一种多路阀体铸件加工用具有防护结构的夹持装置的制作方法
本发明涉及铸件加工领域,特别涉及一种多路阀体铸件加工用具有防护结构的夹持装置。
背景技术:
1、随着工业技术的发展,现代的零部件加工技术发展的越来越完善,机械自动化是现代工业的发展趋势,人力操作成本总大于机械自动化成本,多路阀体铸件需要多个工艺和步骤的加工,多路阀体铸件每一次加工完一道工序都需要挪动工位进行下一个工序加工;
2、犹如专利号202121836196.x所公布的一种多路阀体铸件加工用具有防护结构的夹持装置,该装置包括机体、升降机构、滑动机构和收集机构,所述机体的内部两端设置有升降机构,所述升降机构的中部设置有滑动机构,所述机体的中端设置有收集机构,该装置在使用的时候还存在以下缺陷;
3、多路阀体铸件挪动工位如果不够精准,这就容易导致零部件加工不理想,多路阀体铸件的位置如果偏差太大的话,进而多路阀体铸件上的开孔位置以及切槽位置会发生偏差,这就导致产品的合格率下降。
技术实现思路
1、本发明的目的在于针对现有技术的不足,提供一种多路阀体铸件加工用具有防护结构的夹持装置,该装置在使用的时候,把待处理的多路阀体铸件放进第一加工台顶端的开口浅槽里,此时的电动推杆同时带动搭载片和两个钻孔电机落下来进行开孔作业,开孔完成之后,伺服电机通过螺纹杆带动载物台沿着运载导轨往复滑行,扭力方块和载物台朝向第一加工台滑行的时候,摇摆臂处于水平的状态,扭力方块和载物台背对第一加工台滑行的时候,挤压圆杆会滑进折弯槽里,摇摆臂处于下垂的状态,摇摆臂端头的夹持组件在挪动工位的过程中也可以调整角度,相比于现有技术的定位装置,以往的定位装置在挪动工位的同时无法调换角度,挪位置和转角度需要分成两个步骤来完成,操作比较复杂。
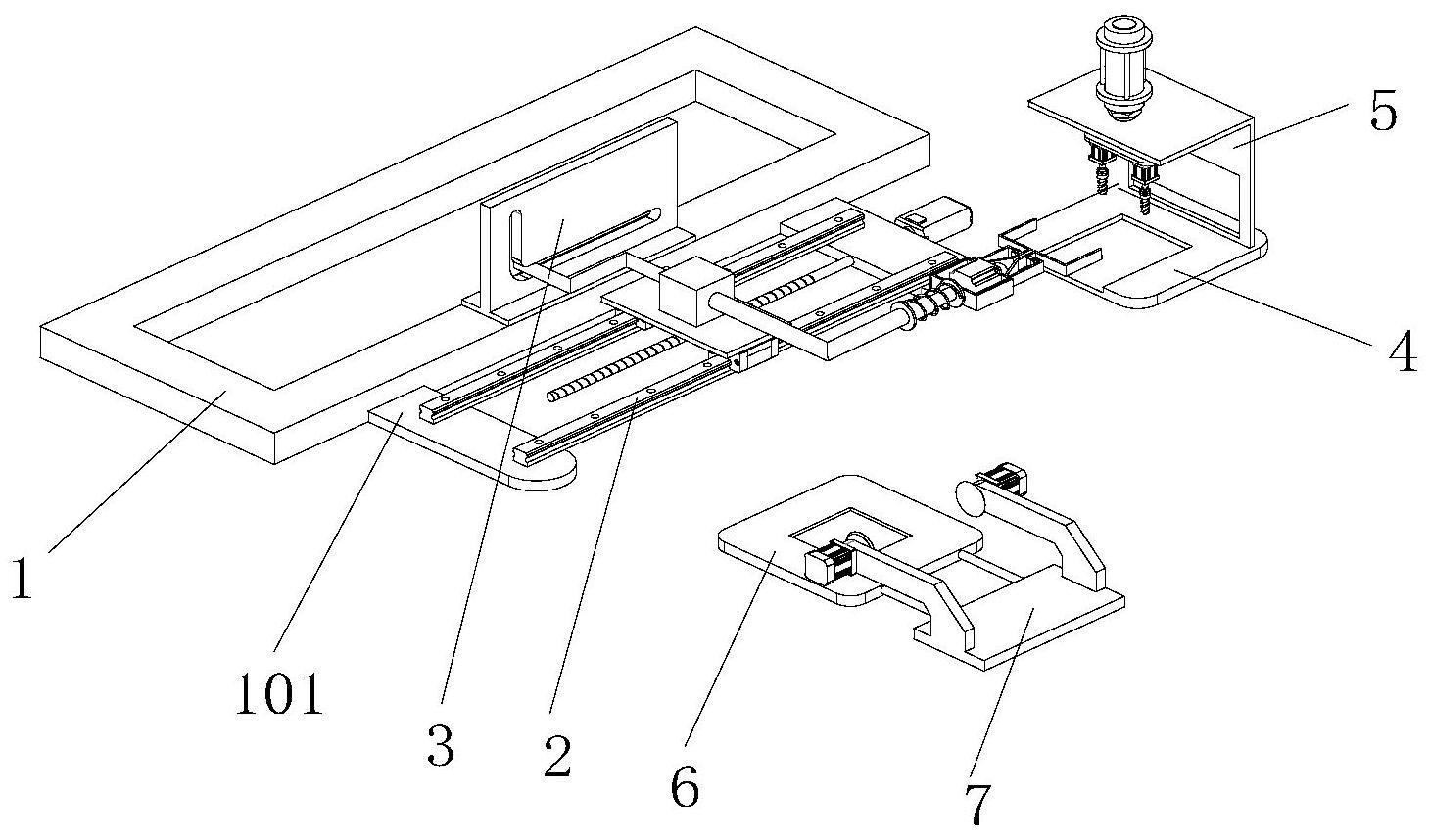
2、为解决上述问题,本发明提供以下技术方案:一种多路阀体铸件加工用具有防护结构的夹持装置,包括基台框架,基台框架和混凝土地面通过膨胀螺栓固定连接,所述基台框架的一侧设置有第一加工台,且第一加工台上设置有开孔组件,所述基台框架的一侧设置有两个延伸台板,延伸台板上设置有两个运载导轨,运载导轨上滑动安装有运载滑块,运载滑块的顶端固定安装有载物台,载物台的顶端设置有工位转换组件,所述延伸台板背对基台框架的一侧设置有第二加工台,第二加工台上设置有侧壁打磨组件。
3、进一步,所述开孔组件包括拱桥支架,拱桥支架固定在第一加工台的顶端,拱桥支架的顶端设置有电动推杆,电动推杆的输出端安装有搭载片,搭载片的底端设置有两个钻孔电机,钻孔电机的输出端可拆卸安装有钻孔螺杆,拱桥支架的底端设置有装填口。
4、进一步,所述第一加工台的顶端设置有开口浅槽,开口浅槽的一端开口到第一加工台背对拱桥支架的边缘,且开口浅槽的内侧设置有金属片,金属片上设置有竖状条纹,竖状条纹上涂抹有机油,金属片的底面和开口浅槽之间通过磁铁块连接。
