用于内壁环槽结构等间隙装卡和背压调节装置及使用方法
本发明属于电解加工,涉及一种用于内壁环槽结构等间隙装卡和背压调节装置及其使用方法。
背景技术:
1、难切削金属材料工件内壁环槽结构(尤其是小尺寸结构)通常采用机械膛削、车削、电火花、电解等方法进行加工。目前已出现用于加工内壁环槽的工具阴极,所说的工具阴极包括空心圆柱段和圆柱段的一个端部设置加工凸台。但由于在工具阴极和工件阳极配合时,难以保证工具阴极和工件阳极加工间隙的等间隙且出液口为开放式结构,因此无法解决工具阴极和阳极工件的等间隙装卡问题;无法避免加工间隙处流场分布不均匀或出现空穴的现象;无法解决电解液对工具阴极和阳极工件的冲击所导致的短路现象。该类零件存在材料难切削、结构尺寸小、刀具可达性差、精准补偿困难、刀具损耗严重等问题。
2、电解加工技术是加工难切削材料工件内壁环槽结构的一种理想方法,该技术利用工具阴极对阳极工件进行非接触式电化学溶解去除,具有加工效率高、无刀具损耗、不受材料硬度限制等诸多优点。
3、为了解决上述问题,迫切的需要设计一种用于内壁环槽结构电解加工的等间隙装卡和背压调节装置。
技术实现思路
1、本发明为了克服现有技术中存在的难切削金属材料内壁环槽结构电解加工中加工间隙出现压力骤降,导致加工质量和精度低的问题。提供一种用于内壁环槽结构等间隙装卡和背压调节装置及使用方法,其保证阳极工件与工具阴极能够实现等间隙装卡。
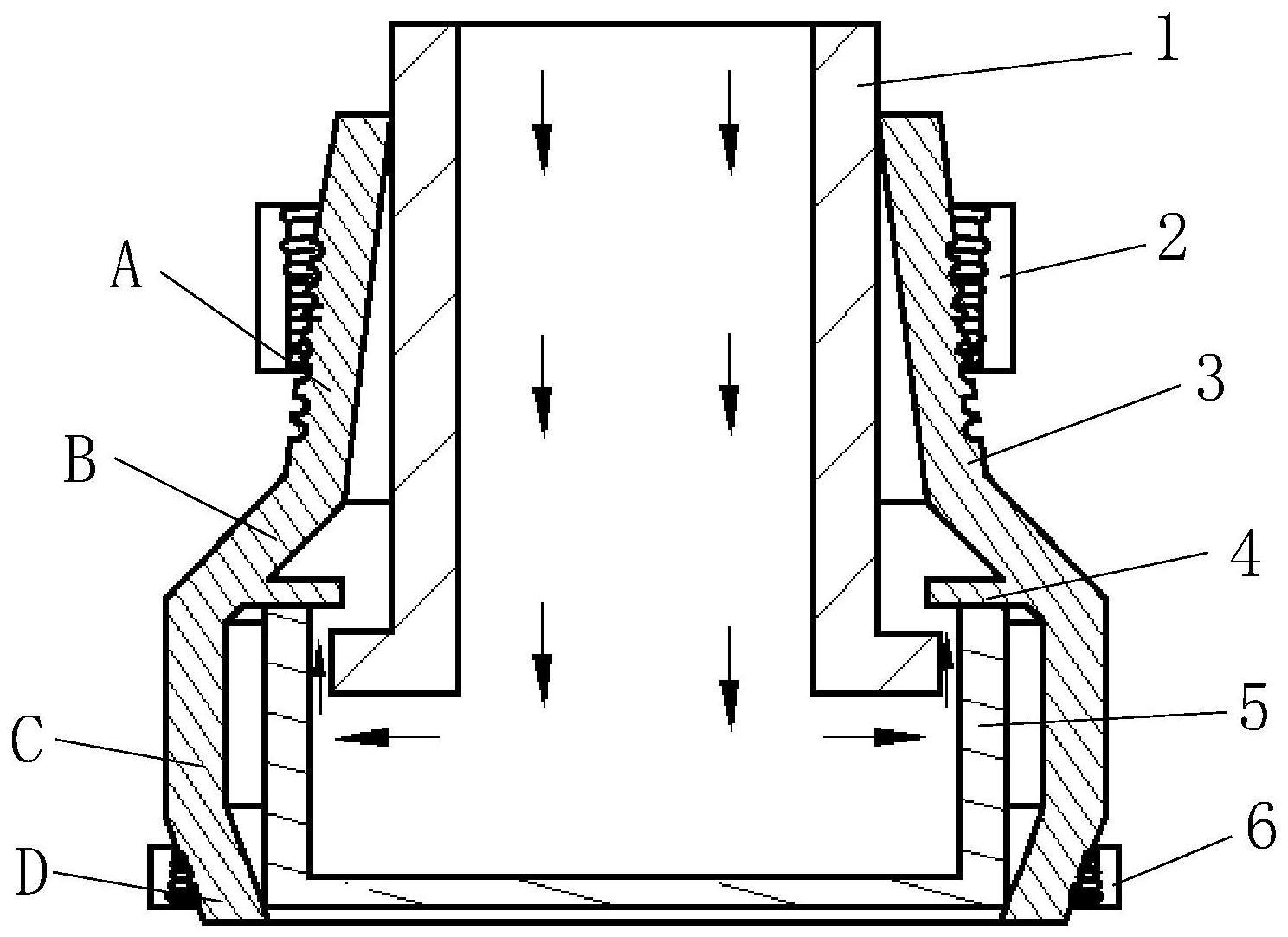
2、为解决上述技术问题,本发明的技术方案是为:用于内壁环槽结构等间隙装卡和背压调节装置,其特征在于:包括由圆台a、圆台b、圆台c和圆台d从上到下依次组成变径的中空管件,上下两端圆台a和圆台d的管壁上纵向设置有缺口,圆台a和圆台d的圆周上还设置有螺纹,螺纹上配合设置有螺母,通过螺母实现圆台a和圆台d的收口;
3、所述圆台b的内壁环状固设有若干个结构相同的扇形凸台,扇形凸台向中心聚拢后,拼接成一个圆形,圆的直径大于工具阴极的加工面直径0.3-0.5mm。
4、进一步,圆台a和圆台d的两端向内收缩,缺口均布设置有若干个,将圆台a和圆台d的两端侧壁分为若干个弧形片。
5、进一步,两个螺母的内壁成弧形与圆台a和圆台d的外壁相配合。
