一种消耗型搅拌摩擦焊装置及焊接方法与流程
本发明属于焊接,具体涉及一种消耗型搅拌摩擦焊装置及焊接方法。
背景技术:
1、搅拌摩擦焊是一种新型固相连接技术,是1991年由英国焊接研究所发明的。其过程为由轴肩和搅拌针组成的搅拌头,在高速旋转的同时插入焊缝并向前行进,利用摩擦热使待焊材料塑化,在搅拌头的带动下发生塑性流动,并在轴肩的锻压作用下形成焊缝,实现固相连接,具有显微组织变化小,残余应力较低,变形较小等众多优点。
2、搅拌摩擦焊可焊接材料有铝合金、镁合金、钛合金和钢等,被广泛用于航空航天、交通运输、建筑等领域。摩擦焊设备在使用时,需要更换搅拌针,需要对焊接件进行限位与固定、对搅拌针进行精确定位和进给,还需要对焊缝进行及时的压平和保护。
3、然而现有搅拌摩擦焊装置的搅拌针尺寸小,焊接距离短,焊接成本高,限位机构对焊接件的位置固定能力较差,搅拌针和焊缝的预热不足,搅拌头的进给方向和进给距离不够精确,焊缝不能被及时压平和保护,导致焊接过程中焊接件以及焊缝出现错位情况,焊接效率低,焊缝成型质量差。
技术实现思路
1、本发明的目的是提供一种焊接距离长,焊接成本低,可以准确固定焊接件位置,根据不同尺寸的焊接件对芯料进行精确的进给方向和进给距离的调整,同时,可以调节芯料在焊缝中的深度,能够对芯料和焊缝进行提前预热、及时压平和保护的搅拌摩擦焊装置及焊接方法。
2、为了实现本发明的目的,本发明采用的技术方案为:
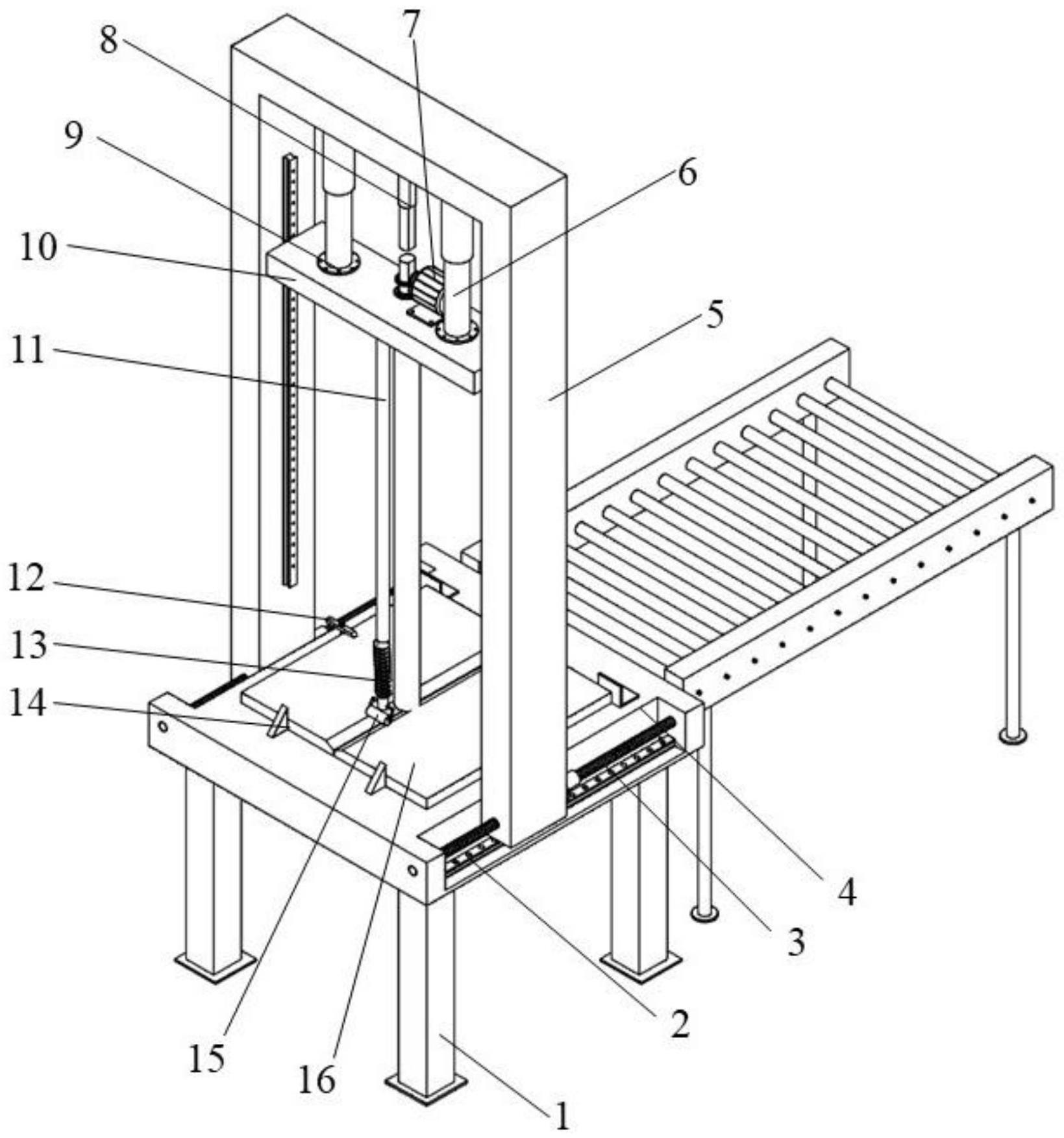
3、一种消耗型搅拌摩擦焊装置,包括:
4、工作台,用于放置待焊接件;
5、移动龙门架,所述移动龙门架包括2个相对设置的立梁以及固定连接在2个所述立梁之间的横梁;所述立梁可滑动地连接于所述工作台的上端;
6、位于所述移动龙门架内且可沿竖直方向相对所述移动龙门架滑动的移动梁;
7、第一驱动部,用于驱动所述移动梁相对所述移动龙门架滑动;
8、中空的套筒,所述套筒的第一端与所述移动梁固定连接,所述套筒的第二端为自由端,所述自由端位于所述移动梁远离所述横梁的一侧;
9、与所述套筒可转动连接的空心轴,所述空心轴的第一端位于所述套筒的中空腔内,所述空心轴的第二端穿过所述移动梁并延伸至所述移动梁外;
10、芯料,所述芯料穿过所述空心轴的中心孔,所述芯料的第一端延伸至所述空心轴的外侧,并位于所述横梁与所述移动梁之间;所述芯料的第二端延伸至所述套筒的外侧与所述待焊接件接触;
11、第二驱动部,用于驱动所述空心轴沿其中心轴线转动,进而带动所述芯料转动;
12、施压部,所述施压部设置在所述移动龙门架上,用于对所述芯料第一端进行施压以保证所述芯料的第二端始终与所述待焊接件接触。
13、进一步地,还包括压平和保护机构,所述压平与保护机构包括:
14、第一压平杆和第二压平杆,所述第一压平杆为中空结构,所述第一压平杆的第一端通过第一法兰连接在所述移动梁上,所述第二压平杆的第一端至少部分可滑动地插置在所述第一压平杆内,所述第二压平杆的第二端靠近端部位置设置有凸缘;
