四辊卷管机卷管方法与流程
本发明涉及钢结构加工制造领域,特别涉及四辊卷管机卷管方法。
背景技术:
1、钢管拱桥作为一种性能优良、外观优美的桥梁结构形式而被广泛运用。现阶段大跨钢管拱桥主拱肋弦管通常采用钢管“以直代曲”的方式进行接长加工,拱肋弦管加工中的第一步也是极为重要的一步就是将钢板卷制成钢管,钢板卷管的优劣将直接决定拱肋弦管的加工质量,钢管拱钢板卷管是拱肋加工制造的基础,尤为重要。
2、传统车间钢板卷管通常是采用三辊卷板机根据经验对钢板进行滚圆,且需要借助模具进行预弯和压头,存在工作效率低下和滚圆管节质量较差的情况。现有专利技术cn109483179b公布了一种高强钢卷管加工工艺,其主要描述的是传统三辊卷管机卷制高强钢板的卷制工艺,同时其仅考虑了辊轴进给量未考虑滚圆速度等参数在卷板过程中的重要性,且适用于的钢板厚度有限。现有的三辊卷管机实现板材两头预弯需要压头和模具,在卷制时会存在多次安装,以至于卷管效率低。
技术实现思路
1、本发明所解决的技术问题:提供一种四辊卷管机卷管方法,解决现有技术中采用三辊卷管机卷管效率低的问题。
2、本发明解决上述技术问题采用的技术方案:四辊卷管机卷管方法,包括以下步骤:
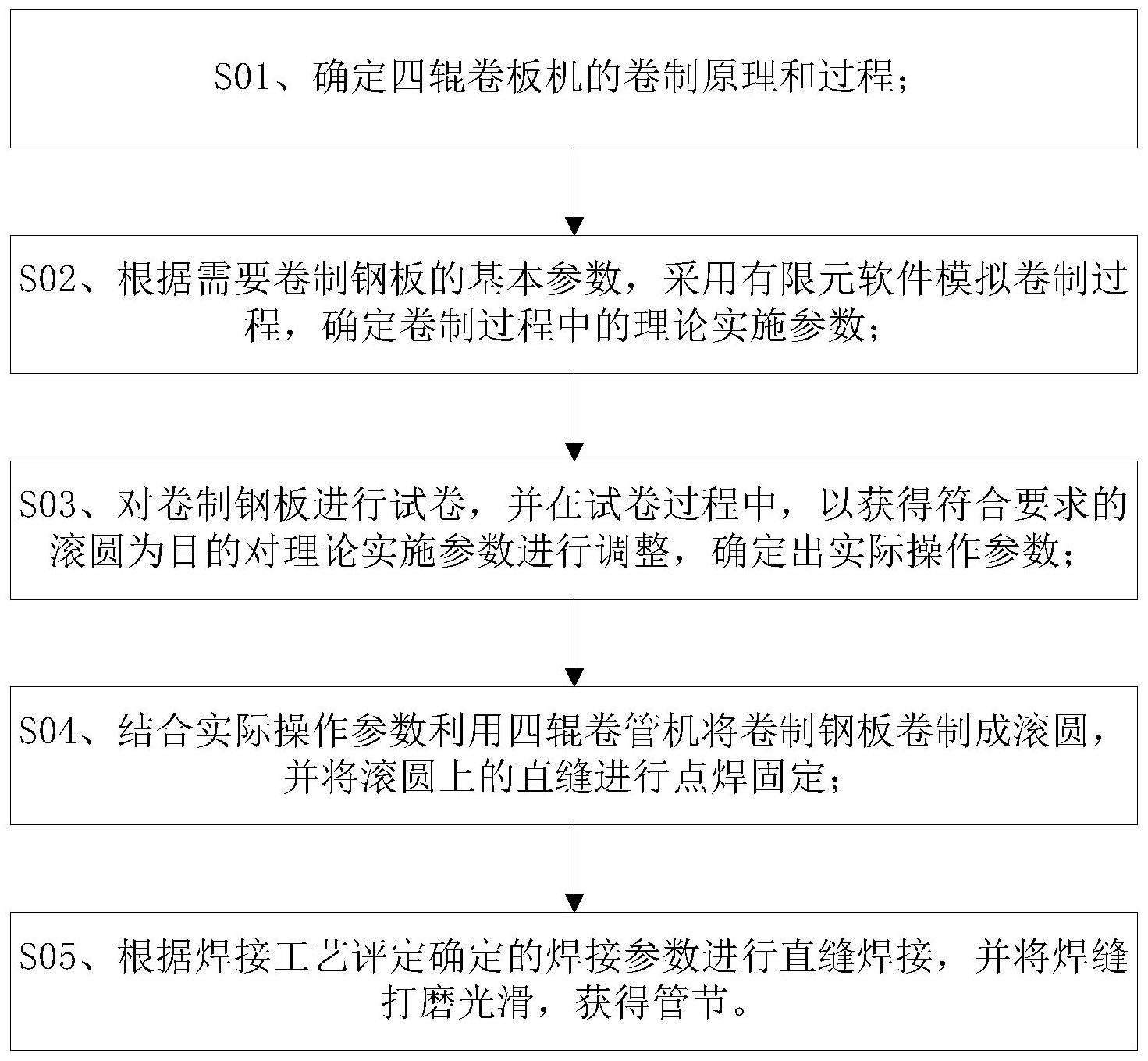
3、s01、确定四辊卷板机的卷制原理和过程;
4、s02、根据需要卷制钢板的基本参数,采用有限元软件模拟卷制过程,确定卷制过程中的理论实施参数;
5、s03、对卷制钢板进行试卷,并在试卷过程中,以获得符合要求的滚圆为目的对理论实施参数进行调整,确定出实际操作参数;
6、s04、结合实际操作参数利用四辊卷管机将卷制钢板卷制成滚圆,并将滚圆上的直缝进行点焊固定;
7、s05、根据焊接工艺评定确定的焊接参数进行直缝焊接,并将焊缝打磨光滑,获得管节。
8、进一步的,所述基本参数包括厚度、宽度和屈服强度。
9、进一步的,所述理论实施参数包括各辊进给量、进给次数、滚弯速度和设备驱动功率。
10、进一步的,试卷过程依次为对中、退料、端部预弯、预弯卷制和连续滚弯操作,并对每一个操作结果进行检查,检查合格后再进行下一个操作。
11、进一步的,焊接参数包括焊缝余高不超过3mm。
