长短零件合模装置的制作方法
本发明涉及汽车制造,特别涉及一种长短零件合模装置。
背景技术:
1、随着汽车行业的发展,为了满足市场对汽车功能和配置的多样化需求,在汽车车身冲压件中,一个的零部件会根据市场需求,开发出造型、孔位、长短不一样的零件,来满足市场对汽车不同功能配置的需求;例如:商用车货斗地板、汽车下车体结构件及电池包。
2、例如零件a、b由于在长度上不一样,零件a、b在加工成型的过程中需要进行op10拉延、op20修边冲孔及op30整形,上述op10拉延、op20修边冲孔及op30整形工艺需要单独采用模具实现。因此,由于零件造型、长短等参数发生变化,往往需要重新开发模具,才能满足需求。由于配置越丰富,模具开发数量的越多,模具开发周期会加长,整车制造的成本也会大幅增加,一定程度上制约了汽车配置的发展。
技术实现思路
1、本发明针对现有技术中存在的加工制造同一类型、不同长短零件需要单独设计拉延模具、修边机冲孔模具,导致模具开发周期长、制造成本高的技术问题,提供了一种长短零件合模装置。
2、本发明解决上述技术问题的技术方案如下:
3、一种长短零件合模装置,包括:拉延模具及修边冲孔模具;所述拉延模具设置在所述修边冲孔模具的上游;所述拉延模具用于对不同长短的零件拉延成型,所述修边冲孔模具用于对不同长短的零件修边冲孔。
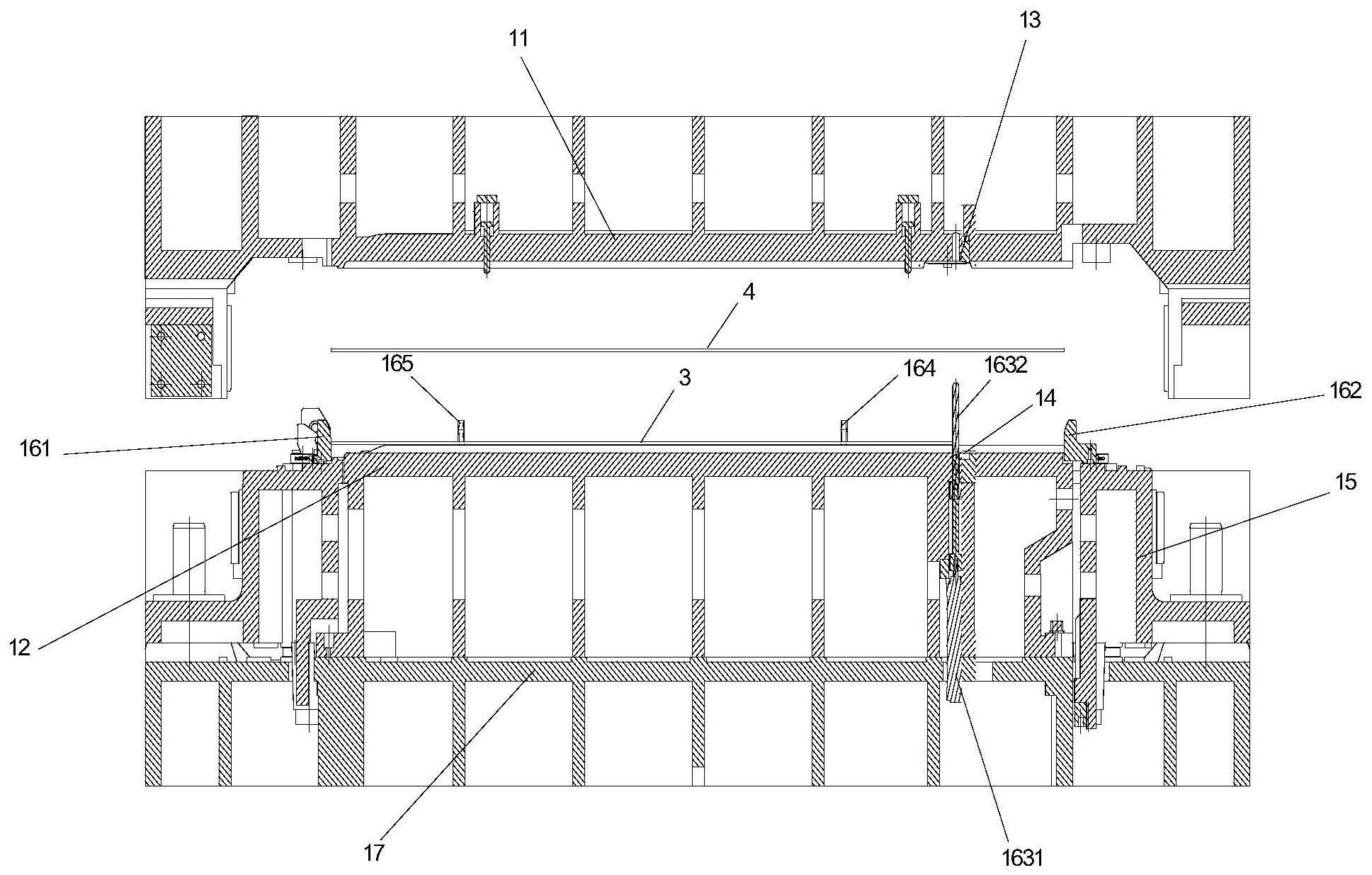
4、进一步地:所述拉延模具包括:第一上模、第一下模、第一上模刃口镶块、第一下模刃口、压边圈及第一定位组件;
5、所述第一上模设置所述第一下模的正上方,所述压边圈设置在所述第一下模的外侧;
6、所述第一上模刃口镶块固定在所述第一上模的下端,所述第一下模刃口设置在所述第一下模的上端;所述第一上模刃口镶块与所述第一下模刃口相配合;
7、所述第一定位组件设置在所述第一下模上,所述第一定位组件用于对不同长短的零件进行定位。
8、进一步地:所述第一定位组件包括:第一定位具、第二定位具、第三定位具、第四定位具及第五定位具;
9、所述第一定位具设置在所述第一下模上端的前侧,用于对零件前侧定位;
10、所述第二定位具设置在所述第一下模上端的后侧,用于对长尺寸零件后侧定位;所述第三定位具设置在所述第一下模上端的内侧,用于对短尺寸零件后侧定位;
11、所述第四定位具设置在所述第一下模上端的左侧,用于对零件左侧定位;
12、所述第五定位具设置在所述第一下模上端的右侧,用于对零件的右侧定位。
13、进一步地:所述第三定位具包括:第一气缸及定位杆;
14、所述第一气缸安装在所述第一下模上;所述第一气缸的活塞杆与所述定位杆连接,所述第一气缸用于驱动所述定位杆纵向运动。
15、进一步地:还包括:下模座;所述第一下模及压边圈设置在所述下模座上。
16、进一步地:所述修边冲孔模具包括:上模座、第二上模、第二下模、冲裁组件、第一上模修边镶块、第一下模修边镶块、第二下模修边镶块及第二定位组件;
17、所述第二上模固定在所述上模座的下端,所述第二上模设置在所述第二下模的正上方;