15、所述凸缘与所述第一压平杆的第二端端面之间设置有弹簧,所述第二压平杆的第二端设置有方形框架,所述方形框架远离所述第二压平杆的一侧边可转动连接有滚轮;所述第二压平杆的第二端端部与所述凸缘之间设置有吹气孔,所述吹气孔的出口方向指向对焊好的焊缝,以通过保护气对焊好的焊缝进行保护。
16、进一步地,还包括预加热机构,所述预加热机构包括缠绕在所述套筒内壁的电热丝,所述电热丝用于通电后对所述芯料提前预热。
17、进一步地,所述工作台的两侧均设置有导轨,所述立梁的下端设置有滑块,所述导轨和所述滑块滑动配合。
18、进一步地,还包括滚珠丝杆传动机构,所述滚珠丝杆传动机构包括与所述工作台可转动连接的滚珠丝杆以及设置在所述立梁的丝杆螺母。
19、进一步地,所述第一驱动部为液压伸缩杆,所述液压伸缩杆的固定端与所述横梁固定连接,所述液压伸缩杆的驱动端通过第二法兰与所述移动梁固定连接。
20、进一步地,所述第二驱动部包括设置在所述移动梁上的电机、设置在所述电机输出端的第一齿轮,所述空心轴的第一端设置有第二齿轮,所述第一齿轮与所述第二齿轮啮合配合。
21、进一步地,还包括压紧块、相对设置在所述工作台上的限位块和阻挡块,所述限位块和阻挡块用于所述待焊接件的定位;所述压紧块通过螺栓可调高度地设置在所述工作台上,用于压紧所述待焊接件。
22、进一步地,还包括卸料机构,所述卸料机构位于所述工作台的一侧,用于放置焊接完成的焊接件进行冷却。
23、一种采用上述任一项所述的消耗型搅拌摩擦焊装置的焊接方法,包括以下步骤:
24、s10、将待焊接件放置于工作台上,用限位块、压紧块和阻挡块固定住待焊接;
25、s20、启动液压伸缩杆推动移动梁向下运动,使套筒和芯料的第二端伸进焊缝的坡口处;
26、s30、将位于压平与保护机构顶端的滚轮在弹簧作用下压紧待焊接件表面;
27、s40、给套筒内的电热丝通电,开始对芯料和焊缝进行预热;
28、s50、预热完毕后开启吹气孔,并开启电机开始让芯料转动;
29、s60、施压部对芯料的第一端施加压力,芯料的第二端与待焊接件的表面接触后,相互摩擦会产生热量;
30、s70、当芯料的第二端高出套筒的部分因摩擦而逐渐损耗,套筒的第二端与焊接件的表面抵接时,以预设进给速度移动移动龙门架;
31、s80、吹气孔吹出保护气对焊好的焊缝进行保护,滚轮对焊好的焊缝进行压平,以保证焊缝质量;
32、s90、打开压紧块,将焊接件放置在卸料机构上进行冷却;
33、s100、将移动龙门架回到初始位置并重新上料,开始下一轮的焊接任务。
34、本发明的有益效果:
35、与现有技术相比,本发明焊接距离更长,焊接成本更低,能够准确固定焊接件位置,可以根据不同尺寸的焊接件对芯料进行精确的进给方向和进给距离的调整,调节芯料在焊缝中的深度,能够对芯料和焊缝进行提前预热,并对焊缝进行及时的压平和保护,有效提高焊缝位置精度、焊接效率和焊接件的成型质量。
