一种TWS上下内壳配件组装流线及其组装方法与流程
本发明涉及自动化生产,特别涉及一种tws上下内壳配件组装流线及其组装方法。
背景技术:
1、tws(true wireless stereo)即真无线立体声,tws蓝牙耳机可实现真正的蓝牙左右声道无线分离使用。由于tws蓝牙耳机不需要有线连接,左右两个tws耳机通过蓝牙组成立体声系统,听歌、通话、佩戴功能都得到了提升。tws耳机得到了消费者越来越多的认可,形成了当下流行趋势。
2、tws蓝牙耳机在生产过程中,其上下内壳在送入组装流线前需要进行装盘点胶,将磁铁固定在内壳对应的位置,但是目前该制程大多是依靠人工来实现,这不仅导致生产效率低下,生产成本较高,而且由于劳动强度较大,误操作比例比较高,合格率低,特别是在大批量生产阶段,以上缺点更为明显,易产生延误交期,所以人工组装就难以满足大规模生产的需要,已不能适应现代社会的自动化生产需求。
技术实现思路
1、本发明的目的在于针对现有技术的不足,提供一种tws上下内壳配件组装流线及其组装方法,该tws上下内壳配件组装流线及其组装方法可以很好地解决上述问题。
2、为达到上述要求本发明解决其技术问题所采用的技术方案是:
3、提供一种tws上下内壳配件组装流线,该组装流线包括沿流线方向依次设置的第一工位台、第二工位台和第三工位台;所述组装流线还包括沿流水方向设置的并用于输送载具的双通道输送机构,所述组装流线还包括将位于所述双通道输送机构的其中一个通道上的载具移至另一个通道上的载具倒转机构,所述载具倒转机构设有两个且分别设于所述双通道输送机构的两端,所述双通道输送机构包括头部段和中部段以及尾部段,所述头部段和所述中部段以及所述尾部段分别设于所述第一工位台和所述第二工位台以及所述第三工位台上;所述组装流线还包括设于所述第一工位台上的物料供给机构,和将位于所述物料供给机构上的工件移至位于所述头部段上的载具中的取料机构;所述组装流线还包括将磁铁装入位于载具上的工件内的磁铁上料机构,所述磁铁上料机构设于所述第二工位台上;所述组装流线还包括对位于工件上的磁铁进行点胶固定的点胶机构,所述点胶机构设于所述第三工位台上。
4、本发明所述的tws上下内壳配件组装流线及其组装方法,其中,所述物料供给机构包括安装架、载台和托顶组件;所述安装架上设有驱动所述载台直线往复移动的第一直线驱动单元,所述托顶组件设有两个且分别设置在所述载台的左右两侧,所述托顶组件包括上下排布的第一托板和第二托板,所述第一托板和所述第二托板上朝向所述载台的一端分别设有第一延伸部和第二延伸部,所述第二延伸部的长度大于所述第一延伸部的长度,所述第一延伸部和所述第二延伸部上均设有朝向所述载台的斜面;所述第二托板的下方设有驱动所述第一托板升降的升降单元,所述升降机构通过固定组件与所述第二托板固定连接,所述第二托板上设有供所述升降单元的活动端子穿过的活动孔;所述物料供给机构还包括驱动所述第二托板朝向或背离所述载台往复移动的第二驱动单元。
