一种粗轧中间坯板型控制方法及系统与流程
本发明涉及智能化钢铁生产制造应用领域,尤其涉及一种粗轧中间坯板型控制方法及系统。
背景技术:
1、国内某热连轧生产线配有一架4辊可逆式粗轧机,粗轧机通过可逆往复多道次轧制(一般是5道次),将厚度230mm,长度约10.8m的板坯轧制成厚度32-60mm,长度38-65m的中间坯,为了保证中间坯不跑偏及实现精轧稳定轧制,需要控制中间坯楔形值(传动侧-操作侧厚度值)尽量小,中间坯板型平直。
2、现有粗轧中间坯板型控制方法在粗轧轧制过程中,通过一次性调整全程整体辊缝偏差的方法将中间坯板型调平,现有方法在理论上能够实现粗轧中间坯板型的调整,但实际轧制过程中存在因粗轧机刚度、轧机精度、板坯来料温度偏差等因素的影响,导致各道次在相同压下量的情况下,不同道次实际辊缝存在较大偏差,所以粗轧轧制出的中间坯跑偏严重,板型差,频繁出现撞击粗轧机后辊道护板或者热卷箱入口侧导板等废钢事故,由于中间坯楔形大,导致精轧成品楔形大,影响生产稳定顺行及产品质量的提升。
技术实现思路
1、鉴于以上现有技术存在的问题,本发明提出一种粗轧中间坯板形控制方法及系统,主要解决现有中间坯板形控制方法无法分道次控制中间坯楔形和跑偏问题,影响精轧轧制稳定性以及成品带钢板型质量问题。
2、为了实现上述目的及其他目的,本发明采用的技术方案如下。
3、本申请提供一种粗轧中间坯板型控制方法,包括:
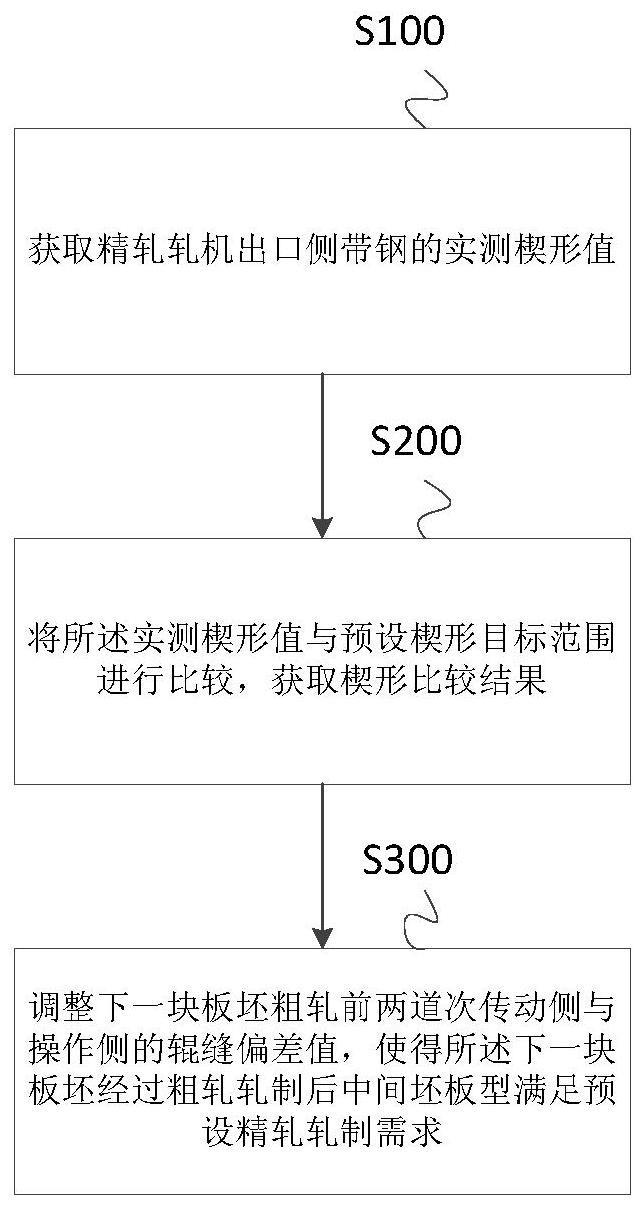
4、获取精轧轧机出口侧带钢的实测楔形值;
5、将所述实测楔形值与预设楔形目标范围进行比较,获取楔形比较结果;
6、根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值,使得所述下一块板坯经过粗轧轧制后中间坯板型满足预设精轧轧制需求。
7、在本申请一实施例中,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值,包括:
8、若所述实测楔形值大于所述预设楔形目标范围的上限,则压下粗轧前两道次传动侧的辊缝;
9、若所述实测楔形值小于所述预设楔形目标范围的下限,则抬升粗轧前两道次传动侧的辊缝。
10、在本申请一实施例中,所述预设精轧轧制需求包括:带钢厚度小于10mm时,楔形控制计划值在-60μm到+60μm之间;带钢厚度大于或等于10mm时,楔形控制计划值在-90μm到+90μm之间。
11、在本申请一实施例中,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值之后,还包括:
12、获取粗轧前两道次带钢尾部鱼尾短的一侧的厚度;
13、若所述厚度超出预设厚度值,则将粗轧前两道次带钢尾部鱼尾短的一侧压下。在本申请一实施例中,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值之后,还包括:
14、获取粗轧轧机出口侧中间坯的跑偏量;
15、根据所述跑偏量确定靠近所述粗轧轧机出口侧的粗轧后两道次带钢头部偏移方向;
16、若所述带钢头部偏移方向偏向传动侧,则压下粗轧后两道次传动侧辊缝;
17、若所述带钢头部偏移方向偏向操作侧,则抬升粗轧后两道次传动侧辊缝。
18、在本申请一实施例中,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值之后,还包括:
19、获取粗轧轧机出口侧中间坯图像;
20、根据所述中间坯图像确定靠近所述粗轧轧机出口侧的指定粗轧道次带钢头部偏移方向;
21、若所述带钢头部偏移方向偏向传动侧,则压下对应粗轧道次传动侧辊缝;
22、若所述带钢头部偏移方向偏向操作侧,则抬升对应粗轧道次传动侧辊缝。
