钣金板材多孔径冲孔机床的制作方法
本发明涉及机加工设备,具体涉及一种钣金板材多孔径冲孔机床。
背景技术:
1、目前国内冲孔机床设备较多,对于钣金板材的直接冲孔方案最多,常见的冲孔方式还有阵列式冲孔,主要表现为规则统一的冲孔模式,但是对于规则不统一的阵列冲孔,整个板材需要直接整面冲孔,那采用的模具设备较大,显然增加了冲模设备成本,若采用单独冲模实施单个冲孔,并且阵列孔重复工作时间较长,效率极低,为此有必要设计一种通用的冲孔机床,在具备对大面积冲阵列孔的前提下,还能针对局部实施不同孔径的特例冲孔作业,这样既能省去大面积冲模的设备成本,也能针对不同位置、不同孔径的特例通孔实施冲孔,效率高,成本低。
技术实现思路
1、本发明目的:为了对钣金板材大面积冲规格统一的阵列孔,还能针对局部实施不同孔径的特例冲孔作业,提高效率且降低设备成本,我们设计一种钣金板材多孔径冲孔机床。
2、为解决上述问题采取的技术方案是:
3、一种钣金板材多孔径冲孔机床,包括工作台、通过横向、纵向电动滑移丝杆副控制的定位装夹组件以及多模式冲孔组件,
4、所述工作台后侧设有冲压机架,冲压机架上端设置有液压缸,配合多模式冲孔组件对钣金板材实施阵列冲孔或多孔径冲孔,
5、所述横向、纵向电动滑移丝杆副水平固连在工作台面上,包括横向、纵向布置的电机、联轴器和丝杆副,所述丝杆副两侧还对称平行设有滑块滑轨组件,滑块固连在定位装夹组件下部,
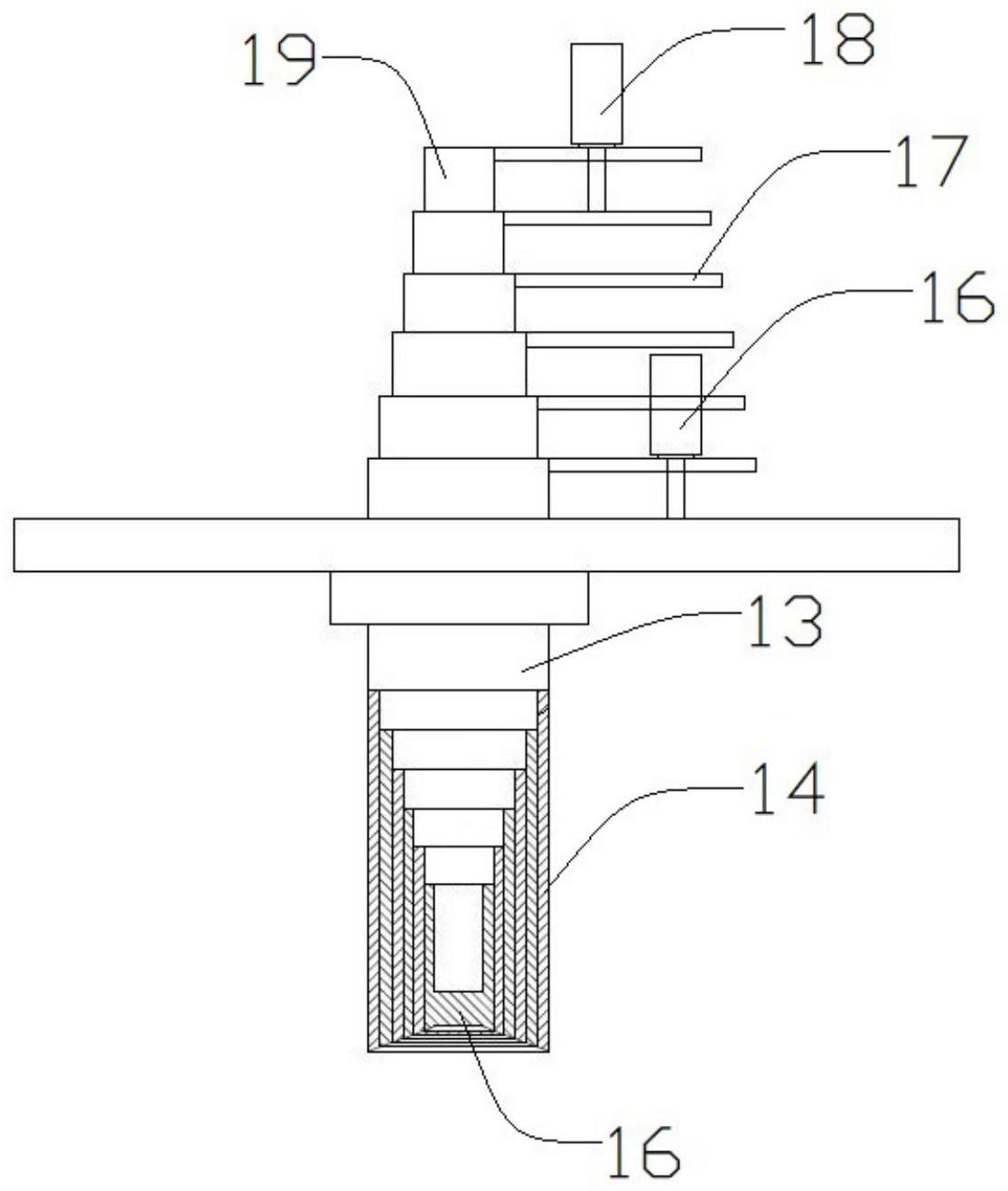
6、所述多模式冲孔组件包括固连在液压缸下部的冲模固定板、通过滑槽配合固连的冲模座、阵列冲模、可变冲模、凹模以及凹模座,所述阵列冲模间距均匀地设置有冲针,所述冲针正对凹模开设的落料孔实施冲孔操作,所述可变冲模包括由内至外多层套设的冲切套筒、正对每圈冲切套筒实施按压的多阶冲轴,以及冲压板和冲压液压缸,所述冲压板固连在每阶冲轴上部,并由冲压液压缸带动每阶冲轴上下升降,且保持仅有一圈冲切套筒正对下方钣金板材实施相应孔径的冲切操作。
7、进一步地,所述冲模座与冲模固定板之间通过四角设置的导柱导套配合上下滑动,并在导柱导套之间设置有复位弹簧,待冲模与凹模冲孔完毕后复位冲模。
8、进一步地,所述定位装夹组件包括滑移板、通过伸缩气缸控制夹持的机械夹爪以及定位块,所述滑移板前端固连机械夹爪,所述机械夹爪设有垫片,使机械夹爪进一步夹持定位住钣金板材上下面。
