一种将止动杆装入磁转子的工装及其方法与流程
本发明涉及自动化工装,具体来说,是一种在电子膨胀阀安装工艺中将止动杆装入磁转子的工装及其方法。
背景技术:
1、电子膨胀阀是汽车空调系统的重要部件之一,以公开号为cn211344062u(名称是“电子膨胀阀及其止动杆”)的中国专利为参考,如其专利附图1所示的结构,需要将止动杆向下插配磁转子,结合其图2、3所示可知,止动杆带有两个相对的弧形臂和一个中心杆体,在插配时中心杆体沿竖直方向精确地插配磁转子。由于止动杆与磁转子的装配操作需要保障精准度,为了使得止动杆与磁转子的相对位置处于符合要求的状态,有必要设计出一套将止动杆装入磁转子的工装。
技术实现思路
1、本发明的目的是提供一种将止动杆装入磁转子的工装及其方法,以便自动地将止动杆准确装入磁转子。
2、本发明的目的是这样实现的:一种将止动杆装入磁转子的工装,其用于将止动杆自动向下插配磁转子,其包括:
3、横移主座,所述横移主座水平滑动地连接固定机架,所述横移主座配置有驱使其水平移动的移载气缸,所述移载气缸的缸筒固定连接固定机架,所述移载气缸的活塞杆连接横移主座;
4、并排安装在横移主座一侧的第一升降夹持机构和第二升降夹持机构,两者均具有自动升降的、夹持止动杆的夹持端,初始状态下第一升降夹持机构、第二升降夹持机构分处上料工位、止动杆定位工位上方,装配状态下第一升降夹持机构、第二升降夹持机构分处分处止动杆定位工位、止动杆插配工位上方;
5、固定设置于止动杆定位工位的、用于定位止动杆的止动杆定位座,所述止动杆定位座设有开口朝上的、用于插配并定位止动杆的定位槽;
6、固定设置于止动杆插配工位的、用于定位磁转子的磁转子定位座。
7、其中,所述第二升降夹持机构设有在夹持止动杆时对止动杆进行定位的止动杆定位组件。
8、作为本申请的另一方面,提出了一种将止动杆装入磁转子的方法,至少依次包括如下步骤:
9、s1、上料步骤:初始状态下所述第一升降夹持机构、第二升降夹持机构分处上料工位、止动杆定位工位上方,将止动杆输送至上料工位,利用第一升降夹持机构夹持止动杆;
10、s2、止动杆定位步骤:在移载气缸的推动下所述横移主座向下一工位作水平移动,使得第一升降夹持机构、第二升降夹持机构分处分处止动杆定位工位、止动杆插配工位上方,第一升降夹持机构正对止动杆定位座的定位槽,将止动杆放入止动杆定位座的定位槽;
11、s3、止动杆转运步骤:在第二升降夹持机构再次对准止动杆定位工位的止动杆定位座的定位槽时,第二升降夹持机构夹持止动杆并将止动杆从止动杆定位座的定位槽中抽出,同时利用止动杆定位组件对止动杆进行定位;
12、s4、止动杆装配步骤:在第二升降夹持机构再次对准止动杆插配工位的磁转子定位座时,第二升降夹持机构驱使止动杆向下插配磁转子。
13、本发明的有益效果在于:
14、在移载气缸的驱使下使得横移主座进行往复式水平移动,使得第一升降夹持机构能够在上料工位和止动杆定位工位来回切换,同时使得第二升降夹持机构能够在止动杆定位工位和止动杆插配工位来回切换,将止动杆从上料工位转运到止动杆定位工位进行定位,然后将止动杆从止动杆定位工位转运到止动杆插配工位,利用磁转子定位座对磁转子进行定位,使得止动杆自动地插配磁转子,整套工艺过程可实现自动化操作,效率高且能够保障装配精度。