6、进一步,每个扇形凸台下端面设置有密封垫。
7、进一步,圆台a底部与圆台b顶部直径相同且对接,圆台b底部与圆台c颈部直径相同且对接,圆台c底部与圆台d顶部直径相同且对接。
8、进一步,缺口为矩形。
9、进一步,中空管件的材料为柔性abs塑料。
10、一种用于内壁环槽结构等间隙装卡和背压调节装置的使用方法,其特征在于:步骤为:
11、1)将工具阴极带加工面的一端平行伸入到中空管件的上端口,垂直移动工具阴极至其加工面上端面平行中空管件扇形凸台下端面,在工具阴极上端刻画痕迹后再伸入0.3mm-0.5mm,并旋紧中空管件上端的螺母,固定工具阴极;
12、2)再将阳极工件平行插入到中空管件的下端口,垂直移动阳极工件至上端面贴合扇形凸台的下端面,旋紧中空管件下端的螺母,固定阳极工件;
13、3)继续旋紧中空管件上端的螺母,圆台c处的扇形凸台向中心聚拢,加工间隙出口段的面积减小,即通过旋动中空管件上端的螺母,对加工间隙的背压进行调节,直至扇形凸台与工具阴极接触;
14、4)电解液从工具阴极上端口流入,经过工具阴极与阳极工件之间的间隙,参与电化学反应,从扇形凸台所形成的背压处流出。
15、与现有技术相比,本发明的有益效果是:
16、1)本发明结构通过同一中空管件实现工具阴极和阳极工件的装卡,实现了防止环槽跑偏,保证了环槽的加工精度,并且同步实现二者环形等间隙效果(即整个环形处处加工间隙相等)。
17、2)本发明方法可以防止电解加工中电解液出口压力突降,保障整个加工间隙中电解液流场分布均匀、消除加工电解液出口的空穴。
18、3)本发明通过第一螺母的上下调节,可实现调节电解液出液口背压压力,保证加工质量。
19、4)本发明通过旋紧中空管件实现工具阴极和工件阳极的等间隙装卡,拆装方便,快捷,并且可根据需要随时更换工具阴极或阳极工件。
20、5)采用本发明装置通过减小出液口面积提供背压实现内壁环槽结构高效、稳定的电解加工。
技术特征:
1.用于内壁环槽结构等间隙装卡和背压调节装置,其特征在于:包括由圆台a、圆台b、圆台c和圆台d从上到下依次组成变径的中空管件(3),上下两端圆台a和圆台d的管壁上纵向设置有缺口(7),圆台a和圆台d的圆周上还设置有螺纹,螺纹上配合设置有螺母,通过螺母实现圆台a和圆台d的收口;