5、进一步,所述工位转换组件包括扭力方块,扭力方块固定在载物台的顶面上,扭力方块的中间设置有扭转通道,扭转通道的左端旋转安装有定位曲折杆,扭转通道的右端旋转安装有摇摆臂,摇摆臂的端头设置有捏取组件,定位曲折杆背对扭力方块的端头设置有挤压圆杆,挤压圆杆穿插在扭力线槽组件里,载物台的下方设置有螺纹杆,螺纹杆安装在伺服电机的输出端上,伺服电机固定在延伸台板的侧壁上。
6、进一步,所述定位曲折杆穿插在扭力方块内侧的端头设置有矩形凹腔,摇摆臂穿插在扭力方块内侧的端头设置有矩形插块,矩形插块和矩形凹腔之间通过磁铁吸附。
7、进一步,所述扭力线槽组件包括定位框架,定位框架的底端通过安装法兰和基台框架的顶面固定连接,定位框架的中间设置有弯折线槽,弯折线槽的后端设置有呈九十度的折弯槽,弯折线槽和折弯槽的内侧涂抹有机油,挤压圆杆穿插在弯折线槽和折弯槽里。
8、进一步,所述捏取组件包括抵触气缸,抵触气缸的外侧设置有固定方框,固定方框固定在摇摆臂的端头,固定方框的侧壁上设置有两个承重支架,两个承重支架的一侧均设置有夹合片,夹合片和承重支架之间通过交接条旋转连接,夹合片靠近抵触气缸的端头设置有倾斜支架,倾斜支架和承重支架之间形成的夹角为三十度,抵触气缸的输出端安装有抵触钢球,抵触钢球贴合倾斜支架的侧壁。
9、进一步,所述夹合片的内侧壁上设置有若干个橡胶颗粒,橡胶颗粒呈一字型排列,并且橡胶颗粒和夹合片的侧壁之间通过胶粘连接。
10、进一步,所述侧壁打磨组件包括推进板块,推进板块的顶端设置有磨合组件,且推进板块靠近第二加工台的一侧设置有两个挑梁导杆,第二加工台的侧壁上设置有和挑梁导杆相匹配的通孔,第二加工台的底端固定安装有离合气缸,离合气缸的输出端安装有曲折输出杆,曲折输出杆连接到推进板块的底面上,第二加工台的顶端还设置有定位凹腔。
11、进一步,所述磨合组件包括两个跨接片,跨接片的端头设置有打磨电机,打磨电机的输出端可拆卸安装有砂轮盘。
12、本发明的有益效果:
13、其一,该装置在使用的时候,把待处理的多路阀体铸件放进第一加工台顶端的开口浅槽里,此时的电动推杆同时带动搭载片和两个钻孔电机落下来进行开孔作业,开孔完成之后,伺服电机通过螺纹杆带动载物台沿着运载导轨往复滑行,扭力方块和载物台朝向第一加工台滑行的时候,摇摆臂处于水平的状态,扭力方块和载物台背对第一加工台滑行的时候,挤压圆杆会滑进折弯槽里,摇摆臂处于下垂的状态,摇摆臂端头的夹持组件在挪动工位的过程中也可以调整角度,相比于现有技术的定位装置,以往的定位装置在挪动工位的同时无法调换角度,挪位置和转角度需要分成两个步骤来完成,操作比较复杂。
14、其二,捏取组件到达夹取的位置之后,抵触气缸带动抵触钢球伸出去,此时的抵触钢球会同时挤压两个倾斜支架,倾斜支架和夹合片是一体成型的,进而夹合片会往中心的位置包拢,橡胶颗粒会锁紧多路阀体铸件的两个侧壁,根据工况和夹紧力度的需求,更换不同倾斜角度的倾斜支架可以调试夹取力度。
15、其三,多路阀体铸件被递送到第二加工台顶端的定位凹腔里之后,离合气缸带动推进板块靠拢过来,跨接片会移动到铸件的左右两侧,打磨电机带动砂轮盘旋转实施打磨作业,铸件表面开口处的毛刺和飞边也会被清理,实现了打磨和去毛刺的效果。
技术特征:
1.一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:包括基台框架(1),基台框架(1)和混凝土地面通过膨胀螺栓固定连接,所述基台框架(1)的一侧设置有第一加工台(4),且第一加工台(4)上设置有开孔组件,所述基台框架(1)的一侧设置有两个延伸台板(101),延伸台板(101)上设置有两个运载导轨(2),运载导轨(2)上滑动安装有运载滑块(201),运载滑块(201)的顶端固定安装有载物台(202),载物台(202)的顶端设置有工位转换组件,所述延伸台板(101)背对基台框架(1)的一侧设置有第二加工台(6),第二加工台(6)上设置有侧壁打磨组件。
2.根据权利要求1所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述开孔组件包括拱桥支架(5),拱桥支架(5)固定在第一加工台(4)的顶端,拱桥支架(5)的顶端设置有电动推杆(502),电动推杆(502)的输出端安装有搭载片(503),搭载片(503)的底端设置有两个钻孔电机(504),钻孔电机(504)的输出端可拆卸安装有钻孔螺杆,拱桥支架(5)的底端设置有装填口(501)。
3.根据权利要求1所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述第一加工台(4)的顶端设置有开口浅槽(401),开口浅槽(401)的一端开口到第一加工台(4)背对拱桥支架(5)的边缘,且开口浅槽(401)的内侧设置有金属片,金属片上设置有竖状条纹,竖状条纹上涂抹有机油,金属片的底面和开口浅槽(401)之间通过磁铁块连接。
4.根据权利要求1所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述工位转换组件包括扭力方块(8),扭力方块(8)固定在载物台(202)的顶面上,扭力方块(8)的中间设置有扭转通道,扭转通道的左端旋转安装有定位曲折杆(801),扭转通道的右端旋转安装有摇摆臂(803),摇摆臂(803)的端头设置有捏取组件,定位曲折杆(801)背对扭力方块(8)的端头设置有挤压圆杆(802),挤压圆杆(802)穿插在扭力线槽组件里,载物台(202)的下方设置有螺纹杆,螺纹杆安装在伺服电机的输出端上,伺服电机固定在延伸台板(101)的侧壁上。
5.根据权利要求4所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述定位曲折杆(801)穿插在扭力方块(8)内侧的端头设置有矩形凹腔,摇摆臂(803)穿插在扭力方块(8)内侧的端头设置有矩形插块,矩形插块和矩形凹腔之间通过磁铁吸附。
6.根据权利要求4所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述扭力线槽组件包括定位框架(3),定位框架(3)的底端通过安装法兰(301)和基台框架(1)的顶面固定连接,定位框架(3)的中间设置有弯折线槽(302),弯折线槽(302)的后端设置有呈九十度的折弯槽,弯折线槽(302)和折弯槽的内侧涂抹有机油,挤压圆杆(802)穿插在弯折线槽(302)和折弯槽里。
