一种铝合金挤压模具及其挤压方法与流程
本发明涉及铝合金挤压,具体涉及一种铝合金挤压模具及其挤压方法。
背景技术:
1、铝及铝合金具有优良的力学、加工和抗腐蚀等性能,广泛应用于航空、航天、汽车、机械制造、船舶及化学工业等各领域。铝及铝合金的产品制造产生的边角料、残次品以及完成使用期限的废品统称为废杂铝,其中的废杂变形铝合金包括工艺边角废料、报废飞机铝合金、报废汽车铝合金、废铝易拉罐、废旧铝合金门窗等系列,因含有mg、zn、cu、fe、mn、ti、zr、ni等合金元素,具有中间合金的属性。
2、铝合金挤压是铝合金处理中重要的一步,在使用的现有挤压模具中由于挤压腔设置的大多数是单个腔室,不能提高挤压效率,同时现有模具的腔室为考虑到对称问题,同一批次挤压得到的铝合金存在挤压不均匀的问题。
技术实现思路
1、本发明的目的在于提供一种铝合金挤压模具及其挤压方法,以解决现有技术中的挤压效率不高和挤压存在不均匀的问题。
2、为实现上述目的,本发明提供了以下技术方案:
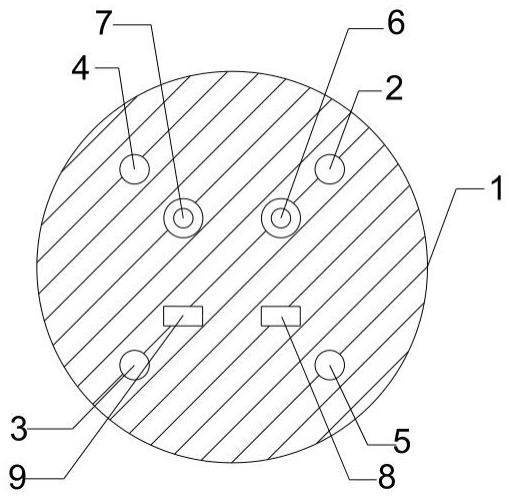
3、一方面本发明提供的一种铝合金挤压模具,包括模具壳体,所述壳体为圆柱状壳体,在圆柱壳体两端分别设置有进料端和出料端,所述两端面上设有螺纹孔、定位孔和挤压腔,所述螺纹孔包括第一螺纹孔和第二螺纹孔,所述定位孔包括第一定位孔和第二定位孔,所述挤压腔包括环形挤压腔和方形挤压腔。
4、进一步的,所述环形挤压腔包括第一环形挤压腔和第二环形挤压腔,第一环形挤压腔和第二环形挤压腔关于与端面直径平行的弦轴对称,所述方形挤压腔包括第一方形挤压腔和第二方形挤压腔,第一方形挤压腔和第二方形挤压腔关于与端面直径平行的弦轴对称。
5、进一步的,所述第一环形挤压腔和第二方形挤压腔关于端面的圆心中心对称,所述第二环形挤压腔和第一方形挤压腔关于端面的圆心中心对称。
6、进一步的,所述第一螺纹孔和第二螺纹孔关于端面的圆心中心对称,所述第一定位孔和第二定位孔关于端面的圆心中心对称。
7、另一方面,本发明提供的一种铝合金挤压方法,包括以下步骤:
8、s1、铸锭加热并保温1-3h;
9、s2、将模具放置模具炉内进行加温,并保温1-3h;
10、s3、模具放入挤压机的模座内,将模具固定在模座上;
11、s4、铸锭通过挤压机挤压成型。
12、进一步的,所述铸锭加热温度和模具加热温度为450-480℃。
13、进一步的,所述铸锭挤压时,挤压速度为2.0~2.5m/min。
14、基于上述技术方案,本发明拥有以下有益效果:
15、本发明挤压模具设置的环形挤压腔可以同时挤压得到两个空心圆形铝合金型材、两个实心圆形铝合金型材,还设有两个方形挤压腔。经过挤压可以得到多个不同形状的铝合金型材,提高了挤压的效率。
16、本发明设置的挤压腔位置对称,在挤压时受力更均匀,且铸锭和模具的加热温度接近,使得挤压出的铝合金更加均匀。
17、本发明设有的定位孔和螺纹孔关于端面的圆心中心对称,同时到直径的垂直距离也相等,再将模具固定到模座上时能固定得更加牢固。
技术特征:
1.一种铝合金挤压模具,其特征在于,包括模具壳体(1),所述模具壳体(1)为圆柱状壳体,在圆柱壳体两端分别设置有进料端和出料端,所述两端面上设有螺纹孔、定位孔和挤压腔,所述螺纹孔包括第一螺纹孔(2)和第二螺纹孔(3),所述定位孔包括第一定位孔(4)和第二定位孔(5),所述挤压腔包括环形挤压腔和方形挤压腔。
2.根据权利要求1所述的一种铝合金挤压模具,其特征在于,所述环形挤压腔包括第一环形挤压腔(6)和第二环形挤压腔(7),第一环形挤压腔(6)和第二环形挤压腔(7)关于与端面直径平行的弦轴对称,所述方形挤压腔包括第一方形挤压腔(8)和第二方形挤压腔(9),第一方形挤压腔(8)和第二方形挤压腔(9)关于与端面直径平行的弦轴对称。
3.根据权利要求2所述的一种铝合金挤压模具,其特征在于,所述第一环形挤压腔(6)和第二方形挤压腔(9)关于端面的圆心中心对称,所述第二环形挤压腔(7)和第一方形挤压腔(8)关于端面的圆心中心对称。
4.根据权利要求1所述的一种铝合金挤压模具,其特征在于,所述第一螺纹孔(2)和第二螺纹孔(3)关于端面的圆心中心对称,所述第一定位孔(4)和第二定位孔(5)关于端面的圆心中心对称。
5.一种铝合金挤压方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种铝合金挤压方法,其特征在于,所述铸锭加热温度和模具加热温度为450-480℃。
7.根据权利要求5所述的一种铝合金挤压方法,其特征在于,所述铸锭挤压时,挤压速度为2.0~2.5m/min。
技术总结
本发明公开了一种铝合金挤压模具及其挤压方法,包括模具壳体,所述壳体为圆柱状壳体,在圆柱壳体两端分别设置有进料端和出料端,所述两端面上设有螺纹孔、定位孔和挤压腔,所述螺纹孔包括第一螺纹孔和第二螺纹孔,所述定位孔包括第一定位孔和第二定位孔,所述挤压腔包括环形挤压腔和方形挤压腔。铝合金挤压方法包括以下步骤:S1、铸锭加热并保温1‑3h;S2、将模具放置模具炉内进行加温,并保温1‑3h;S3、模具放入挤压机的模座内,将模具固定在模座上;S4、铸锭通过挤压机挤压成型。本发明的挤压模具设有不同形状和多个挤压腔,能够挤压出多个不同形状的铝合金,提高挤压效率,同时铸锭和模具的温度差别不大也有利于更好地挤压成型。
技术研发人员:廖健,姚春明,刘静安,刘主民
受保护的技术使用者:四川阳光坚端铝业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!