5、本发明所述的tws上下内壳配件组装流线及其组装方法,其中,所述物料供给机构还包括对所述第二托板的往复运动进行导向的导向组件,所述导向组件设有两个且分别设于所述第二托板的两端的下方,所述第二驱动单元设于所述导向单元的下方。
6、本发明所述的tws上下内壳配件组装流线及其组装方法,其中,所述组装流线还包括空盘回收机构,所述物料供给机构和所述空盘回收机构分别位于所述第一直线驱动单元的前后两端,所述空盘回收机构包括两水平相对的竖直安装板,以及分别设于两所述竖直安装板的相对侧壁上并用于上顶料盘的顶升单元,所述顶升单元包括顶板,和驱动所述顶板上下移动的顶升气缸;所述载台上对应所述顶板设有避让窗口,所述第一直线驱动单元位于两所述竖直安装板之间,两所述竖直安装板之间形成供所述载台往复移动的活动腔。
7、本发明所述的tws上下内壳配件组装流线及其组装方法,其中,所述载具倒转机构包括沿垂直流水方向设于所述双通道输送机构上方的第二直线驱动单元,和设于所述第二直线驱动单元的活动端子上的推板,以及供载具从所述双通道输送机构的其中一个通道上滑动进入另一个通道上的转接板。
8、本发明所述的tws上下内壳配件组装流线及其组装方法,其中,所述取料机构包括设于所述双通道输送机构和所述物料供给机构之间的位置校准台、将位于所述物料供给机构上的工件移至所述位置校准台上的第一拾取机械手,和将经过位置校准的工件移至位于所述双通道输送机构上的载具上的第二拾取机械手;所述位置校准台上设有定位工件的定位槽。
9、本发明所述的tws上下内壳配件组装流线及其组装方法,其中,所述磁铁上料机构包括固定弹夹仓的弹仓架,和用于吸附弹夹仓内的磁铁工件的活动取料臂,以及驱动所述活动取料臂沿朝向或背离所述弹仓架移动的第三直线驱动单元;所述磁铁上料机构还包括将位于所述取料臂上的磁铁移至位于所述双通道输送机构上的载具上方的第三拾取机械手。
10、本发明所述的tws上下内壳配件组装流线及其组装方法,其中,所述点胶机构包括点胶机械手和胶水固化灯;所述点胶机械手和所述胶水固化灯均设于所述双通道输送机构的上方,所述胶水固化灯上设有面罩。
11、本发明所述的tws上下内壳配件组装流线及其组装方法,其中,所述组装流线还包括将经过点胶固化后的工件移出载具的下料机构,所述下料机构包括下料拾取机械手,和用于接收输送下料机械手上的工件并输送至下一工位的下料输送带。
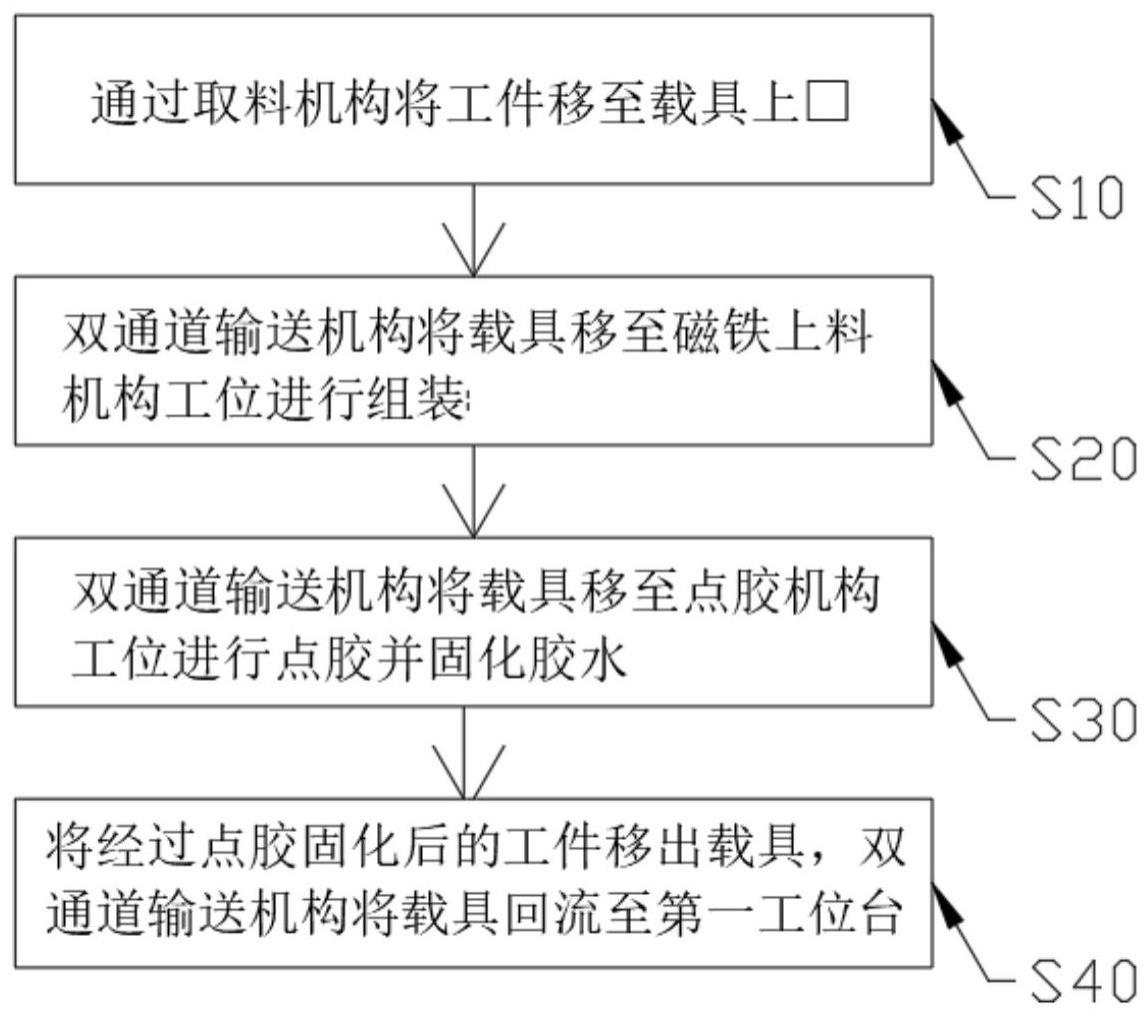
12、此外,还提供一种tws上下内壳配件组装流线的组装方法,所述方法包括以下步骤:
13、通过所述取料机构将工件移至载具上;
14、所述双通道输送机构将载具移至磁铁上料机构工位进行组装;
15、所述双通道输送机构将载具移至点胶机构工位进行点胶并固化胶水;
