一种刀片电池焊接定位方法、装置及存储介质与流程
本发明涉及刀片电池焊接定位,尤其涉及一种刀片电池焊接定位方法、装置及存储介质。
背景技术:
1、对于刀片电池来说,传统的电池连接片焊接工艺中,在焊接过程中焊接机需要在焊接过程中单独获取目标焊盘的电池的每个极柱的坐标位置,方能对电池连接片中的电芯进行激光焊接;同时,在对焊盘进行焊接后还需要对焊接进行检测,而为了检测的准确性,同样需要精确获取焊缝位置,还需要对目标焊盘内的电池逐一成像并获取电池的每个极柱的坐标位置,导致在电池焊接过程中需要多次成像定位,导致操作复杂,影响生产效率。
技术实现思路
1、为了克服现有技术的不足,本发明的目的之一在于提供一种刀片电池焊接定位方法,其能够解决现有的对电池的定位时操作复杂、生产效率差等问题。
2、本发明的目的之二在于提供一种刀片电池焊接定位装置,其能够解决现有的对电池的定位时操作复杂、生产效率差等问题。
3、本发明的目的之三在于提供一种存储介质,其能够解决现有的对电池的定位时操作复杂、生产效率差等问题。
4、本发明的目的之一采用如下技术方案实现:
5、一种刀片电池焊接定位方法,所述刀片电池焊接定位方法包括:
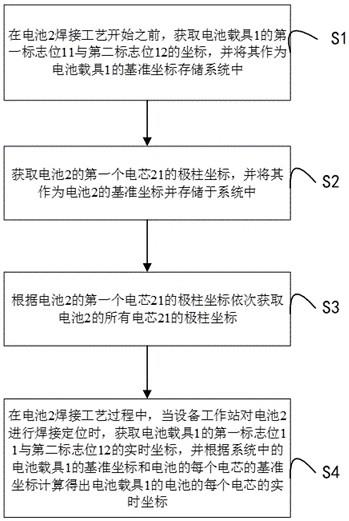
6、电池载具初始定位步骤:在电池焊接工艺开始之前,获取电池载具的第一标志位与第二标志位的坐标,并将其作为电池载具的基准坐标存储系统中;其中,第一标志位、第二标志位分设于所述电池载具上;
7、电池初始定位步骤:获取电池的第一个电芯的极柱坐标,并将其作为电池的基准坐标存储系统中;同时根据电池的第一电芯的极柱坐标以及电芯的尺寸大小依次后续电池内所有电芯的极柱坐标;
8、定位步骤:在电池焊接工艺过程中,当设备工作站对电池进行焊接定位时,获取电池载具的第一标志位与第二标志位的实时坐标,并根据系统中的电池载具的基准坐标、电池的基准坐标以及电池的所有电芯的极柱坐标以得出电池的实时坐标、电池的所有电芯的极柱的实时坐标。
9、进一步地,所述电池载具初始定位步骤中,获取电池载具的第一标志位与第二标志位的坐标具体包括:通过ccd视觉定位设备获取电池载具的第一标志位与第二标志位的坐标。
10、进一步地,通过ccd视觉定位设备获取电池载具的第一标志位与第二标志位的坐标具体包括:通过ccd视觉定位设备中的ccd图像传感器对所述电池载具进行成像以得出电池载具图片,并对所述电池载具图片进行图像处理以提取得出所述电池载具图片中的第一标志位、第二标志位以及第一标志位与第二标志位的像素坐标,最后将第一标志位和第二标志位的像素坐标转换为对应物理坐标,也即第一标志位的坐标和第二标志位的坐标。
11、进一步地,所述电池包括若干个电芯、第一固定板和第二固定板,并且若干个电芯依次顺序排列并安装于第一固定板与第二固定板之间;所述电芯设有正极极柱和负极极柱。
12、进一步地,所述第一标志位设于所述电池载具上,并且靠近电池载具的一端;第二标志位设于所述电池载具上,并且靠近电池载具的另一端。
13、本发明的目的之二采用如下技术方案实现:
14、一种刀片电池焊接定位装置,包括存储器和处理器,所述存储器上存储有在处理器上运行的焊接定位方法程序,所述焊接定位方法程序为计算机程序,所述处理器执行所述焊接定位方法程序时实现以下步骤:
15、电池载具初始定位步骤:在电池焊接工艺开始之前,获取电池载具的第一标志位与第二标志位的坐标,并将其作为电池载具的基准坐标存储系统中;其中,第一标志位、第二标志位分设于所述电池载具上;
16、电池初始定位步骤:获取电池的第一个电芯的极柱坐标,并将其作为电池的基准坐标存储系统中;同时根据电池的第一电芯的极柱坐标以及电芯的尺寸大小依次后续电池内所有电芯的极柱坐标;
17、定位步骤:在电池焊接工艺过程中,当设备工作站对电池进行焊接定位时,获取电池载具的第一标志位与第二标志位的实时坐标,并根据系统中的电池载具的基准坐标、电池的基准坐标以及电池的所有电芯的极柱坐标以得出电池的实时坐标、电池的所有电芯的极柱的实时坐标。
18、进一步地,所述电池载具初始定位步骤中,获取电池载具的第一标志位与第二标志位的坐标具体包括:通过ccd视觉定位设备获取电池载具的第一标志位与第二标志位的坐标。
19、进一步地,通过ccd视觉定位设备获取电池载具的第一标志位与第二标志位的坐标具体包括:通过ccd视觉定位设备中的ccd图像传感器对所述电池载具进行成像以得出电池载具图片,并对所述电池载具图片进行图像处理以提取得出所述电池载具图片中的第一标志位、第二标志位以及第一标志位与第二标志位的像素坐标,最后将第一标志位和第二标志位的像素坐标转换为对应物理坐标,也即第一标志位的坐标和第二标志位的坐标。