7.根据权利要求4所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述捏取组件包括抵触气缸(9),抵触气缸(9)的外侧设置有固定方框(901),固定方框(901)固定在摇摆臂(803)的端头,固定方框(901)的侧壁上设置有两个承重支架(902),两个承重支架(902)的一侧均设置有夹合片(904),夹合片(904)和承重支架(902)之间通过交接条(906)旋转连接,夹合片(904)靠近抵触气缸(9)的端头设置有倾斜支架(905),倾斜支架(905)和承重支架(902)之间形成的夹角为三十度,抵触气缸(9)的输出端安装有抵触钢球(903),抵触钢球(903)贴合倾斜支架(905)的侧壁。
8.根据权利要求7所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述夹合片(904)的内侧壁上设置有若干个橡胶颗粒,橡胶颗粒呈一字型排列,并且橡胶颗粒和夹合片(904)的侧壁之间通过胶粘连接。
9.根据权利要求1所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述侧壁打磨组件包括推进板块(7),推进板块(7)的顶端设置有磨合组件,且推进板块(7)靠近第二加工台(6)的一侧设置有两个挑梁导杆(604),第二加工台(6)的侧壁上设置有和挑梁导杆(604)相匹配的通孔,第二加工台(6)的底端固定安装有离合气缸(602),离合气缸(602)的输出端安装有曲折输出杆(603),曲折输出杆(603)连接到推进板块(7)的底面上,第二加工台(6)的顶端还设置有定位凹腔(601)。
10.根据权利要求9所述的一种多路阀体铸件加工用具有防护结构的夹持装置,其特征在于:所述磨合组件包括两个跨接片(701),跨接片(701)的端头设置有打磨电机(702),打磨电机(702)的输出端可拆卸安装有砂轮盘(703)。
技术总结
本发明公开了一种多路阀体铸件加工用具有防护结构的夹持装置,属于零部件加工领域,运载滑块的顶端固定安装有载物台,载物台的顶端设置有工位转换组件,所述延伸台板背对基台框架的一侧设置有第二加工台,第二加工台上设置有侧壁打磨组件。本发明该装置在使用的时候,把待处理的多路阀体铸件放进第一加工台顶端的开口浅槽里,此时的电动推杆同时带动搭载片和两个钻孔电机落下来进行开孔作业,开孔完成之后,伺服电机通过螺纹杆带动载物台沿着运载导轨往复滑行,摇摆臂端头的夹持组件在挪动工位的过程中也可以调整角度,相比于现有技术的定位装置,以往的定位装置在挪动工位的同时无法调换角度,挪位置和转角度需要分成两个步骤来完成,操作比较复杂。
技术研发人员:汤国建
受保护的技术使用者:江苏泰普电力设备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!