一种卷取机入口侧导板开口度控制方法及系统与流程
本发明涉及钢铁生产应用领域,尤其涉及一种卷取机入口侧导板开口度控制方法及系统。
背景技术:
1、热连轧生产线精轧出口通常配置有多功能仪,可检测精轧出口带钢跑偏量(距轧制中心线两侧最大±100mm跑偏检测量)及宽度,生产过程中由于中间坯镰刀弯或机架间浪形等原因,常出现精轧带钢头部穿带完成后跑偏严重,撞卷取机入口侧导板堆钢的事故,最大跑偏量可达±100mm(传动侧为+,操作侧为-),现有控制技术无精轧带钢头部跑偏自动控制方法,存在带钢头部跑偏撞击卷取机入口侧导板堆钢的事故隐患;由于中间坯头部超宽或者精轧机架间宽度控制异常等原因,常出现精轧带钢头部宽度超宽,现有控制技术在精轧带钢头部超宽时,卷取机入口侧导板未能提前打开,导致卷取机入口侧导板开口度设定偏小,带钢头部撞击卷取机入口侧导板堆钢。
技术实现思路
1、鉴于以上现有技术存在的问题,本发明提出一种卷取机入口侧导板开口度控制方法及系统,主要解决带钢头部跑偏严重及宽度超宽撞击卷取机入口侧导板堆钢的事故隐患,避免类似堆废钢事故的重复发生。
2、为了实现上述目的及其他目的,本发明采用的技术方案如下。
3、本申请提供一种卷取机入口侧导板开口度控制方法,包括:
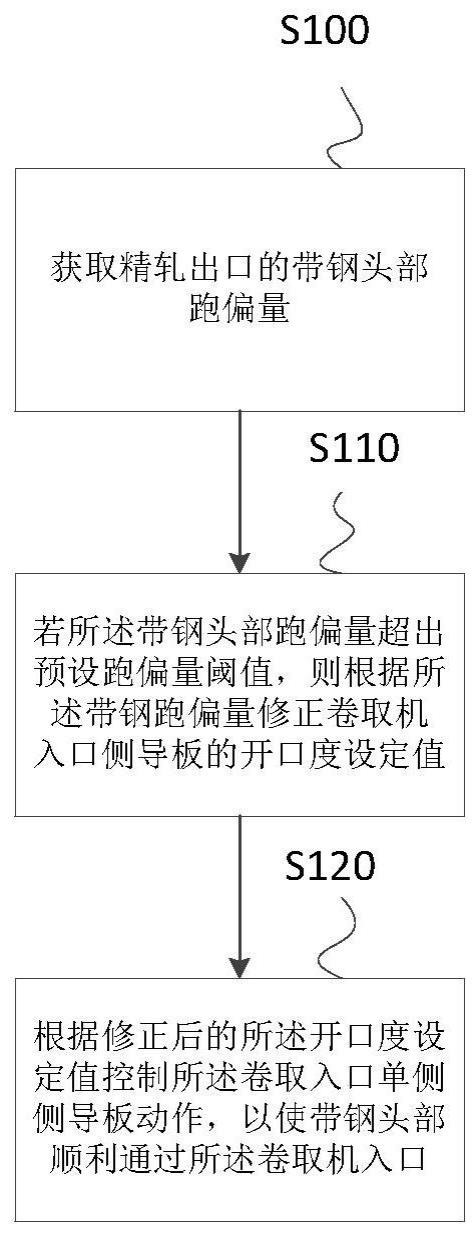
4、获取精轧出口的带钢头部跑偏量;
5、若所述带钢头部跑偏量超出预设跑偏量阈值,则根据所述带钢头部跑偏量修正卷取机入口侧导板的开口度设定值;
6、根据修正后的所述开口度设定值控制所述卷取机入口单侧侧导板动作,以使带钢头部顺利通过所述卷取机入口。
7、在本申请一实施例中,获取精轧出口的带钢头部跑偏量,包括:
8、对精轧出口进行有钢检测以及偏移量测量,当检测到有钢信号且经过预设时间后,将测量到的偏移量作为所述带钢头部跑偏量。
9、在本申请一实施例中,根据修正后的所述开口度设定值控制所述卷取机入口单侧侧导板动作,包括:
10、根据所述带钢头部跑偏量确定对应带钢的跑偏方向,其中所述跑偏方向包括传动侧和操作侧;
11、若带钢头部的跑偏方向为传动侧,则基于卷取机入口侧导板原有设定开口度,控制传动侧的侧导板打开所述带钢头部跑偏量对应的开口度,以使卷取机入口侧导板开口度等于修正后的所述开口度设定值;
12、若带钢头部的跑偏方向为操作侧,则基于卷取机入口侧导板原有设定开口度,控制操作侧的侧导板打开所述带钢头部跑偏量对应的开口度,以使卷取机入口侧导板开口度等于修正后的所述开口度设定值。
13、在本申请一实施例中,获取精轧出口的带钢头部跑偏量之后,还包括:
14、获取精轧出口的带钢头部宽度最大值;
15、若所述带钢头部宽度最大值与目标控制宽度的偏差值超过预设超宽量阈值,则将所述偏差值作为对应带钢的头部超宽量;
16、根据所述头部超宽量控制卷取机入口两侧侧导板打开,以使带钢头部顺利通过所述卷取机入口。
17、在本申请一实施例中,根据所述头部超宽量控制卷取机入口侧导板打开,包括:
18、根据所述头部超宽量修正所述卷取机入口侧导板原有设定开口度,得到第一开口度修正量;
