焊接方法及焊接机构与流程
本申请实施例涉及光伏,特别涉及一种焊接方法及焊接机构。
背景技术:
1、太阳能电池是通过光电效应或者光化学效应直接把光能转化成电能的装置。单体太阳电池不能直接发电做电源使用。做电源必须将若干单体电池通过焊带串、并联连接和严密封装成组件后使用。太阳能电池组件(也叫太阳能电池板)是太阳能发电系统中的核心部分,也是太阳能发电系统中最重要的部分。
2、光伏发电是利用半导体界面的光生伏特效应而将光能直接转变为电能的一种技术。光伏组件是太阳能发电的核心单元,通常由n片电池片封装而成,在封装成品的过程中,光伏组件的实际输出功率一般会低于电池片的功率之和,行业内一般用ctm(cell tomodule)来表示组件功率损失的程度。影响ctm值的因素有很多,比如玻璃和封装胶膜对入射光的反射、焊带和汇流条的电阻、不同电流的电池片串联时引起的电流失配损失等。
3、太阳能电池组件的作用是将太阳能转化为电能,或送往蓄电池中存储起来,或推动负载工作。鉴于电池片效率的提升较难,行业内开始着眼降低损耗,提高组件的ctm值。其中针对于汇流条,目前一般有两种方式来降低电阻:1)增宽汇流条:这种方式会影响组件的爬电距离,造成材料的浪费;2)增厚汇流条:这种方式会使得汇流条焊接焊带后的总高度增加,在串焊及层压过程中容易导致电池片破碎,降低了生产效率,同时也会影响到光伏组件的长期可靠性。
技术实现思路
1、本申请实施例提供一种焊接方法及焊接机构,至少有利于提高光伏组件的性能。
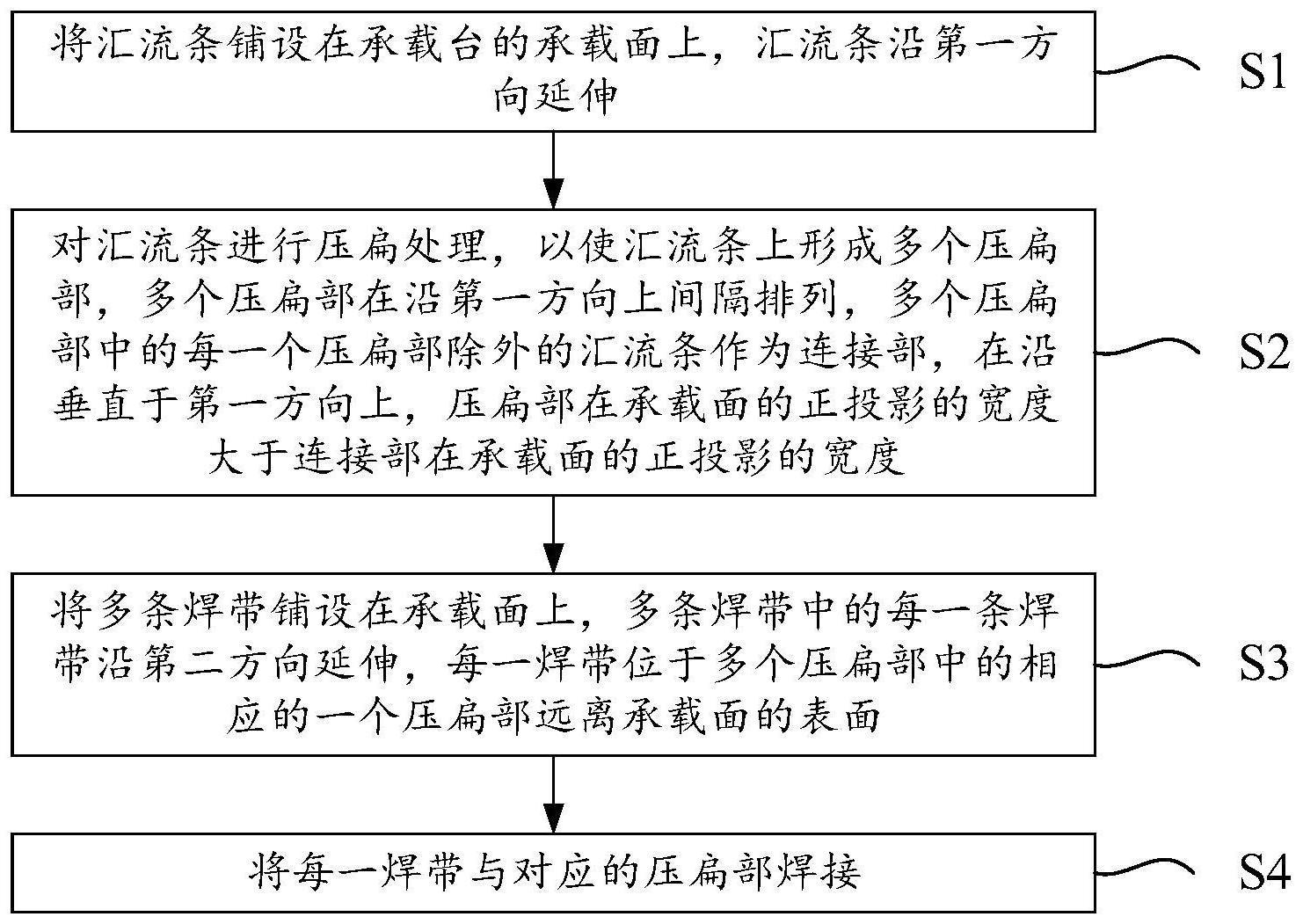
2、根据本申请一些实施例,本申请实施例一方面提供一种焊接方法,包括:将汇流条铺设在承载台的承载面上,汇流条沿第一方向延伸;对汇流条进行压扁处理,以使汇流条上形成多个压扁部,多个压扁部在沿第一方向上间隔排列,多个压扁部中的每一个压扁部除外的汇流条作为连接部,在沿垂直于第一方向上,压扁部在承载面的正投影的宽度大于连接部在承载面的正投影的宽度;将多条焊带铺设在承载面上,多条焊带中的每一条焊带沿第二方向延伸,每一焊带位于多个压扁部中的相应的一个压扁部远离承载面的表面;将每一焊带与对应的压扁部焊接。
3、在一些实施例中,对汇流条进行压扁处理,包括:在沿垂直于承载面的方向上,每一压扁部的厚度大于等于连接部的厚度的1/3。
4、在一些实施例中,在沿第一方向上,每一压扁部在承载面的正投影的宽度大于等于焊带在承载面的正投影的宽度。