2.根据权利要求1所述的用于内壁环槽结构等间隙装卡和背压调节装置,其特征在于:所述的圆台a和圆台d的两端向内收缩,缺口(7)均布设置有若干个,将圆台a和圆台d的两端侧壁分为若干个弧形片。
3.根据权利要求1或2所述的用于内壁环槽结构等间隙装卡和背压调节装置,其特征在于:所述的两个螺母的内壁成弧形与圆台a和圆台d的外壁相配合。
4.根据权利要求3所述的用于内壁环槽结构等间隙装卡和背压调节装置,其特征在于:每个扇形凸台(4)下端面设置有密封垫。
5.根据权利要求4所述的用于内壁环槽结构等间隙装卡和背压调节装置,其特征在于:所述圆台a底部与圆台b顶部直径相同且对接,圆台b底部与圆台c颈部直径相同且对接,圆台c底部与圆台d顶部直径相同且对接。
6.根据权利要求5所述的用于内壁环槽结构等间隙装卡和背压调节装置,其特征在于:所述的缺口(7)为矩形。
7.根据权利要求6所述的用于内壁环槽结构等间隙装卡和背压调节装置,其特征在于:所述中空管件(3)的材料为柔性abs塑料。
8.一种如权利要求1所述的用于内壁环槽结构等间隙装卡和背压调节装置的使用方法,其特征在于:步骤为:
技术总结
本发明提供一种用于内壁环槽结构等间隙装卡和背压调节装置及其使用方法。为了克服现有技术中存在的难切削金属材料内壁环槽结构电解加工中加工间隙出现压力骤降,导致加工质量和精度低的问题。本发明的技术方案包括由圆台A、B、C、D从上到下依次组成变径的中空管件,上下两端圆台A和圆台D的管壁上纵向设置有缺口,圆台A和圆台D的圆周上还设置有螺纹,螺纹上配合设置有螺母,通过螺母实现圆台A和圆台D的收口;圆台B的内壁环状固设有若干个结构相同的扇形凸台,扇形凸台向中心聚拢后,拼接成一个圆形,圆的直径大于工具阴极的加工面直径0.3‑0.5mm。通过同一中空管件实现工具阴极和阳极工件的装卡,实现了防止环槽跑偏,保证了环槽的加工精度。
技术研发人员:张长富,王卫,闫正虎,蒋新广,蔡炎辰,杨晨曦,巩天旭,杨康明,赵瀚文,单飞扬
受保护的技术使用者:西安工业大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!