一种提高CT球管用大容量旋转靶盘连接强度的钎焊方法与流程
本发明涉及ct球管用大容量旋转靶盘制造,具体是一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法。
背景技术:
1、ct球管用大容量旋转靶盘是一种wre/tzm/石墨靶盘,一般是采用钎焊的方法将用于产生射线的wre/tzm合金靶盘和主要用于对wre/tzm合金靶盘进行散热的石墨靶盘连接起来,形成一个wre/tzm合金靶盘和石墨靶盘的复合结构。
2、在现有wre/tzm/石墨靶盘的钎焊技术中,进行靶盘钎焊之前,通常会在石墨层的待钎焊面以及在wre/tzm合金靶盘的tzm面上加工三角形槽或者矩形槽,以此来提高wre/tzm合金靶盘与石墨靶盘的焊接强度。
3、具体的,在石墨层的钎焊面上加工成单一的三角形槽或者矩形槽,然后将wre/tzm合金靶盘、钎焊料以及石墨靶盘按照次序叠放在真空钎焊炉内,升高温度至钎焊温度,保温一定的时间,然后冷却至室温,完成钎焊。
4、虽然上述方法可以有效地提高金wre/tzm合金靶盘与石墨靶盘的焊接强度,但是仍然存在当工艺控制不当时,wre/tzm合金靶盘与石墨靶盘的钎焊层出现大面积虚焊、脱焊的情况,严重时会导致wre/tzm合金靶盘与石墨靶盘分离。因此,在靶盘的生产过程中存在一定的不良率。同时,部分带有缺陷的不良品也有可能装配到ct机球管中,造成球管的提前失效和质量事故。
5、其原因是:采用单一的槽型结构,虽然在钎焊前的预加工过程中相对比较简单,但是,在钎焊时,真空钎焊炉内的温度不可以避免地存在微小的波动,致使钎焊料的流动仍然存在不均匀的情况;再者,wre/tzm合金靶盘和石墨靶盘表面与理想的加工精度相比,仍然会存在平面度不平以及局部微小凹坑等缺陷。因此,靶盘钎焊存在一定的合格率,但是,部分靶盘存在虚焊、局部脱焊的缺陷。
技术实现思路
1、本发明的目的是为了克服现有技术存在的缺陷和不足,提供一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,能够将wre/tzm合金靶盘与石墨靶盘进行可靠的连接,以提高wre/tzm合金靶盘与石墨靶盘的连接强度。
2、为实现上述目的,本发明提供如下技术方案:
3、一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:具体包括以下步骤:
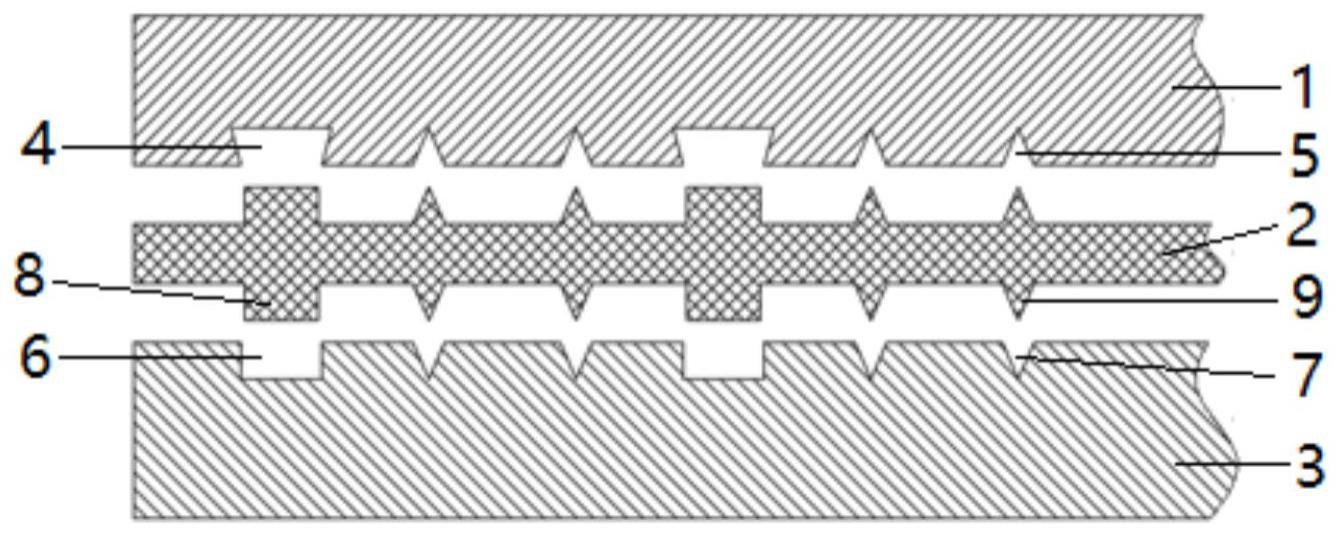
4、s1.在wre/tzm合金靶盘的tzm面,自wre/tzm合金靶盘的外缘至其中心,每间隔一定距离加工一个环形槽缝,其中,在最外圈加工一个倒梯形的环形槽缝,再加工两个三角形的环形槽缝,再加工一个倒梯形的环形槽缝,然后加工两个三角形的环形槽缝,以此类推;
5、s2.在石墨靶盘的待钎焊面,自石墨靶盘的外缘至其中心,每间隔一定距离加工一个环形槽缝,其中,在最外圈加工一个矩形的环形槽缝,再加工两个三角形的环形槽缝,再加工一个矩形的环形槽缝,然后加工两个三角形的环形槽缝,以此类推;
6、s3.在钎焊料片的两侧表面,分别加工与所述wre/tzm合金靶盘的tzm面以及石墨靶盘的待钎焊面上的环形槽缝的结构相匹配、位置相对应的环形凸起;