16、将经过点胶固化后的工件移出载具,所述双通道输送机构将载具回流至第一工位台。
17、本发明的有益效果在于:本发明可实现tws上下内壳与磁铁的自动组装加工生产,效率搞,人工成本以及劳动强度均得到极大的降低,在大批量生产阶段可保证产品的合格率,此外,本线体整线设计采用柔性线体,可以将其中的任意一个工位台分离出来改造,或增加机台工位,或改变工艺顺序都可以调整机台衔接布局,适应性强。
技术特征:
1.一种tws上下内壳配件组装流线,其特征在于,该组装流线包括沿流线方向依次设置的第一工位台、第二工位台和第三工位台;所述组装流线还包括沿流水方向设置的并用于输送载具的双通道输送机构,所述组装流线还包括将位于所述双通道输送机构的其中一个通道上的载具移至另一个通道上的载具倒转机构,所述载具倒转机构设有两个且分别设于所述双通道输送机构的两端,所述双通道输送机构包括头部段和中部段以及尾部段,所述头部段和所述中部段以及所述尾部段分别设于所述第一工位台和所述第二工位台以及所述第三工位台上;所述组装流线还包括设于所述第一工位台上的物料供给机构,和将位于所述物料供给机构上的工件移至位于所述头部段上的载具中的取料机构;所述组装流线还包括将磁铁装入位于载具上的工件内的磁铁上料机构,所述磁铁上料机构设于所述第二工位台上;所述组装流线还包括对位于工件上的磁铁进行点胶固定的点胶机构,所述点胶机构设于所述第三工位台上。
2.根据权利要求1所述的tws上下内壳配件组装流线,其特征在于,所述物料供给机构包括安装架、载台和托顶组件;所述安装架上设有驱动所述载台直线往复移动的第一直线驱动单元,所述托顶组件设有两个且分别设置在所述载台的左右两侧,所述托顶组件包括上下排布的第一托板和第二托板,所述第一托板和所述第二托板上朝向所述载台的一端分别设有第一延伸部和第二延伸部,所述第二延伸部的长度大于所述第一延伸部的长度,所述第一延伸部和所述第二延伸部上均设有朝向所述载台的斜面;所述第二托板的下方设有驱动所述第一托板升降的升降单元,所述升降机构通过固定组件与所述第二托板固定连接,所述第二托板上设有供所述升降单元的活动端子穿过的活动孔;所述物料供给机构还包括驱动所述第二托板朝向或背离所述载台往复移动的第二驱动单元。
3.根据权利要求2所述的tws上下内壳配件组装流线,其特征在于,所述物料供给机构还包括对所述第二托板的往复运动进行导向的导向组件,所述导向组件设有两个且分别设于所述第二托板的两端的下方,所述第二驱动单元设于所述导向单元的下方。
4.根据权利要求2所述的tws上下内壳配件组装流线,其特征在于,所述组装流线还包括空盘回收机构,所述物料供给机构和所述空盘回收机构分别位于所述第一直线驱动单元的前后两端,所述空盘回收机构包括两水平相对的竖直安装板,以及分别设于两所述竖直安装板的相对侧壁上并用于上顶料盘的顶升单元,所述顶升单元包括顶板,和驱动所述顶板上下移动的顶升气缸;所述载台上对应所述顶板设有避让窗口,所述第一直线驱动单元位于两所述竖直安装板之间,两所述竖直安装板之间形成供所述载台往复移动的活动腔。