12、进一步的,四辊卷管机卷管方法还包括s06、利用四辊卷管机对管节进行校圆,并检测管节尺寸、矢圆度和直缝焊接。
13、本发明的有益效果:本发明四辊卷管机卷管方法,利用有限元软件模拟卷制过程,并结合实际卷制过程对卷制过程中的参数进行调整,以获得生成出符合要求的滚圆所需的实际操作参数,以实际操作参数完成卷制,获得滚圆,并对滚圆上的直缝进行电焊固定,再根据焊接工艺评定确定的焊接参数,完成直缝焊接,并打磨光滑,获得管节,解决了现有技术中采用三辊卷管机卷管效率低的问题,四辊卷管机能够实现板材两头预弯无需压头和模具,减少安装次数,提高了生产效率。
技术特征:
1.四辊卷管机卷管方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的四辊卷管机卷管方法,其特征在于,所述基本参数包括厚度、宽度和屈服强度。
3.根据权利要求1所述的四辊卷管机卷管方法,其特征在于,所述理论实施参数包括各辊进给量、进给次数、滚弯速度和设备驱动功率。
4.根据权利要求1所述的四辊卷管机卷管方法,其特征在于,试卷过程依次为对中、退料、端部预弯、预弯卷制和连续滚弯操作,并对每一个操作结果进行检查,检查合格后再进行下一个操作。
5.根据权利要求1所述的四辊卷管机卷管方法,其特征在于,焊接参数包括焊缝余高不超过3mm。
6.根据权利要求1-5任一项所述的四辊卷管机卷管方法,其特征在于,还包括s06、利用四辊卷管机对管节进行校圆,并检测管节尺寸、矢圆度和直缝焊接。
技术总结
本发明四辊卷管机卷管方法,涉及钢结构加工制造领域,利用有限元软件模拟卷制过程,并结合实际卷制过程对卷制过程中的参数进行调整,以获得生成出符合要求的滚圆所需的实际操作参数,以实际操作参数完成卷制,获得滚圆,并对滚圆上的直缝进行电焊固定,再根据焊接工艺评定确定的焊接参数,完成直缝焊接,并打磨光滑,获得管节,解决了现有技术中采用三辊卷管机卷管效率低的问题,本发明适用于卷制钢管。
技术研发人员:汪源,王艳,叶罗庚,解银伟,刘昌文,刘承权
受保护的技术使用者:十九冶成都建设有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!