7、s4.对加工好的所述wre/tzm合金靶盘、钎焊料片以及石墨靶盘进行清洗、除气后,自上而下依次叠放在真空钎焊炉的炉腔内;
8、s5.当真空钎焊炉的真空度达到5×10-2pa后,首先加热至第一个钎焊温度,即加热至1500-1600℃,保温30-90min,再降温至1000℃左右,保温100-120min;然后加热至第二个钎焊温度,保温30-90min,所述的第二个钎焊温度比所述第一个钎焊温度低10-20℃。
9、s6.钎焊结束后,随炉冷却,取出wre/tzm/石墨靶盘。
10、进一步的,所述的步骤s1和s2中,位于同一靶盘上的相邻二个环形槽缝之间的间隔为2mm。
11、进一步的,所述的步骤s1和s2中,采用数控车床或数控铣床,并采用与所述倒梯形的环形槽缝、矩形的环形槽缝和三角形的环形槽缝的结构相匹配的仿形刀具加工各环形槽缝。
12、进一步的,所述的步骤s1和s2中,各倒梯形的环形槽缝的长底边尺寸均为0.2-0.8mm,短底边尺寸均为0.15-0.7mm,两条斜边尺寸均为0.1-0.5mm;各矩形的环形槽缝的长边尺寸均为0.15-0.7mm,短边尺寸均为0.1-0.5mm;各三角形的环形槽缝的两条边长均为0.1-0.5mm,两条边长的夹角均为30-60°。
13、进一步的,所述的步骤s3中,采用数控车床或数控铣床,并采用与所述环形凸起的结构相匹配的仿形刀具加工各环形凸起。
14、进一步的,所述的步骤s3中,各环形凸起的尺寸比相对应的倒梯形的环形槽缝、矩形的环形槽缝和三角形的环形槽缝的尺寸均小0.05mm。
15、进一步的,所述的步骤s4中,进行钎焊前,采用超声波清洗,去除wre/tzm合金靶盘、钎焊料片以及石墨靶盘表面的油渍、灰尘。
16、进一步的,所述的步骤s4中,进行钎焊前,对清洗后的wre/tzm合金靶盘、钎焊料片以及石墨靶盘进行除气,去除wre/tzm合金靶盘、钎焊料片以及石墨靶盘表面的低熔点杂质。
17、进一步的,所述除气的方法为:将清洗后的wre/tzm合金靶盘、钎焊料片以及石墨靶盘送入真空除气炉中,真空度优于5×10-3pa,除气温度为1000-1500℃,除气时间为0.5 -5h。
18、与现有技术相比,本发明的有益效果是:
19、本发明采用改善的环形槽缝结构,同时改善环形槽缝的排布方式,并且采用钎焊料二次重熔的真空钎焊工艺,提高了wre/tzm合金靶盘与石墨靶盘的连接强度,降低了wre/tzm合金靶盘与石墨靶盘的虚焊、局部脱焊的缺陷,从而提高了ct球管用大容量旋转靶盘钎焊的成品率。
技术特征:
1.一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:具体包括以下步骤:
2.根据权利要求1所述的一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:所述的步骤s1和s2中,位于同一靶盘上的相邻二个环形槽缝之间的间隔为2mm。
3.根据权利要求1所述的一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:所述的步骤s1和s2中,采用数控车床或数控铣床,并采用与所述倒梯形的环形槽缝、矩形的环形槽缝和三角形的环形槽缝的结构相匹配的仿形刀具加工各环形槽缝。