18、所述冲裁组件设置在所述第二上模的内侧,所述第一下模修边镶块设置在所述第二下模的上端;所述冲裁组件与所述第一下模修边镶块相配合,用于对短尺寸零件修边冲裁;所述第一上模修边镶块固定在所述第二上模的下端,所述第二下模修边镶块设置在所述第二下模的上端;所述第一上模修边镶块与所述第二下模修边镶块相配合,用于对长尺寸零件修边冲裁;
19、所述第二定位组件设置在所述第二下模上,所述第二定位组件用于对不同长短的零件进行定位。
20、进一步地:所述冲裁组件包括:气缸安装板、第二气缸、气缸连接块、挂钩、第一导板、第二导板、驱动导板、斜楔驱动垫块、斜楔座本体、驱动座、第三导板、第一氮气弹簧、第二氮气弹簧、第三氮气弹簧及第二上模修边镶块;
21、所述第二气缸通过所述气缸安装板安装在所述上模座上;
22、所述第二气缸的活塞杆通过所述气缸连接块及挂钩与所述驱动座连接;所述第一导板及第二导板固定在所述上模座上,用于对所述驱动座导向使其横向运动;
23、所述驱动导板安装在所述驱动座上,所述斜楔驱动垫块安装在所述斜楔座本体上,所述驱动导板与所述斜楔驱动垫块相配合,将横向运行转换为纵向运动;
24、所述第三导板纵向设置,所述斜楔座本体设置在所述第三导板内侧,所述第三导板用于对所述斜楔座本体导向使其纵向运动;
25、所述第二上模修边镶块通过所述第一氮气弹簧及第二氮气弹簧与所述斜楔座本体的下端连接,所述第二上模修边镶块还通过所述第三氮气弹簧与上模座连接;所述第二上模修边镶块与所述第一下模修边镶块相配合。
26、进一步地:所述上模座上设置有进出气接口,所述进出气接口内置分离的进气口和出气口,所述进气口与所述第二气缸的进气端连通,所述出气口与所述第二气缸的出气端连通。
27、进一步地:所述第二定位组件包括:第六定位具、第七定位具、第八定位具、第九定位具及第十定位具;
28、所述第六定位具设置在所述第二下模上端的前侧,用于对零件前侧定位;
29、所述第七定位具设置在所述第二下模上端的后侧,用于对长尺寸零件后侧定位;所述第八定位具设置在所述第二下模上端的内侧,用于对短尺寸零件后侧定位;
30、所述第九定位具设置在所述第二下模上端的左侧,用于对零件左侧定位;
31、所述第十定位具设置在所述第二下模上端的右侧,用于对零件的右侧定位。
32、进一步地:所述第八定位具包括:第三气缸及挡块;
33、所述第三气缸设置在所述第二下模内侧;所述第三气缸的活动端与所述挡块连接,所述第三气缸用于驱动所述挡块纵向运动。
34、本发明提供的长短零件合模装置至少具备以下有益效果或优点:
35、本发明提供的长短零件合模装置,设置有拉延模具及修边冲孔模具;拉延模具设置在修边冲孔模具的上游;拉延模具用于对不同长短的零件拉延成型,修边冲孔模具用于对不同长短的零件修边冲孔。该长短零件合模装置,能够通过切换内部结构,通过一套模具完成对不同长短的零件进行拉伸成型以及修边冲孔等工艺,减少了模具的设计、开发工作,削减掉相应的模具开发成本,同时生产线生产时可以减少备模换模次数,提升车间生产效率,可满足市场上对汽车多种配置的需求。
技术特征:
1.一种长短零件合模装置,其特征在于:包括:拉延模具及修边冲孔模具;所述拉延模具设置在所述修边冲孔模具的上游;所述拉延模具用于对不同长短的零件拉延成型,所述修边冲孔模具用于对不同长短的零件修边冲孔。
2.根据权利要求1所述的长短零件合模装置,其特征在于:所述拉延模具包括:第一上模(11)、第一下模(12)、第一上模刃口镶块(13)、第一下模刃口(14)、压边圈(15)及第一定位组件;
3.根据权利要求2所述的长短零件合模装置,其特征在于:所述第一定位组件包括:第一定位具(161)、第二定位具(162)、第三定位具、第四定位具(164)及第五定位具(165);
4.根据权利要求3所述的长短零件合模装置,其特征在于:所述第三定位具包括:第一气缸(1631)及定位杆(1632);
5.根据权利要求2-4任一项所述的长短零件合模装置,其特征在于:还包括:下模座(17);所述第一下模(12)及压边圈(15)设置在所述下模座上(17)。
6.根据权利要求1所述的长短零件合模装置,其特征在于:所述修边冲孔模具包括:上模座(21)、第二上模(22)、第二下模(23)、冲裁组件、第一上模修边镶块(25)、第一下模修边镶块(26)、第二下模修边镶块(27)及第二定位组件;
7.根据权利要求6所述的长短零件合模装置,其特征在于:所述冲裁组件包括:气缸安装板(51)、第二气缸(52)、气缸连接块(53)、挂钩(54)、第一导板(55)、第二导板(56)、驱动导板(57)、斜楔驱动垫块(58)、斜楔座本体(59)、驱动座(510)、第三导板(511)、第一氮气弹簧(512)、第二氮气弹簧(513)、第三氮气弹簧(514)及第二上模修边镶块(515);
8.根据权利要求7所述的长短零件合模装置,其特征在于:所述上模座(21)上设置有进出气接口,所述进出气接口内置分离的进气口和出气口,所述进气口与所述第二气缸(52)的进气端连通,所述出气口与所述第二气缸(52)的出气端连通。
9.根据权利要求6所述的长短零件合模装置,其特征在于:所述第二定位组件包括:第六定位具(281)、第七定位具(282)、第八定位具、第九定位具(284)及第十定位具(285);
10.根据权利要求9所述的长短零件合模装置,其特征在于:所述第八定位具包括:第三气缸(2831)及挡块(2832);
技术总结
本发明涉及汽车制造技术领域,特别涉及一种长短零件合模装置,包括:拉延模具及修边冲孔模具;拉延模具设置在修边冲孔模具的上游;拉延模具用于对不同长短的零件拉延成型,修边冲孔模具用于对不同长短的零件修边冲孔。该长短零件合模装置,能够通过切换内部结构,通过一套模具完成对不同长短的零件进行拉伸成型以及修边冲孔等工艺,减少了模具的设计、开发工作,削减掉相应的模具开发成本,同时生产线生产时可以减少备模换模次数,提升车间生产效率,可满足市场上对汽车多种配置的需求。
技术研发人员:丁元才,邹平,宁兵,尘源,程鑫
受保护的技术使用者:岚图汽车科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!