23、在本申请一实施例中,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值之前,还包括:
24、提供交互界面;
25、通过所述交互界面获取粗轧各道次预设辊缝偏差值,并接收对应道次辊缝偏差调整指令对所述预设辊缝偏差值进行调整,得到粗轧各道次的辊缝偏差调整量;
26、将所述辊缝偏差调整量下发至对应粗轧各道次轧机控制端以控制对应粗轧道次传动侧和操作侧的辊缝偏差。
27、本申请还提供一种粗轧中间坯板型控制系统,包括:
28、数据采集模块,用于获取精轧轧机出口侧带钢的实测楔形值;
29、数据处理模块,用于将所述实测楔形值与预设楔形目标范围进行比较,获取楔形比较结果;
30、辊缝调整模块,用于根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值,使得所述下一块板坯经过粗轧轧制后中间坯板型满足预设精轧轧制需求。
31、如上所述,本发明提供的一种粗轧中间坯板型控制方法及系统,具有以下有益效果。
32、本申请根据精轧出口侧带钢的实测楔形值控制粗轧前两道次轧机两侧辊缝偏差值,根据粗轧出口侧中间坯跑偏量控制粗轧后两道次轧机两侧辊缝偏差值,实现粗轧中间坯楔形和跑偏量分道次进行调整和控制,大幅提升了中间坯板型控制精度,减少了中间坯跑偏严重撞粗轧出口侧辊道护板及热卷箱入口侧导板的废钢事故,有效提升了精轧轧制稳定性及成品带钢板型质量。
技术特征:
1.一种粗轧中间坯板型控制方法,其特征在于,包括:
2.根据权利要求1所述的粗轧中间坯板型控制方法,其特征在于,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值,包括:
3.根据权利要求1所述的粗轧中间坯板型控制方法,其特征在于,所述预设精轧轧制需求包括:带钢厚度小于10mm时,楔形控制计划值在-60μm到+60μm之间;带钢厚度大于或等于10mm时,楔形控制计划值在-90μm到+90μm之间。
4.根据权利要求1所述的粗轧中间坯板型控制方法,其特征在于,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值之后,还包括:
5.根据权利要求1所述的粗轧中间坯板型控制方法,其特征在于,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值之后,还包括:
6.根据权利要求1所述的粗轧中间坯板型控制方法,其特征在于,根据所述楔形比较结果调整下一块板坯粗轧前两道次的传动侧与操作侧辊缝偏差值之后,还包括:
7.根据权利要求1所述的粗轧中间坯板型控制方法,其特征在于,根据所述楔形比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值之前,还包括:
8.一种粗轧中间坯板型控制系统,其特征在于,包括:
技术总结
本申请提供一种粗轧中间坯板型控制方法及系统,该方法包括:获取精轧轧机出口侧带钢的实测楔形值;将所述实测楔形值与预设楔形目标范围进行比较,获取楔形比较结果;根据所述比较结果调整下一块板坯粗轧前两道次传动侧与操作侧的辊缝偏差值以控制中间坯楔形,通过调整下一块板坯粗轧后两道次传动侧与操作侧的辊缝偏差值以控制中间坯跑偏,以使粗轧轧制后的中间坯板型满足精轧轧制需求。调整本申请可实现分道次控制粗轧中间坯板型,有效提升精轧轧制稳定性及成品带钢板型质量。
技术研发人员:袁伟,赵高建,徐振宇,洪达,唐晓娟,雒海峰
受保护的技术使用者:重庆钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!