5、在一些实施例中,将多条焊带铺设在承载面上之前,包括:对每一焊带进行拍扁处理,以使每一焊带上形成拍扁部,每一焊带中除拍扁部以外的焊带作为本体部,且在沿垂直于第二方向上,每一焊带的拍扁部在承载面的正投影宽度大于对应的本体部在承载面的正投影宽度;将多条焊带铺设在承载面上,包括:将每一焊带的拍扁部置于对应的一个压扁部远离承载台的表面;将每一焊带与相应的压扁部焊接,包括:将每一焊带的拍扁部与对应的压扁部焊接。
6、在一些实施例中,对每一焊带进行拍扁处理,包括:在沿垂直于承载面的方向上,每一焊带的拍扁部的厚度与对应的压扁部的厚度之和小于等于连接部的厚度或者焊带对应的本体部的厚度。
7、在一些实施例中,将每一焊带与对应的压扁部焊接之后,还包括:对每一焊带与对应的压扁部焊接形成的焊接区域进行平整化处理,每一焊带的拍扁部与对应的压扁部共同构成焊接区域。
8、在一些实施例中,在沿垂直于承载面的方向上,每一焊接区域的厚度小于等于连接部的厚度或者焊接区域对应的本体部的厚度。
9、根据本申请一些实施例,本申请实施例另一方面还提供一种焊接机构,包括:承载台,承载台具有用于承载汇流条和焊带的承载面;压扁工装,压扁工装包括主体部和多个凸出部,主体部具有朝向承载面的施力面,多个凸出部中的每一凸出部位于主体部的施力面,且多个凸出部在沿第一方向上间隔排列;移动组件,移动组件用于夹持压扁工装,以带动压扁工装至少可以沿垂直于承载面的方向上下移动;焊接组件,焊接组件用于将汇流条和焊带进行焊接。
10、在一些实施例中,主体部的形状为圆柱体,以圆柱体的侧壁面作为施力面,以沿圆柱体的中心轴旋转的方向作为第一方向;移动组件在沿圆柱体中心轴线的方向夹持主体部的两端,移动组件还可以带动压扁工装沿平行于承载面且垂直于圆柱体中心轴线的方向前后移动。
11、在一些实施例中,主体部的施力面上具有多个第一卡槽,多个第一卡槽中的每一第一卡槽沿垂直于第一方向延伸;每一凸出部朝向主体部的一侧表面具有第一凸起,每一凸出部的第一凸起沿垂直于第一方向可移动的设置于对应的一个第一卡槽中;和/或,主体部的施力面上具有第二卡槽,第二卡槽沿第一方向延伸;每一凸出部朝向主体部的一侧表面具有第二凸起,每一凸出部的第二凸起沿第一方向可移动的设置于第二卡槽中。
12、本申请实施例提供的技术方案至少具有以下优点:本申请实施例提供的焊接方法,通过将汇流条铺设于承载台的承载面上,并对汇流条进行压扁处理,使汇流条上形成多个压扁部,则在沿垂直于承载面上汇流条的压扁部厚度降低,但是在垂直于第一方向x上,压扁部的宽度增加,也就是说,压扁部在承载面上的投影面积相对于未进行压扁处理之前增加。进一步地,在后续铺设焊带时,焊带与汇流条的压扁部接触面积增加,以此可以提高焊带与汇流条的电传输性能,有利于提高光伏组件的性能。此外,由于压扁部在垂直于承载面上的厚度降低,则当焊带铺设在压扁部之后,焊带的厚度与压扁部的厚度相较于未进行压扁处理之前降低,进而在后续叠焊和层压工艺过程中,可以避免焊带在与压扁部交叠处的顶面相对于承载面的高度过高造成电池片碎片,有利于提高光伏组件的制造效率和良率。
