高锰钢与316L异种钢的焊接方法与流程
本发明涉及一种高锰钢与316l异种钢的焊接方法,尤其涉及一种适用于超低温环境以及厚钢板的高锰钢与316l异种钢的焊接方法。
背景技术:
1、高锰钢为一种低温性能优异的特殊钢种,主要用于lng储运设施的建造,例如运输船舶、陆上储罐等。lng的高锰钢储罐在建造中,除了需要建造罐体本身外,罐体还需要连接送料管,而送料管一般为316l不锈钢管,因此涉及到异种材料的连接。目前高锰钢作为罐体与异种钢的焊接尚未形成成熟方法;同时因其结构设计特点,也无法实现自动焊接。
2、在高锰钢与316l异种钢的焊接过程中,是否有较宽的焊接工艺窗口,焊接后其接头性能,特别是焊接接头的低温冲击韧性,要考虑母材稀释带来的影响,同时避免焊缝中出现淬硬组织。
技术实现思路
1、发明目的:针对现有焊接方法存在的焊接接头低温力学性能不佳、焊接工艺窗口狭窄等不足,本发明旨在提供一种适于低温介质储运的高锰钢与316l异种钢的焊接方法。
2、技术方案:本发明的高锰钢与316l异种钢的焊接方法包括以下步骤:
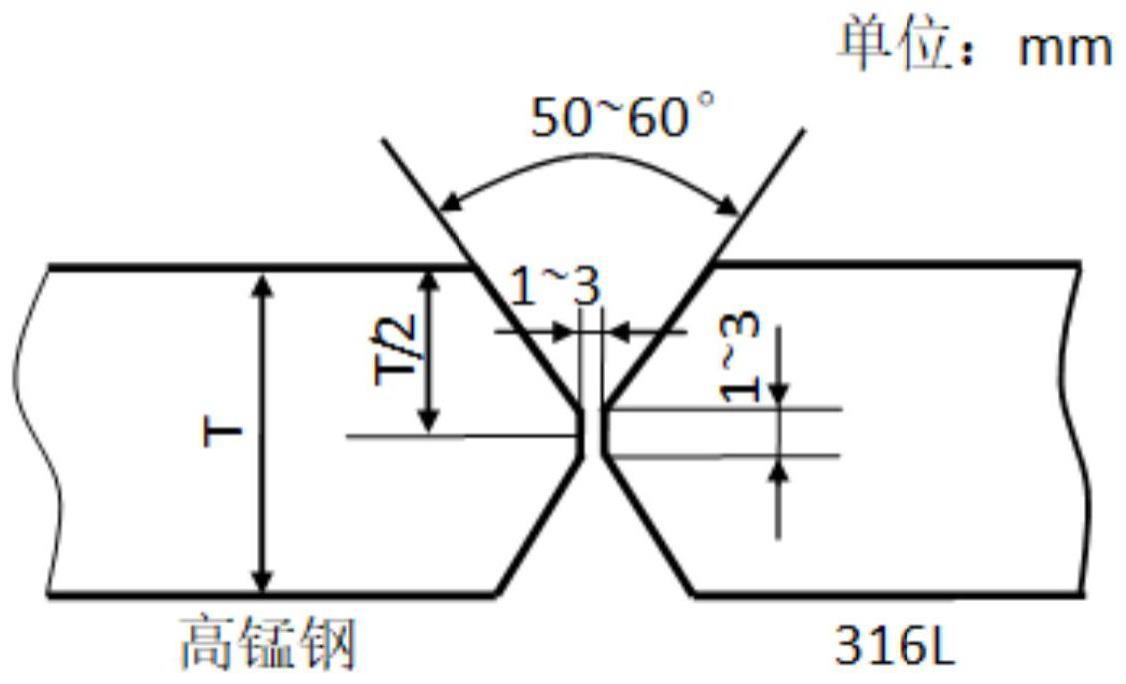
3、(1)准备钢板和焊材;其中,母材的焊接坡口为x型,坡口角度为50~60°,坡口钝边厚度为1~3mm,坡口间隙为1~3mm;
4、(2)焊接:采用电弧焊,焊接电流为100~140a,电弧电压为20~25v,焊接速度为12~17cm/min,焊接热输入为8~16kj/cm;层间温度≤100℃,反面焊接前进行清根处理。
5、优选,上述钢板厚度为16~30mm,更优选为16mm、20mm和30mm。
6、优选,上述坡口角度为50°、55°、60°;坡口钝边厚度与坡口间隙的比为0.8:1~1:1;其中,坡口钝边厚度最优选为2~2.5mm,坡口间隙最优选为2.5~3mm;具体地,坡口钝边厚度为2mm时坡口间隙为2mm,坡口钝边厚度为2.5mm时坡口间隙为3mm,坡口钝边厚度为2mm时坡口间隙为2.5mm。
7、优选,上述焊接热输入为8kj/cm、12kj/cm、16kj/cm;层间温度为35~100℃,更优选为40~100℃,最优选为45~100℃。
8、优选,焊接电流为100a、130a、135a;电弧电压为21v、23v、24v;焊接速为12~15cm/min,更优选为12cm/min、15cm/min。
9、焊接前无需预热,进行反面焊接前需进行清根处理。
10、优选,上述焊材的直径为3.2mm。
11、优选,以质量百分比计,上述高锰钢的成分包含c:0.35%~0.55%,mn:22%~26%,si:0.10%~0.50%,s:≤0.01%,p:≤0.03%,ni:≤2.50%,cr:3.0%~4.0%,cu:0.3%~0.7%,余量为fe和不可避免的杂质元素;其屈服强度≥400mpa,抗拉强度≥800~970mpa,延伸率≥22%,-196℃冲击功kv2≥27j,95%以上的微观组织结构为奥氏体。
12、焊材的成分包含c:≤0.04%,mn:0.5%~2.5%,si:≤1.00%,s:≤0.03%,p:≤0.03%,cr:21.0%~25.0%,ni:14.0%~16.0%,mo:2.0%~3.0%,余量为fe和不可避免杂质元素;其熔敷金属-196℃低温冲击功kv2≥34j,焊丝抗拉强度≥490mpa。
