折成u形,并在所述抱箍每一端分别沿扁平部的延展方向设置有多个定位孔。
8.根据权利要求6或7所述的一种连续弯管装置,其特征在于,所述抱箍具有弹性。
9.一种制备连续段弯管间隔短直管的方法,其特征在于,所述方法包括:
10.根据权利要求9所述的一种制备连续段弯管间隔短直管的方法,其特征在于,所述方法还包括:
技术总结
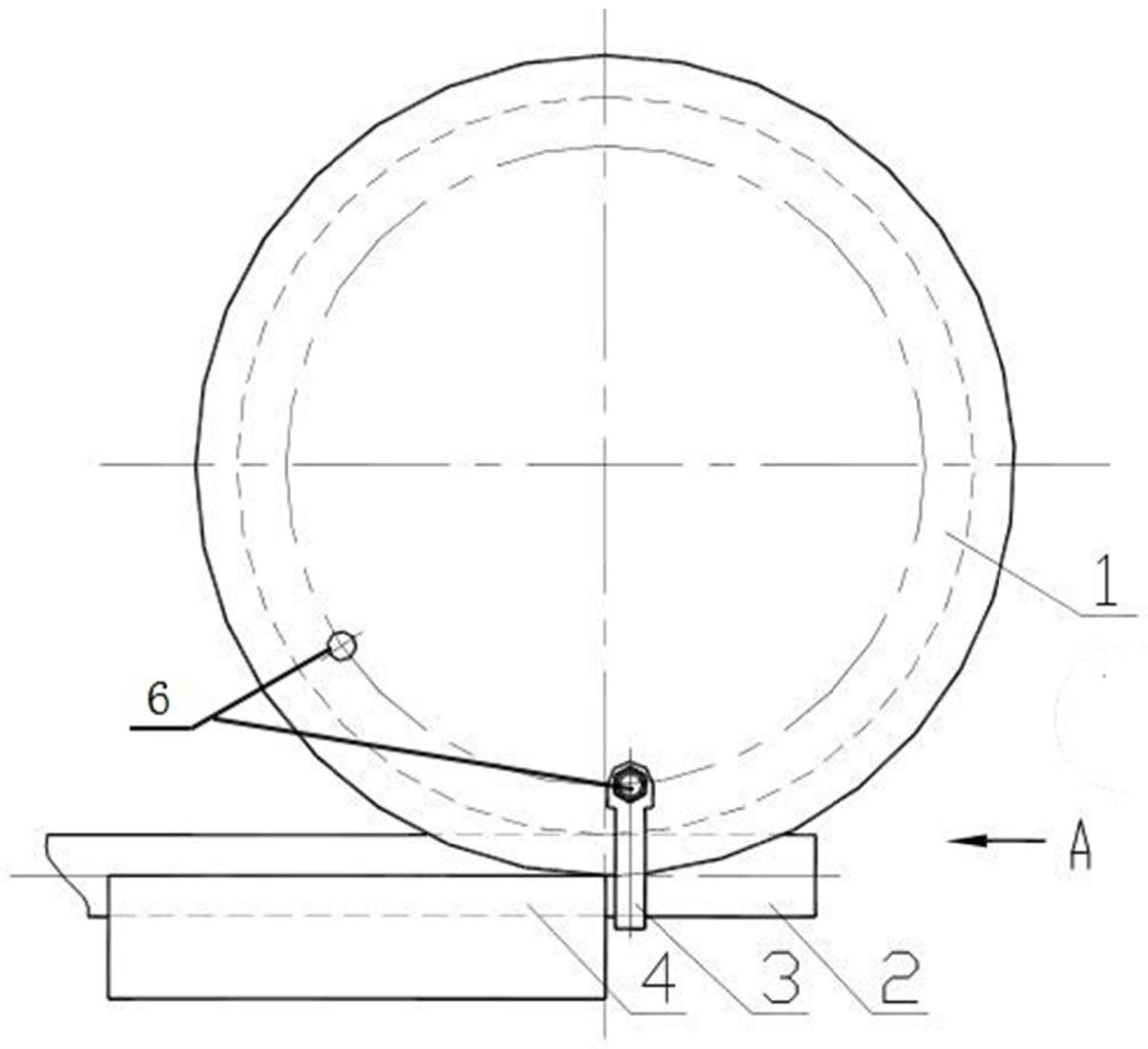
本发明提出了一种连续弯管装置及制备连续段弯管间隔短直管的方法,其中,连续弯管装置包括:弯管模1,弯管模1呈圆盘形状,并围绕圆周设置有多个定位孔6;弯管机,弯管机7轴连在弯管模1的圆心处,配置用于带动弯管模1转动;导向滑槽4,导向滑槽4设置在弯管模1的一侧,并正对弯管模1的圆周面,用于支撑待弯制的直管2;抱箍3,抱箍呈U形,并在两端设置有定位孔8,配置用于在卷制弯管2的过程中将待弯制的直管紧箍在弯管模1的圆周面上,并由螺栓5依次穿过抱箍和弯管模的定位孔进行定位锁紧。本发明采用抱箍大大减小了装夹管子所需长度,且可将弯管模制作成整圆盘,可弯制所有弯段的弯曲角度之和接近360度的弯管,通用性强。
技术研发人员:王中武,杨林,熊艳艳
受保护的技术使用者:四川鸿舰重型机械制造有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!