管材加工装置、设备、方法及计算机可读存储介质与流程
本申请涉及管材加工,特别涉及一种管材加工装置、设备、方法及计算机可读存储介质。
背景技术:
1、在汽车行业中,会经常用到带有电泳孔的管材。在将带有电泳孔的原始管材通过打孔以及切管加工后,可以加工成可用于汽车上的半成品管材。而在加工该原始管材时,需要将电泳孔转动到特定的方向,以使电泳孔避开用于打孔和切割的加工头,以便可以使得加工头在管材上打的孔可以用于在电镀时的排气。还可以提高加工后管材的稳定性,以及提高管材的焊接强度。
2、现阶段,通常都是人工识别电泳孔的位置,然后转动管材,以将电泳孔转动到特定的位置,然后再对管材进行打孔以及切管加工。由于人工识别电泳孔的效率较低,导致管材的加工效率降低。
技术实现思路
1、本申请实施例提供一种管材加工装置、设备、方法及计算机可读存储介质,能提高管材的加工效率。
2、为实现上述目的,第一方面,本申请实施例提供一种管材加工方法,所述管材加工方法应用于管材加工装置,所述管材加工装置包括底座、第一卡盘、第二卡盘、视觉检测组件和加工头;所述底座上设置有滑轨,所述第一卡盘滑设于所述滑轨;所述第二卡盘设置于所述底座;所述视觉检测组件设置于所述第二卡盘;所述加工头设置于所述第二卡盘远离所述第一卡盘的一侧;所述管材加工方法包括如下步骤:
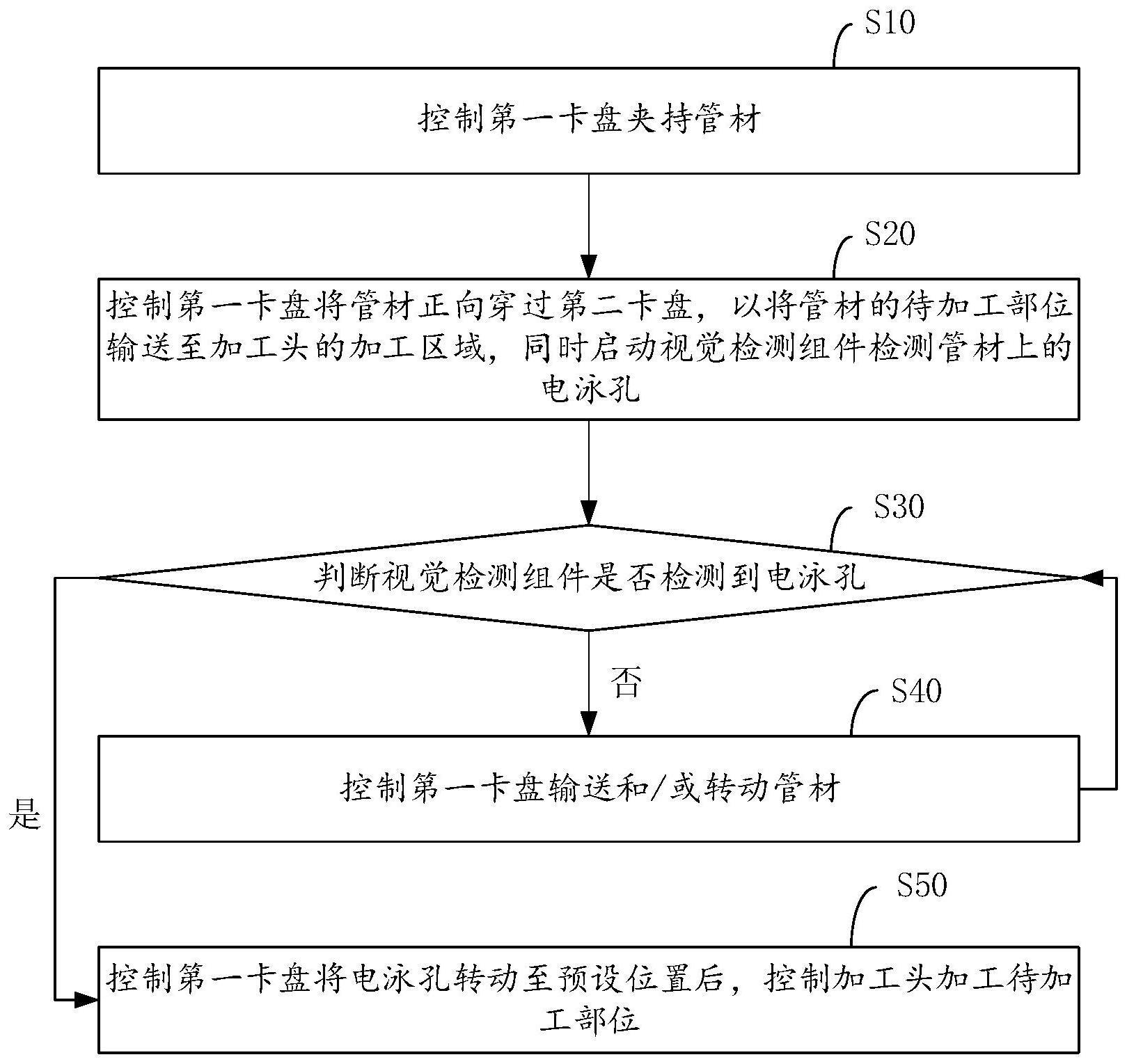
3、控制所述第一卡盘夹持管材;
4、控制所述第一卡盘将所述管材正向穿过所述第二卡盘,以将所述管材的待加工部位输送至所述加工头的加工区域,同时启动所述视觉检测组件检测所述管材上的电泳孔;
5、在未检测到所述电泳孔时,控制所述第一卡盘输送和/或转动所述管材;
6、在检测到所述电泳孔时,控制所述第一卡盘将所述电泳孔转动至预设位置后,控制所述加工头加工所述待加工部位。
7、在第一方面的一些可能的实施方式中,所述控制所述第一卡盘输送和/或转动所述管材的步骤包括:
8、获取相邻两个所述电泳孔的第一间距以及所述视觉检测组件的检测中心与所述加工头的加工区域之间的第二间距;
9、在所述第一间距小于或等于所述第二间距时,控制所述第一卡盘将所述管材转动预设角度后,再将所述管材正向输送一个所述第一间距;
10、在检测到所述电泳孔时,控制所述第一卡盘将所述管材反向输送一个所述第一间距,并执行所述控制所述第一卡盘将所述电泳孔转动至预设位置后,控制所述加工头加工所述待加工部位的步骤。
11、在第一方面的一些可能的实施方式中,所述控制所述第一卡盘将所述管材转动预设角度后,再将所述管材正向输送一个所述第一间距的步骤之后,还包括:
12、在未检测到所述电泳孔时,控制所述第一卡盘将所述管材转动所述预设角度后,将所述管材反向输送一个所述第一间距;
13、在检测到所述电泳孔时,执行所述控制所述第一卡盘将所述电泳孔转动至预设位置后,控制所述加工头加工所述待加工部位的步骤。
14、在第一方面的一些可能的实施方式中,所述控制所述第一卡盘将所述管材转动所述预设角度后,将所述管材反向输送一个所述第一间距的步骤之后,还包括:
15、在未检测到所述电泳孔时,执行所述控制所述第一卡盘将所述管材转动所述预设角度后,再将所述管材正向输送一个所述第一间距的步骤。
16、在第一方面的一些可能的实施方式中,所述获取相邻两个所述电泳孔的第一间距以及所述视觉检测组件的检测中心与所述加工头的加工区域之间的第二间距的步骤之后还包括:
17、在所述第一间距大于所述第二间距时,控制所述第一卡盘将所述管材正向输送一个所述第一间距;
18、在检测到所述电泳孔时,控制所述第一卡盘将所述管材反向输送一个所述第一间距,并执行所述控制所述第一卡盘将所述电泳孔转动至预设位置后,控制所述加工头加工所述待加工部位的步骤。
19、在第一方面的一些可能的实施方式中,所述控制所述第一卡盘将所述管材正向输送一个所述第一间距的步骤之后,还包括:
20、在未检测到所述电泳孔时,执行所述控制所述第一卡盘将所述管材转动所述预设角度后,将所述管材反向输送一个所述第一间距的步骤。
21、在第一方面的一些可能的实施方式中,所述控制所述第一卡盘将所述管材转动预设角度后,再将所述管材正向输送一个所述第一间距的步骤之前,还包括:
22、获取所述管材的侧面数量;
23、根据所述管材的侧面数量确定所述预设角度。
24、在第一方面的一些可能的实施方式中,所述启动所述视觉检测组件检测所述管材上的电泳孔的步骤之后,还包括:
25、在所述侧面数量为2,且未检测到所述电泳孔时,判定所述电泳孔位于所述视觉检测组件的当前检测区域的对面。
26、在第一方面的一些可能的实施方式中,所述管材加工装置还包括辅助支撑件和夹爪,所述辅助支撑件设置于所述底座;所述夹爪用于抓取所述管材,并用于将所述管材放置于所述辅助支撑件;所述控制所述第一卡盘夹持管材的步骤之前,还包括:
27、控制所述夹爪抓取所述管材,并将所述管材上料至所述辅助支撑件后,控制所述夹爪松开所述管材;
28、控制所述夹爪移动至预设停放位后,执行所述控制所述第一卡盘夹持管材的步骤。
29、第二方面,本申请实施例提供一种管材加工装置,所述管材加工装置包括底座、第一卡盘、第二卡盘、视觉检测组件和加工头;所述底座上设置有滑轨,所述第一卡盘滑设于所述滑轨;所述第二卡盘设置于所述底座;所述视觉检测组件设置于所述第二卡盘;所述加工头设置于所述第二卡盘远离所述第一卡盘的一侧;所述管材加工装置用于执行如上述任意一项技术方案所述管材加工方法。
30、第三方面,本申请实施例提供一种管材加工设备,所述管材加工设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行时实现如上述任一项技术方案所述的管材加工方法的步骤。
31、第四方面,本申请实施例提供一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如上述任一项技术方案所述的管材加工方法的步骤。
32、本申请实施例提供的管材加工装置、设备、方法及计算机可读存储介质,第一卡盘滑设于底座的滑轨上,第二卡盘设置于底座,视觉检测组件设置于第二卡盘,加工头设置于第二卡盘远离第一卡盘的一侧;先控制第一卡盘夹持管材,然后再控制第一卡盘将管材正向穿过第二卡盘,以将管材的待加工部位输送至加工头的加工区域,同时启动视觉检测组件检测管材上是否有电泳孔;若没有,则控制第一卡盘输送和/或转动管材,直到视觉检测组件检测到电泳孔;若有,则控制第一卡盘将电泳孔转动到预设位置后,控制加工头加工管材的待加工部位;由于通过视觉检测组件确定管材上的电泳孔的位置,可以提高检测效率,因此可以提高管材的加工效率。
技术特征:
1.一种管材加工方法,其特征在于,所述管材加工方法应用于管材加工装置,所述管材加工装置包括底座、第一卡盘、第二卡盘、视觉检测组件和加工头;所述底座上设置有滑轨,所述第一卡盘滑设于所述滑轨;所述第二卡盘设置于所述底座;所述视觉检测组件设置于所述第二卡盘;所述加工头设置于所述第二卡盘远离所述第一卡盘的一侧;所述管材加工方法包括如下步骤:
2.如权利要求1所述的管材加工方法,其特征在于,所述控制所述第一卡盘输送和/或转动所述管材的步骤包括:
3.如权利要求2所述的管材加工方法,其特征在于,所述控制所述第一卡盘将所述管材转动预设角度后,再将所述管材正向输送一个所述第一间距的步骤之后,还包括:
4.如权利要求3所述的管材加工方法,其特征在于,所述控制所述第一卡盘将所述管材转动所述预设角度后,将所述管材反向输送一个所述第一间距的步骤之后,还包括:
5.如权利要求3所述的管材加工方法,其特征在于,所述获取相邻两个所述电泳孔的第一间距以及所述视觉检测组件的检测中心与所述加工头的加工区域之间的第二间距的步骤之后还包括:
6.如权利要求5所述的管材加工方法,其特征在于,所述控制所述第一卡盘将所述管材正向输送一个所述第一间距的步骤之后,还包括:
7.如权利要求2所述的管材加工方法,其特征在于,所述控制所述第一卡盘将所述管材转动预设角度后,再将所述管材正向输送一个所述第一间距的步骤之前,还包括:
8.如权利要求7所述的管材加工方法,其特征在于,所述启动所述视觉检测组件检测所述管材上的电泳孔的步骤之后,还包括:
9.如权利要求1所述的管材加工方法,其特征在于,所述管材加工装置还包括辅助支撑件和夹爪,所述辅助支撑件设置于所述底座;所述夹爪用于抓取所述管材,并用于将所述管材放置于所述辅助支撑件;所述控制所述第一卡盘夹持管材的步骤之前,还包括:
10.一种管材加工装置,其特征在于,所述管材加工装置包括底座、第一卡盘、第二卡盘、视觉检测组件和加工头;所述底座上设置有滑轨,所述第一卡盘滑设于所述滑轨;所述第二卡盘设置于所述底座;所述视觉检测组件设置于所述第二卡盘;所述加工头设置于所述第二卡盘远离所述第一卡盘的一侧;所述管材加工装置用于执行如权利要求1至9任意一项所述管材加工方法。
11.一种管材加工设备,其特征在于,所述管材加工设备包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述计算机程序被所述处理器执行时实现如权利要求1至9中任一项所述的管材加工方法的步骤。
12.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如权利要求1至9任一项所述的管材加工方法的步骤。
技术总结
本申请适用于管材加工技术领域,提供一种管材加工装置、设备、方法及计算机可读存储介质,该管材加工装置用于执行该管材加工方法;管材加工装置包括底座、第一卡盘、第二卡盘、视觉检测组件和加工头;第一卡盘和第二卡盘均设置于底座;视觉检测组件设置于第二卡盘;加工头设置于第二卡盘远离第一卡盘的一侧;管材加工方法包括步骤:控制第一卡盘将管材正向穿过第二卡盘,以将管材的待加工部位输送至加工头的加工区域,同时启动视觉检测组件检测管材上的电泳孔;在未检测到电泳孔时,控制第一卡盘输送和/或转动管材;在检测到电泳孔时,控制第一卡盘将电泳孔转动至预设位置后,控制加工头加工待加工部位。本申请实施例可以提高管材的加工效率。
技术研发人员:王仰领,邓超,罗贵长,高云峰
受保护的技术使用者:大族激光科技产业集团股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!