19、控制卷取机入口传动侧和操作侧侧导板打开,以使所述卷取机入口侧导板两侧开口度打开量等于所述第一开口度修正量。
20、在本申请一实施例中,根据所述头部超宽量控制卷取机入口侧导板打开,包括:
21、根据所述头部超宽量修正所述卷取机入口侧导板原有设定开口度,得到第二开口度修正量;
22、控制卷取机入口传动侧和操作侧侧导板打开,以使所述卷取机入口侧导板的开口度打开量等于所述第二开口度修正量。
23、本申请还提供一种卷取机入口侧导板开口度控制系统,包括:
24、跑偏量获取模块,用于获取精轧出口实测带钢头部跑偏量;
25、开口度修正模块,用于若所述带钢头部跑偏量超出预设跑偏量阈值,则根据所述带钢头部跑偏量修正卷取机入口侧导板开口度设定值;
26、开口度控制模块,用于根据修正后的所述开口度设定值控制所述卷取机入口侧导板动作,以使带钢头部顺利通过所述卷取机入口。
27、如上所述,本发明一种卷取机入口侧导板开口度控制方法及系统,具有以下有益效果。
28、本申请可根据精轧出口的带钢实测头部跑偏量自动修正卷取机入口侧导板的开口度,避免原有人工判断带钢头部跑偏量调整侧导板开口度不及时或调整错误,导致带钢头部跑偏严重撞击卷取机入口侧导板堆钢问题,可有效避免类似堆废钢事故的重复发生,减少卷取机入口侧导板开口度修正对人工操作的依赖,提高生产线轧制稳定性,保证生产顺行。
技术特征:
1.一种卷取机入口侧导板开口度控制方法,其特征在于,包括:
2.根据权利要求1所述的卷取机入口侧导板开口度控制方法,其特征在于,获取精轧出口的带钢头部跑偏量,包括:
3.根据权利要求1所述的卷取机入口侧导板开口度控制方法,其特征在于,根据修正后的所述开口度设定值控制所述卷取机入口单侧侧导板动作,包括:
4.根据权利要求1-3任一所述的卷取机入口侧导板开口度控制方法,其特征在于,获取精轧出口的带钢头部跑偏量之后,还包括:
5.根据权利要求4所述的卷取机入口侧导板开口度控制方法,其特征在于,根据所述头部超宽量控制卷取机入口侧导板打开,包括:
6.根据权利要求4所述的卷取机入口侧导板开口度控制方法,其特征在于,根据所述头部超宽量控制卷取机入口侧导板打开,包括:
7.一种卷取机入口侧导板开口度控制系统,其特征在于,包括:
技术总结
本申请提供一种卷取机入口侧导板开口度控制方法及系统,包括:获取精轧出口的带钢头部跑偏量,若所述带钢头部跑偏量超出预设跑偏量阈值,则根据所述带钢头部跑偏量修正卷取机入口侧导板开口度设定值;获取精轧出口带钢头部超宽量,若所述带钢头部超宽量超出预设超宽量阈值,则根据所述带钢头部超宽量修正卷取机入口侧导板开口度设定值;在精轧出口带钢头部跑偏严重或超宽时,控制卷取机入口侧导板自动打开,避免带钢头部撞击卷取机入口侧导板导致的堆钢事故。本申请可有效预防精轧带钢头部跑偏严重或超宽撞击卷取机入口侧导板堆钢的事故隐患,提高生产线轧制稳定性,保证生产顺行。
技术研发人员:袁伟,赵高建,徐振宇,胡庭与,范合合,朱林
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!