技术特征:
1.一种焊接方法,其特征在于,包括:
2.根据权利要求1所述的焊接方法,其特征在于,所述对所述汇流条进行压扁处理,包括:
3.根据权利要求1所述的焊接方法,其特征在于,在沿所述第一方向上,每一所述压扁部在所述承载面的正投影的宽度大于等于所述焊带在所述承载面的正投影的宽度。
4.根据权利要求1所述的焊接方法,其特征在于,所述将所述多条焊带铺设在所述承载面上之前,包括:
5.根据权利要求4所述的焊接方法,其特征在于,所述对每一所述焊带进行拍扁处理,包括:
6.根据权利要求1或4所述的焊接方法,其特征在于,所述将每一所述焊带与对应的所述压扁部焊接之后,还包括:
7.根据权利要求6所述的焊接方法,其特征在于,在沿垂直于所述承载面的方向上,每一所述焊接区域的厚度小于等于所述连接部的厚度或者所述焊接区域对应的所述本体部的厚度。
8.一种焊接机构,其特征在于,包括:
9.根据权利要求8所述的焊接机构,其特征在于,
10.根据权利要求8或9所述的焊接机构,其特征在于,所述主体部的所述施力面上具有多个第一卡槽,所述多个第一卡槽中的每一第一卡槽沿垂直于第一方向延伸;每一所述凸出部朝向所述主体部的一侧表面具有第一凸起,每一所述凸出部的所述第一凸起沿垂直于第一方向可移动的设置于对应的一个所述第一卡槽中;和/或,所述主体部的所述施力面上具有第二卡槽,所述第二卡槽沿所述第一方向延伸;每一所述凸出部朝向所述主体部的一侧表面具有第二凸起,每一所述凸出部的所述第二凸起沿所述第一方向可移动的设置于所述第二卡槽中。
技术总结
本申请实施例提供一种焊接方法及焊接机构,焊接方法包括:将汇流条铺设在承载台的承载面上,汇流条沿第一方向延伸;对汇流条进行压扁处理,以使汇流条上形成多个压扁部,多个压扁部在沿第一方向上间隔排列,多个压扁部中的每一个压扁部除外的汇流条作为连接部,在沿垂直于第一方向上,压扁部在承载面的正投影的宽度大于连接部在承载面的正投影的宽度;将多条焊带铺设在承载面上,多条焊带中的每一条焊带沿第二方向延伸,每一焊带位于多个压扁部中的相应的一个压扁部远离承载面的表面;将每一焊带与对应的压扁部焊接。本申请实施例提供的焊接机构至少有利于提高光伏组件的性能。
技术研发人员:陶武松,王路闯,胡涛涛
受保护的技术使用者:晶科能源股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!