一种多孔隔板电子束焊接多工位工装的制作方法
本申请涉及电子束焊接,具体而言,涉及一种多孔隔板电子束焊接多工位工装。
背景技术:
1、在真空电子束焊接领域,多孔复杂型腔防蒸镀一直是一个难题,尤其是隔板类多孔薄壁件,通常处于壳体组件的较低处或者接嘴内部,常常是蒸镀最偏爱附着的地方,且空间狭小,通过包覆锡箔纸实现防蒸镀的方法在此处失效,为此,急需一套能够适用于钛合金隔板类多孔结构零件焊接蒸镀预防的焊接工装。
2、随着航天事业的不断发展,钛合金零组件的研制生产企业生产任务逐年增加,为了解决真空电子束焊机抽真空花费时间长,延长焊机焊接时间,提高焊机有效工作效率,针对隔板类零件尺寸小、焊接熔深浅且为不承力焊缝,设计一套专门用于隔板焊接的多工位防蒸镀电子束焊接工装是当下钛合金生产企业提高企业生产效率,迫切需要解决的问题。
技术实现思路
1、本申请提供了一种多孔隔板电子束焊接多工位工装,实现了真空电子束焊机在一次抽真空的条件下能够完成多个工件的焊接。
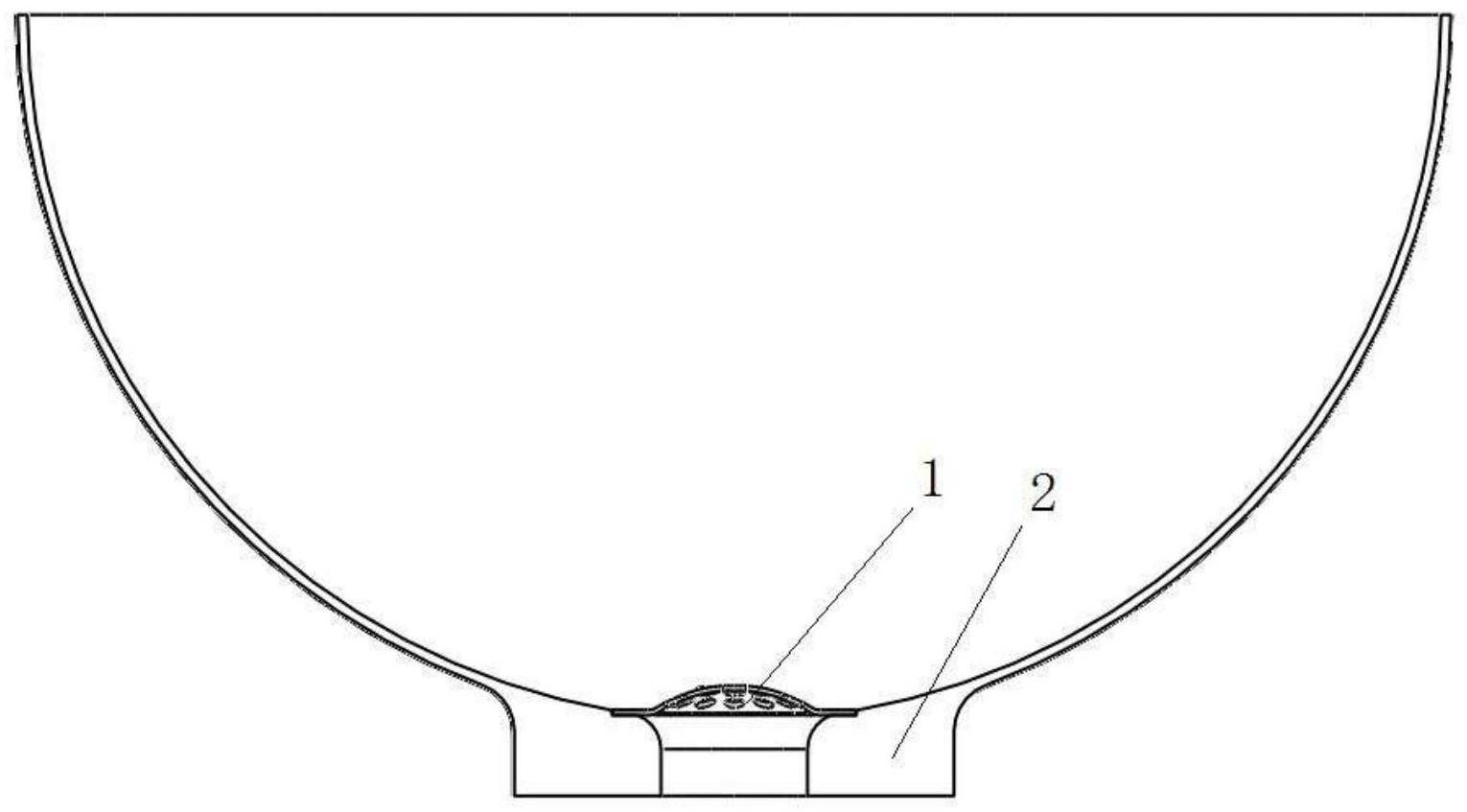
2、为了实现上述目的,本申请提供了一种多孔隔板电子束焊接多工位工装,用于多孔隔板与液腔壳体之间的电子束焊接,包括底板、压板、套筒以及螺钉,其中:底板设置在液腔壳体的下方;压板覆盖在多孔隔板的上方,并通过螺钉固定在底板上;套筒附着在液腔壳体的内表面,将液腔内部空间分成两部分。
3、进一步的,底板上设置有钢丝螺套,与螺钉配合连接。
4、进一步的,底板为矩阵式分布,材料为铝合金材料。
5、进一步的,底板上设置有减重孔和吊装孔。
6、进一步的,压板和套筒的材料均为铝合金材料,螺钉的材料为无磁不锈钢材料。
7、进一步的,多孔隔板电子束焊接多工位工装能够实现6-12件多孔隔板与液腔壳体之间的电子束焊接。
8、本发明提供的一种多孔隔板电子束焊接多工位工装,具有以下有益效果:
9、本申请显著提高了tc4钛合金真空电子束焊机的有效焊接效率,在一次抽真空的条件下,可以完成多件工件的焊接,将多件产品的装配时间和焊接时间压缩在了一起,抽真空、冷却和充气时间从多次缩短为1次,辅助焊接时间明显下降。通过设置压板,在不影响焊接的情况下能够尽可能的覆盖多孔隔板的全部孔结构,防止蒸镀出现在隔板的多孔结构处,通过设置套筒,将液腔壳体内部空间分割成两个区域,引导蒸镀使其分布在套筒内表面,减少后期去除产品表面蒸镀的钳工工作量。
技术特征:
1.一种多孔隔板电子束焊接多工位工装,用于多孔隔板与液腔壳体之间的电子束焊接,其特征在于,包括底板、压板、套筒以及螺钉,其中:
2.根据权利要求1所述的多孔隔板电子束焊接多工位工装,其特征在于,所述底板上设置有钢丝螺套,与所述螺钉配合连接。
3.根据权利要求2所述的多孔隔板电子束焊接多工位工装,其特征在于,所述底板为矩阵式分布,材料为铝合金材料。
4.根据权利要求2所述的多孔隔板电子束焊接多工位工装,其特征在于,所述底板上设置有减重孔和吊装孔。
5.根据权利要求1所述的多孔隔板电子束焊接多工位工装,其特征在于,所述压板和所述套筒的材料均为铝合金材料,所述螺钉的材料为无磁不锈钢材料。
6.根据权利要求1所述的多孔隔板电子束焊接多工位工装,其特征在于,所述多孔隔板电子束焊接多工位工装能够实现6-12件多孔隔板与液腔壳体之间的电子束焊接。
技术总结
本申请涉及电子束焊接技术领域,具体而言,涉及一种多孔隔板电子束焊接多工位工装,用于多孔隔板与液腔壳体之间的电子束焊接,包括底板、压板、套筒以及螺钉,其中:底板设置在液腔壳体的下方;压板覆盖在多孔隔板的上方,并通过螺钉固定在底板上;套筒附着在液腔壳体的内表面,将液腔内部空间分成两部分。本申请显著提高了TC4钛合金真空电子束焊机的有效焊接效率,在一次抽真空的条件下,可以完成多件工件的焊接,在不影响焊接的情况下能够尽可能的覆盖多孔隔板的全部孔结构,防止蒸镀出现在隔板的多孔结构处,将液腔壳体内部空间分割成两个区域,引导蒸镀使其分布在套筒内表面,减少后期去除产品表面蒸镀的钳工工作量。
技术研发人员:崇雅琴,伞子栋,李立峰,徐小冬,侯延辉
受保护的技术使用者:兰州空间技术物理研究所
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!