20、进一步地,所述电池包括若干个电芯、第一固定板和第二固定板,并且若干个电芯依次顺序排列并安装于第一固定板与第二固定板之间;所述电芯设有正极极柱和负极极柱;所述第一标志位设于所述电池载具上,并且靠近电池载具的一端;第二标志位设于所述电池载具上,并且靠近电池载具的另一端。
21、本发明的目的之三采用如下技术方案实现:
22、一种存储介质,所述存储介质为计算机可读存储介质,其上存储有焊接定位程序,所述焊接定位程序为计算机程序,所述焊接定位程序被处理器执行时实现如本发明的目的之一采用的一种刀片电池焊接定位方法的步骤。
23、相比现有技术,本发明的有益效果在于:
24、本发明通过预先对电池载具以及电池的基准坐标进行定位,以得出基准坐标并将其存储到系统中,以便后续工作站在对电池进行定位时,只需要对电池载具进行定位,然后结合系统中存储的基准坐标即可实现电池的极柱定位,减少定位操作,缩短定位时间,提高生产效率。
技术特征:
1.一种刀片电池焊接定位方法,其特征在于,所述刀片电池焊接定位方法包括:
2.根据权利要求1所述的刀片电池焊接定位方法,其特征在于,所述电池载具初始定位步骤中,获取电池载具的第一标志位与第二标志位的坐标具体包括:通过ccd视觉定位设备获取电池载具的第一标志位与第二标志位的坐标。
3.根据权利要求2所述的刀片电池焊接定位方法,其特征在于,通过ccd视觉定位设备获取电池载具的第一标志位与第二标志位的坐标具体包括:通过ccd视觉定位设备中的ccd图像传感器对所述电池载具进行成像以得出电池载具图片,并对所述电池载具图片进行图像处理以提取得出所述电池载具图片中的第一标志位、第二标志位以及第一标志位与第二标志位的像素坐标,最后将第一标志位和第二标志位的像素坐标转换为对应物理坐标,也即第一标志位的坐标和第二标志位的坐标。
4.根据权利要求1所述的刀片电池焊接定位方法,其特征在于,所述电池包括若干个电芯、第一固定板和第二固定板,并且若干个电芯依次顺序排列并安装于第一固定板与第二固定板之间;所述电芯设有正极极柱和负极极柱。
5.根据权利要求1所述的刀片电池焊接定位方法,其特征在于,所述第一标志位设于所述电池载具上,并且靠近电池载具的一端;第二标志位设于所述电池载具上,并且靠近电池载具的另一端。
6.一种刀片电池焊接定位装置,包括存储器和处理器,所述存储器上存储有在处理器上运行的焊接定位方法程序,所述焊接定位方法程序为计算机程序,其特征在于,所述处理器执行所述焊接定位方法程序时实现以下步骤:
7.根据权利要求6所述的刀片电池焊接定位装置,其特征在于,所述电池载具初始定位步骤中,获取电池载具的第一标志位与第二标志位的坐标具体包括:通过ccd视觉定位设备获取电池载具的第一标志位与第二标志位的坐标。
8.根据权利要求7所述的刀片电池焊接定位装置,其特征在于,通过ccd视觉定位设备获取电池载具的第一标志位与第二标志位的坐标具体包括:通过ccd视觉定位设备中的ccd图像传感器对所述电池载具进行成像以得出电池载具图片,并对所述电池载具图片进行图像处理以提取得出所述电池载具图片中的第一标志位、第二标志位以及第一标志位与第二标志位的像素坐标,最后将第一标志位和第二标志位的像素坐标转换为对应物理坐标,也即第一标志位的坐标和第二标志位的坐标。
9.根据权利要求6所述的刀片电池焊接定位装置,其特征在于,所述电池包括若干个电芯、第一固定板和第二固定板,并且若干个电芯依次顺序排列并安装于第一固定板与第二固定板之间;所述电芯设有正极极柱和负极极柱;所述第一标志位设于所述电池载具上,并且靠近电池载具的一端;第二标志位设于所述电池载具上,并且靠近电池载具的另一端。
10.一种存储介质,所述存储介质为计算机可读存储介质,其上存储有焊接定位程序,其特征在于,所述焊接定位程序为计算机程序,所述焊接定位程序被处理器执行时实现如权利要求1-5中任一项所述的一种刀片电池焊接定位方法的步骤。
技术总结
本发明公开了一种刀片电池焊接定位方法,包括在电池焊接工艺开始之前,获取电池载具的第一标志位与第二标志位的坐标并将其作为电池载具的基准坐标存储系统中,以及获取电池的第一个电芯的极柱坐标并将其作为电池的基准坐标存储系统中;同时根据电池的第一电芯的极柱坐标得出电池内所有电芯的极柱坐标;在电池焊接工艺过程中,当设备工作站对电池进行焊接定位时,获取电池载具的第一标志位与第二标志位的实时坐标,并根据系统中的电池载具的基准坐标及电池的基准坐标计算得出电池的每一个电芯的极柱坐标。本发明能够实现电池焊接过程中的电芯的极柱坐标的快速定位,提高生产效率。本发明还公开了一种刀片电池焊接定位装置及存储介质。
技术研发人员:张俊峰,罗国和,杨兴波,陈炯标
受保护的技术使用者:超音速人工智能科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!