13、316l不锈钢的成分包含c:≤0.04%,mn:0.50%~2.50%,si:≤0.90%,s:≤0.02%,p:≤0.03%,ni:11.0%~14.0%,cr:17.0%~20.0%,mo:0.3%~0.7%,cu:≤0.75%,余量为fe和不可避免的杂质元素;屈服强度≥177mpa,抗拉强度≥480mpa,延伸率≥40%,-196℃冲击功kv2≥34j。
14、有益效果:与现有技术相比,本发明具有如下显著优点:
15、1、焊缝及热影响区奥氏体晶粒无明显增长,能够保证力学性能,-196℃冲击功kv2≥27j、抗拉强度≥480mpa、焊接接头纵向面弯d=4a,180°合格,力学性能满足多种低温环境使用需要;
16、2、采用焊条电弧焊进行焊接,焊条可达性好,有利于推广与使用;工艺窗口适当,操作性强,无需特殊设备及工艺条件,适于多种规格厚钢板的加工以及多作业场景。
技术特征:
1.一种高锰钢与316l异种钢的焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的焊接方法,其特征在于,所述钢板厚度为16~30mm。
3.根据权利要求1所述的焊接方法,其特征在于,所述坡口钝边厚度与坡口间隙的比为0.8:1~1:1。
4.根据权利要求3所述的焊接方法,其特征在于,坡口钝边厚度为2~2.5mm,坡口间隙为2.5~3mm。
5.根据权利要求1所述的焊接方法,其特征在于,所述焊接速度为12~15cm/min。
6.根据权利要求1所述的焊接方法,其特征在于,所述层间温度为35~100℃。
7.根据权利要求6所述的焊接方法,其特征在于,所述层间温度为40~100℃。
8.根据权利要求1所述的焊接方法,其特征在于,所述焊材的直径为3.2mm。
9.根据权利要求1所述的焊接方法,其特征在于,以质量百分比计,所述高锰钢的成分包含c:0.35%~0.55%,mn:22%~26%,si:0.10%~0.50%,s:≤0.01%,p:≤0.03%,ni:≤2.50%,cr:3.0%~4.0%,cu:0.3%~0.7%,余量为fe和不可避免的杂质元素。
10.根据权利要求1所述的焊接方法,其特征在于,以质量百分比计,所述焊材的成分包含c:≤0.04%,mn:0.5%~2.5%,si:≤1.00%,s:≤0.03%,p:≤0.03%,cr:21.0%~25.0%,ni:14.0%~16.0%,mo:2.0%~3.0%,余量为fe和不可避免杂质元素。
技术总结
本发明公开了一种高锰钢与316L异种钢的焊接方法,采用电弧焊,母材的焊接坡口为X型,坡口角度为50~60°,坡口钝边厚度为1~3mm,坡口间隙为1~3mm;焊接电流为100~140A,电弧电压为20~25V,焊接速度为12~17cm/min,焊接热输入为8~16kJ/cm;层间温度不超过100℃,反面焊接前进行清根处理。该方法的焊缝及热影响区‑196℃冲击功KV<subgt;2</subgt;≥27J、抗拉强度≥480MPa、焊接接头纵向面弯d=4a,180°合格,力学性能满足多种低温环境使用需要;工艺窗口适当,操作性强,无需特殊设备及工艺条件,适于多种规格厚钢板的加工以及多作业场景。
技术研发人员:汪晶洁,闫旭强,田浩,孙超
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!