技术特征:
1.一种消耗型搅拌摩擦焊装置,其特征在于,包括:
2.根据权利要求1所述的消耗型搅拌摩擦焊装置,其特征在于,还包括压平和保护机构,所述压平与保护机构包括:
3.根据权利要求1所述的消耗型搅拌摩擦焊装置,其特征在于,还包括预加热机构,所述预加热机构包括缠绕在所述套筒内壁的电热丝,所述电热丝用于通电后对所述芯料提前预热。
4.根据权利要求1所述的消耗型搅拌摩擦焊装置,其特征在于,所述工作台的两侧均设置有导轨,所述立梁的下端设置有滑块,所述导轨和所述滑块滑动配合。
5.根据权利要求4所述的消耗型搅拌摩擦焊装置,其特征在于,还包括滚珠丝杆传动机构,所述滚珠丝杆传动机构包括与所述工作台可转动连接的滚珠丝杆以及设置在所述立梁的丝杆螺母。
6.根据权利要求1所述的消耗型搅拌摩擦焊装置,其特征在于,所述第一驱动部为液压伸缩杆,所述液压伸缩杆的固定端与所述横梁固定连接,所述液压伸缩杆的驱动端通过第二法兰与所述移动梁固定连接。
7.根据权利要求1所述的消耗型搅拌摩擦焊装置,其特征在于,所述第二驱动部包括设置在所述移动梁上的电机、设置在所述电机输出端的第一齿轮,所述空心轴的第一端设置有第二齿轮,所述第一齿轮与所述第二齿轮啮合配合。
8.根据权利要求1所述的消耗型搅拌摩擦焊装置,其特征在于,还包括压紧块、相对设置在所述工作台上的限位块和阻挡块,所述限位块和阻挡块用于所述待焊接件的定位;所述压紧块通过螺栓可调高度地设置在所述工作台上,用于压紧所述待焊接件。
9.根据权利要求1所述的消耗型搅拌摩擦焊装置,其特征在于,还包括卸料机构,所述卸料机构位于所述工作台的一侧,用于放置焊接完成的焊接件进行冷却。
10.一种采用权利要求1至9任一项所述的消耗型搅拌摩擦焊装置的焊接方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种消耗型搅拌摩擦焊装置及焊接方法,属于焊接技术领域,其包括:工作台;移动龙门架;位于移动龙门架内且可沿竖直方向相对移动龙门架滑动的移动梁;第一驱动部,用于驱动移动梁相对移动龙门架滑动;中空的套筒,套筒的第一端与移动梁固定连接,套筒的第二端为自由端;与套筒可转动连接的空心轴;芯料,芯料穿过空心轴的中心孔;第二驱动部,用于驱动空心轴沿其中心轴线转动,进而带动芯料转动;施压部,设置在移动龙门架上。本发明可以根据不同尺寸的焊接件对芯料进行精确的进给方向和进给距离的调整,调节芯料在焊缝中的深度,能够对芯料和焊缝进行提前预热,并对焊缝进行及时的压平和保护。
技术研发人员:席凯凯,葛鹏,袁亨通,席锦会,赵亮,王伟,李治勋,成培鑫,孟满丁
受保护的技术使用者:西部金属材料股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!