5.根据权利要求1所述的tws上下内壳配件组装流线,其特征在于,所述载具倒转机构包括沿垂直流水方向设于所述双通道输送机构上方的第二直线驱动单元,和设于所述第二直线驱动单元的活动端子上的推板,以及供载具从所述双通道输送机构的其中一个通道上滑动进入另一个通道上的转接板。
6.根据权利要求1所述的tws上下内壳配件组装流线,其特征在于,所述取料机构包括设于所述双通道输送机构和所述物料供给机构之间的位置校准台、将位于所述物料供给机构上的工件移至所述位置校准台上的第一拾取机械手,和将经过位置校准的工件移至位于所述双通道输送机构上的载具上的第二拾取机械手;所述位置校准台上设有定位工件的定位槽。
7.根据权利要求1所述的tws上下内壳配件组装流线,其特征在于,所述磁铁上料机构包括固定弹夹仓的弹仓架,和用于吸附弹夹仓内的磁铁工件的活动取料臂,以及驱动所述活动取料臂沿朝向或背离所述弹仓架移动的第三直线驱动单元;所述磁铁上料机构还包括将位于所述取料臂上的磁铁移至位于所述双通道输送机构上的载具上方的第三拾取机械手。
8.根据权利要求1所述的tws上下内壳配件组装流线,其特征在于,所述点胶机构包括点胶机械手和胶水固化灯;所述点胶机械手和所述胶水固化灯均设于所述双通道输送机构的上方,所述胶水固化灯上设有面罩。
9.根据权利要求8所述的tws上下内壳配件组装流线,其特征在于,所述组装流线还包括将经过点胶固化后的工件移出载具的下料机构,所述下料机构包括下料拾取机械手,和用于接收输送下料机械手上的工件并输送至下一工位的下料输送带。
10.一种tws上下内壳配件组装流线的组装方法,根据权利要求1-9任一所述的tws上下内壳配件组装流线,其特征在于,所述方法包括以下步骤:
技术总结
本发明涉及一种TWS上下内壳配件组装流线及其组装方法,组装流线包括第一工位台、第二工位台和第三工位台,还包括沿流水方向设置的双通道输送机构和载具倒转机构,双通道输送机构包括头部段和中部段以及尾部段且分别设于第一工位台和第二工位台以及第三工位台上;本组装流线还包括物料供给机构、取料机构、磁铁上料机构和点胶机构,点胶机构设于第三工位台上;本发明可实现TWS上下内壳与磁铁的自动组装加工生产,效率搞,人工成本以及劳动强度均得到极大的降低,在大批量生产阶段可保证产品的合格率,此外,本线体整线设计采用柔性线体,可以将其中的任意一个工位台分离出来改造,或增加机台工位,或改变工艺顺序都可以调整机台衔接布局,适应性强。
技术研发人员:王仕初,姚乾,张德润
受保护的技术使用者:深圳双十科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!