4.根据权利要求1-3中任一项所述的一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:所述的步骤s1和s2中,各倒梯形的环形槽缝的长底边尺寸均为0.2-0.8mm,短底边尺寸均为0.15-0.7mm,两条斜边尺寸均为0.1-0.5mm;各矩形的环形槽缝的长边尺寸均为0.15-0.7mm,短边尺寸均为0.1-0.5mm;各三角形的环形槽缝的两条边长均为0.1-0.5mm,两条边长的夹角均为30-60°。
5.根据权利要求1所述的一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:所述的步骤s3中,采用数控车床或数控铣床,并采用与所述环形凸起的结构相匹配的仿形刀具加工各环形凸起。
6.根据权利要求1或5所述的一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:所述的步骤s3中,各环形凸起的尺寸比相对应的倒梯形的环形槽缝、矩形的环形槽缝和三角形的环形槽缝的尺寸均小0.05mm。
7.根据权利要求1所述的一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:所述的步骤s4中,进行钎焊前,采用超声波清洗,去除wre/tzm合金靶盘、钎焊料片以及石墨靶盘表面的油渍、灰尘。
8.根据权利要求1所述的一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:所述的步骤s4中,进行钎焊前,对清洗后的wre/tzm合金靶盘、钎焊料片以及石墨靶盘进行除气,去除wre/tzm合金靶盘、钎焊料片以及石墨靶盘表面的低熔点杂质。
9.根据权利要求8所述的一种提高ct球管用大容量旋转靶盘连接强度的钎焊方法,其特征在于:所述除气的方法为:将清洗后的wre/tzm合金靶盘、钎焊料片以及石墨靶盘送入真空除气炉中,真空度优于5×10-3pa,除气温度为1000-1500℃,除气时间为0.5-5h。
技术总结
本发明公开了一种提高CT球管用大容量旋转靶盘连接强度的钎焊方法,由WRe/TZM合金靶盘与石墨靶盘通过钎焊方法制造而成,具体包括:(1)在WRe/TZM合金靶盘的TZM面加工环形槽缝;(2)在石墨靶盘的待钎焊面加工环形槽缝;(3)在钎焊料片的两侧表面加工环形凸起;(4)对WRe/TZM合金靶盘、钎焊料片以及石墨靶盘进行清洗、除气,自上而下依次叠放在真空钎焊炉的炉腔内;(5)首先加热至第一个钎焊温度、保温,再降温、保温;然后加热至第二个钎焊温度、保温;(6)取出WRe/TZM/石墨靶盘。本发明提高了WRe/TZM合金靶盘与石墨靶盘的连接强度,降低了WRe/TZM合金靶盘与石墨靶盘的虚焊、局部脱焊的缺陷,从而提高了CT球管用大容量旋转靶盘钎焊的成品率。
技术研发人员:仇治勤,王涛,方兴权,袁江胜,杨波,张意,胡忠娟,徐林,朱晓峰,唐开龙,罗建军,时晓明
受保护的技术使用者:安庆瑞迈特科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!