技术特征:
1.一种将止动杆装入磁转子的工装,其特征在于,其用于将止动杆(24)自动向下插配磁转子(25),其包括:
2.根据权利要求1所述的一种将止动杆装入磁转子的工装,其特征在于:所述第二升降夹持机构设有在夹持止动杆(24)时对止动杆(24)进行定位的止动杆定位组件。
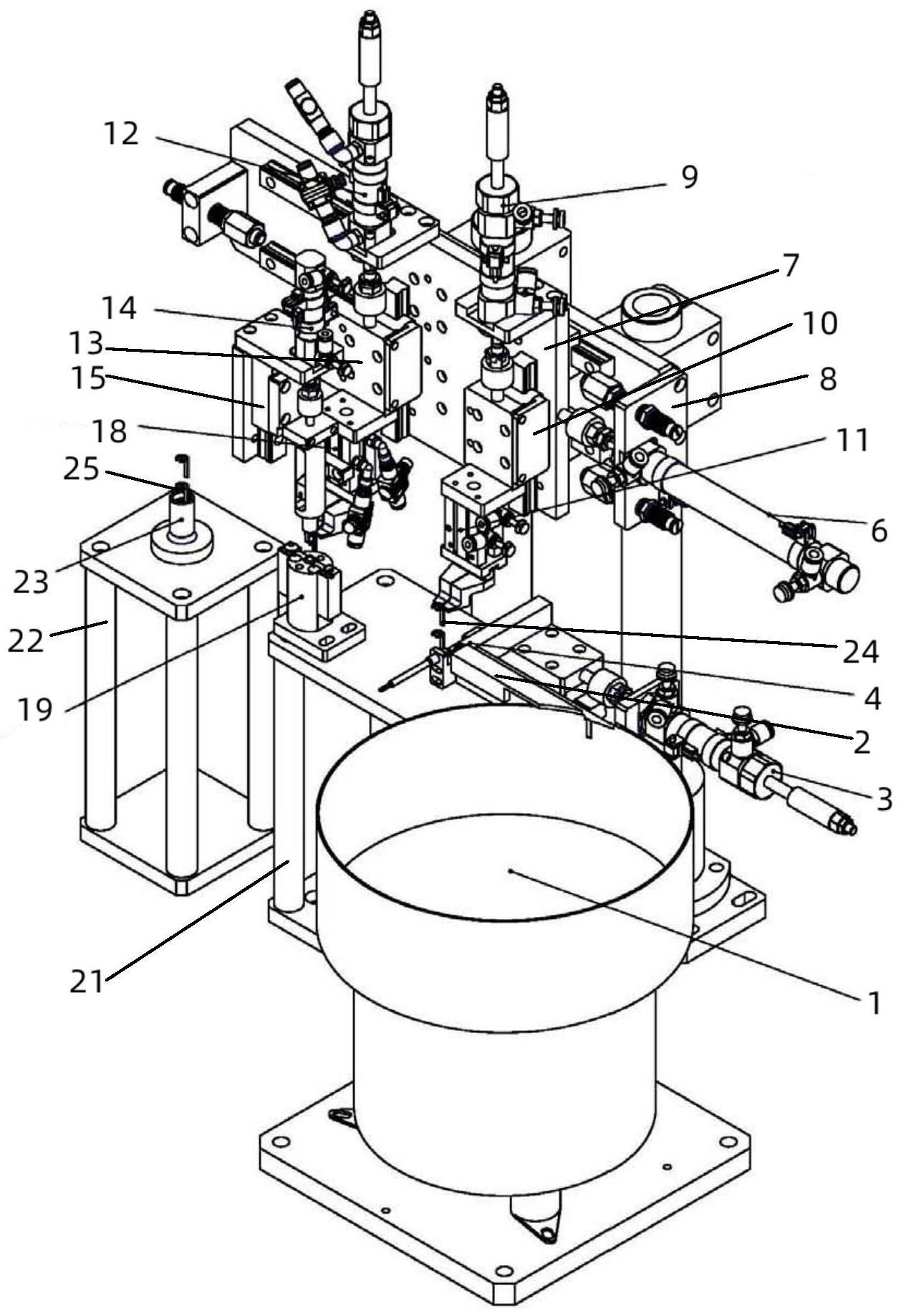
3.根据权利要求2所述的一种将止动杆装入磁转子的工装,其特征在于:所述第二升降夹持机构包括第二升降气缸(12)、第二升降滑座(13)和用于夹持止动杆(24)的第二夹爪气缸(18),所述第二升降滑座(13)上下滑动地连接固定机架(8),所述止动杆定位组件安装在第二升降滑座(13)上,所述第二升降气缸(12)的缸筒固定连接固定机架(8),所述第二升降气缸(12)的活塞杆连接第二升降滑座(13),所述第二夹爪气缸(18)安装在第二升降滑座(13)下侧。
4.根据权利要求3所述的一种将止动杆装入磁转子的工装,其特征在于:所述止动杆定位组件包括:
5.根据权利要求2所述的一种将止动杆装入磁转子的工装,其特征在于:所述止动杆定位座(19)固定连接有凸出其上侧的凸轴(20),在定位止动杆(24)时,止动杆(24)活动套配所述凸轴(20)并插配止动杆定位座(19)的定位槽。
6.根据权利要求1所述的一种将止动杆装入磁转子的工装,其特征在于,还包括:
7.根据权利要求6所述的一种将止动杆装入磁转子的工装,其特征在于,还包括:
8.根据权利要求7所述的一种将止动杆装入磁转子的工装,其特征在于,还包括安装在止动杆定位座(4)的水平延伸部上的、在止动杆(24)进入定位靠槽(4a)时触发感应信号的来料感应器(5)。
9.根据权利要求1所述的一种将止动杆装入磁转子的工装,其特征在于,所述第一升降夹持机构包括:
10.一种利用如权利要求2所述的工装将止动杆装入磁转子的方法,其特征在于,至少依次包括如下步骤:
技术总结
本发明公开了一种将止动杆装入磁转子的工装及其方法,包括:横移主座,横移主座水平滑动地连接固定机架;并排安装在横移主座一侧的第一升降夹持机构和第二升降夹持机构,初始状态下第一升降夹持机构、第二升降夹持机构分处上料工位、止动杆定位工位上方,装配状态下第一升降夹持机构、第二升降夹持机构分处分处止动杆定位工位、止动杆插配工位上方;固定设置于止动杆定位工位的、用于定位止动杆的止动杆定位座;固定设置于止动杆插配工位的、用于定位磁转子的磁转子定位座;在第二升降夹持机构再次对准止动杆插配工位的磁转子定位座时,第二升降夹持机构驱使止动杆向下插配磁转子,从而自动地将止动杆准确装入磁转子。
技术研发人员:梁世春,顾春亮
受保护的技术使用者:权星智控系统工程(上海)股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!