一种汽车桥壳拉伸模结构及其加工工艺的制作方法
本发明涉及汽车配件加工模具结构领域,尤其是涉及一种汽车桥壳拉伸模结构及其加工工艺。
背景技术:
1、汽车桥壳是后驱动桥上安装主减速器差速器半轴轮毂和悬架的基础件,主要作用是支承并保护主减速器差速器和半轴,是汽车上重要的承载件和传力件。
2、汽车桥壳冲压制作目前行业内一般采用成形工艺设计,成形过程中桥壳中部存在材料堆积增厚的过程,增厚处模具凸、凹模极易磨损,桥壳于此处的平面度差,平面度差导致的结果为焊接桥壳加强环及壳盖时存在间隙,后续桥壳机加过程中有间隙的地方易积留铁屑,而残留的铁屑会造成后桥总成齿轮异响,影响齿轮寿命和驾乘感受。因此,原有的工艺难以满足工艺要求,需要一种新的方案解决这个问题。
技术实现思路
1、本发明的目的是为了解决现有技术存在的缺陷,提供一种汽车桥壳拉伸模结构。
2、为了实现上述目的,本发明采用的技术方案如下:
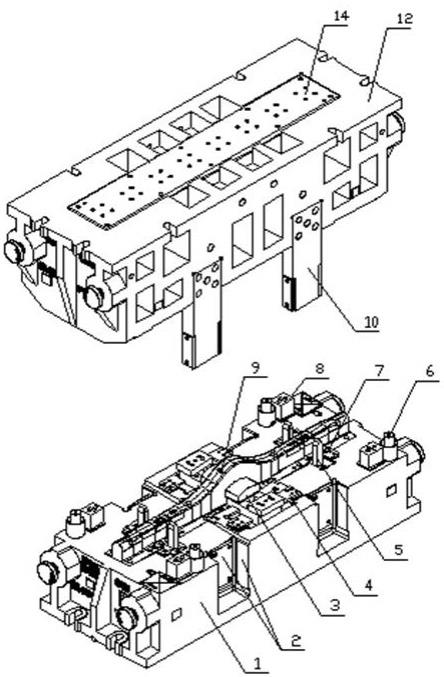
3、一种汽车桥壳拉伸模结构,包括下模组件和上模组件,下模组件包括下模座,设置在下模座两侧的导向板,设置在下模座上的浮动压料板,控制压料板上下方向的挡料板,用于产品定位的定位杆,缓冲模具压力的限位橡胶,定位杆挡块,模具上下模限位块,下模凸模组件;
4、上模组件包括上模座,设置上模座两侧的导向杆,装配在上模座中间的上模凹模组件,安装上模座顶部的垫板。
5、进一步,下模凸模组件包括顶杆。
6、进一步,上模凹模组件包括打料杆。
7、进一步,垫板上安装氮气缸。
8、一种汽车桥壳拉伸模结构的加工工艺,包括如下步骤:
9、s1.将板料放置在下模凸模组件及的压料板上,由定位杆定位;
10、s2.启动压机,上模组件下行,上模凹模组件、下模凸模组件、压料块及压料板分别压紧板料,拉伸成形;
11、s3.压制结束后,上模回位,上模凹模组件中的打料杆将拉伸成形后的产品留在下模上,下模凸模组件中的顶杆将成形的产品顶出;
12、s4.自动取料装置取出产品。
13、本发明的有益效果为:该设备加工得到的桥壳大法兰平面度<0.6(要求<1.5);与传统的上凸下凹设计不同,本模具采用上凹下凸的方式,产品制作后不用翻转,方便于三次元自动化夹钳取料。
技术特征:
1.一种汽车桥壳拉伸模结构,包括下模组件和上模组件,其特征在于,所述下模组件包括下模座,设置在下模座两侧的导向板,设置在下模座上的浮动压料板,控制压料板上下方向的挡料板,用于产品定位的定位杆,缓冲模具压力的限位橡胶,定位杆挡块,模具上下模限位块,下模凸模组件;
2.根据权利要求1所述的一种汽车桥壳拉伸模结构,其特征在于,所述下模凸模组件包括顶杆。
3.根据权利要求1所述的一种汽车桥壳拉伸模结构,其特征在于,所述上模凹模组件包括打料杆。
4.根据权利要求1所述的一种汽车桥壳拉伸模结构,其特征在于,所述垫板上安装氮气缸。
5.一种汽车桥壳拉伸模结构的加工工艺,其特征在于,包括如下步骤:
技术总结
本发明涉及一种汽车桥壳拉伸模结构及其加工工艺,其中,拉伸模结构包括下模组件和上模组件,下模组件包括下模座,设置在下模座两侧的导向板,设置在下模座上的浮动压料板,控制压料板上下方向的挡料板,用于产品定位的定位杆,缓冲模具压力的限位橡胶,定位杆挡块,模具上下模限位块,下模凸模组件;上模组件包括上模座,设置上模座两侧的导向杆,装配在上模座中间的上模凹模组件,安装上模座顶部的垫板。该设备加工得到的桥壳大法兰平面度<0.6(要求<1.5);与传统的上凸下凹设计不同,本模具采用上凹下凸的方式,产品制作后不用翻转,方便于三次元自动化夹钳取料。
技术研发人员:邱晓刚,胡义华,邱庚龙,欧长高,周光辉,刘德林,何冠平,黄志侠,程思,邓梦如,支小磊,张党华
受保护的技术使用者:江西江铃底盘股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!