9、进一步地,所述冲切套筒下端外周设置有斜切倒角,成型冲切刃口,用于将钣金板材一次冲切裁断。
10、进一步地,所述余料回收槽设置在凹模座正下方,下部设有倾斜余料滑槽。
11、本发明的有益效果是:
12、该钣金板材多孔径冲孔机床通过多模式冲孔组件的阵列冲模、可变冲模选择性地对钣金板材实施阵列冲孔或特殊位置、不同孔径尺寸的冲孔需求,既能对钣金板材大面积冲规格统一的阵列孔,还能针对局部实施不同孔径的特例冲孔作业,提高效率且降低设备成本。
技术特征:
1.一种钣金板材多孔径冲孔机床,包括工作台、通过横向、纵向电动滑移丝杆副控制的定位装夹组件以及多模式冲孔组件,其特征在于:
2.根据权利要求1所述的钣金板材多孔径冲孔机床,其特征在于:所述冲模座与冲模固定板之间通过四角设置的导柱导套配合上下滑动,并在导柱导套之间设置有复位弹簧,待冲模与凹模冲孔完毕后复位冲模。
3.根据权利要求1所述的钣金板材多孔径冲孔机床,其特征在于:所述定位装夹组件包括滑移板、通过伸缩气缸控制夹持的机械夹爪以及定位块,所述滑移板前端固连机械夹爪,所述机械夹爪设有垫片。
4.根据权利要求1所述的钣金板材多孔径冲孔机床,其特征在于:所述冲切套筒下端外周设置有斜切倒角,成型冲切刃口。
5.根据权利要求1所述的钣金板材多孔径冲孔机床,其特征在于:所述余料回收槽设置在凹模座正下方,下部设有倾斜余料滑槽。
技术总结
本发明公开了一种钣金板材多孔径冲孔机床,包括工作台、通过横向、纵向电动滑移丝杆副控制的定位装夹组件以及多模式冲孔组件,多模式冲孔组件包括冲模固定板、冲模座、阵列冲模、可变冲模、凹模以及凹模座,阵列冲模间距均匀地设置有冲针,冲针正对凹模开设的落料孔实施冲孔操作,可变冲模包括由内至外多层套设的冲切套筒、正对每圈冲切套筒实施按压的多阶冲轴,以及冲压板和冲压液压缸,该钣金板材多孔径冲孔机床通过多模式冲孔组件的阵列冲模、可变冲模选择性地对钣金板材实施阵列冲孔或特殊位置、不同孔径尺寸的冲孔需求,既能对钣金板材大面积冲规格统一的阵列孔,还能针对局部实施不同孔径的特例冲孔作业,提高效率且降低设备成本。
技术研发人员:肖君,王亚强,张伟,张昊,徐亮,陈鹏,王立成,杜运杰
受保护的技术使用者:苏州福义宏工业科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!