一种封闭形状工件的内孔倒角装置及其使用方法
本发明涉及机加工,特别是涉及一种封闭形状工件的内孔倒角装置及其使用方法。
背景技术:
1、内孔倒角是加工过程中比较难的操作,因此在设计上大多数情况会回避这样的结构。但是,内孔倒角结构对零件的简化有积极的意义,因此在枪械设计中会采用这样的设计。
2、内孔倒角通常有无工艺孔和有工艺孔两种加工方法,无工艺孔的加工方法为借助拐弯的倒角工具,但是这种方法刚度较差,切削能力弱、加工精度不高,而且不能加工硬质的材料或加工深度较深的倒角。
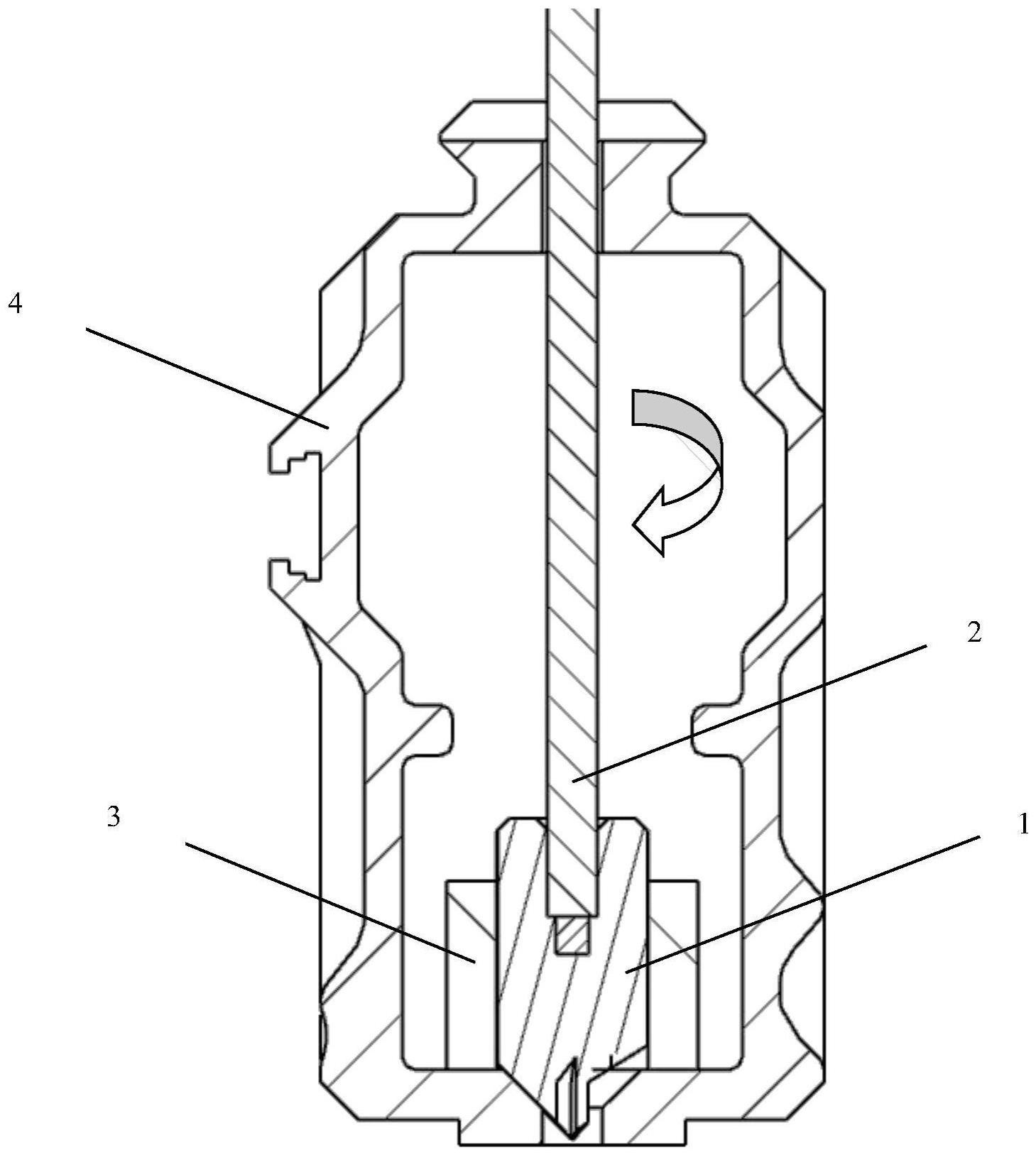
3、有工艺孔的加工方法主要有两种,一种是使用弹性的刀具,刀具穿过工艺孔后在弹性的作用下张开,使刀具的回转直径大于工艺孔直径,进而可以加工大于工艺孔的倒角。但是这种方法刀具的刚度较低,切削能力弱、加工精度不高,也不能加工倒角直径与工艺孔直径相差过大的倒角。为此,枪械零部件要加工精度较高的倒角还是只能采取工艺孔的直径等于或大于倒角直径的方式。如需要在零件内部加工一个直径为12毫米的倒角,工艺孔的直径就需要等于或大于12毫米,如图1所示。
4、而工艺孔过大破坏了零部件的密封性,尘土容易进入零件内部,因此限制了结构的运用。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种封闭形状工件的内孔倒角装置及其使用方法,具有工艺孔直径小,倒角直径范围大、加工精度高、切削能力强适应各类材料等优点。
2、本发明的目的是这样实现的:
3、一种封闭形状工件的内孔倒角装置,包括:
4、倒角刀,所述倒角刀的刀体尾端沿轴心线依次设有磁铁安装孔、传动杆安装孔,所述磁铁安装孔中固定有磁铁;
5、传动杆,所述传动杆用于配合在传动杆安装孔内,传动杆、传动杆安装孔之间周向定位,用于在倒角过程中传递扭矩,所述磁铁用于磁吸附固定传动杆;
6、倒角刀安装辅具,所述倒角刀安装辅具包括固定连接在一起的圆管、手柄,所述圆管供倒角刀放入,所述手柄用于手持倒角刀安装辅具,并将倒角刀引入工件待加工的倒角位置。
7、优选地,所述磁铁采用过盈配合或粘接的方式与倒角刀的刀体固连。
8、优选地,所述传动杆安装孔为正多边形内孔。
9、优选地,所述传动杆安装孔为正六边形内孔,所述传动杆使用内六角扳手改制。
10、一种封闭形状工件的内孔倒角装置的使用方法,包括以下步骤:
11、s1、在工件壁上从外向内加工出倒角基孔d3,在倒角基孔d3对面的工件壁上加工工艺孔d2,工艺孔d2与倒角基孔d3同轴;
12、s2、在台钻关机状态下,将传动杆装入台钻的夹头上,将工件装夹到位,使工艺孔与传动杆同轴;
13、s3、将倒角刀以切削刃朝下的姿势装入倒角刀安装辅具,并将倒角刀引入工件内部,到位后,倒角刀的切削刃端在重力的作用下落入倒角基孔d3内;
14、s4、在台钻关机状态下,下降夹头及传动杆,使传动杆插入倒角刀上的传动杆安装孔内,倒角刀内的磁铁与传动杆吸合在一起;
15、s5、升起夹头及传动杆,带动倒角刀上升,取出倒角刀安装辅具;
16、s6、台钻开机,加工倒角;
17、s7、使用工具夹住倒角刀,升起夹头及传动杆,传动杆与倒角刀分离,取出倒角刀及传动杆。
18、优选地,工艺孔d2的直径小于倒角基孔d3的直径,传动杆的外接圆直径小于工艺孔d2的直径。
19、由于采用了上述技术方案,本发明通过一个直径较小的工艺孔给零件内部的内孔倒角的方法及工装,具有切削力大对零件结构影响小,能简化零件设计等特点。
技术特征:
1.一种封闭形状工件的内孔倒角装置,其特征在于,包括:
2.根据权利要求1所述的一种封闭形状工件的内孔倒角装置,其特征在于:所述磁铁采用过盈配合或粘接的方式与倒角刀的刀体固连。
3.根据权利要求1所述的一种封闭形状工件的内孔倒角装置,其特征在于:所述传动杆安装孔为正多边形内孔。
4.根据权利要求3所述的一种封闭形状工件的内孔倒角装置,其特征在于:所述传动杆安装孔为正六边形内孔,所述传动杆使用内六角扳手改制。
5.一种权利要求1所述的封闭形状工件的内孔倒角装置的使用方法,其特征在于,包括以下步骤:
6.根据权利要求5所述的一种封闭形状工件的内孔倒角装置的使用方法,其特征在于:工艺孔d2的直径小于倒角基孔d3的直径,传动杆的外接圆直径小于工艺孔d2的直径。
技术总结
本发明公开了一种封闭形状工件的内孔倒角装置及其使用方法,具有工艺孔直径小,倒角直径范围大、加工精度高、切削能力强适应各类材料等优点。包括:倒角刀,所述倒角刀的刀体尾端沿轴心线依次设有磁铁安装孔、传动杆安装孔,所述磁铁安装孔中固定有磁铁;传动杆,所述传动杆用于配合在传动杆安装孔内,传动杆、传动杆安装孔之间周向定位,用于在倒角过程中传递扭矩,所述磁铁用于磁吸附固定传动杆;倒角刀安装辅具,所述倒角刀安装辅具包括固定连接在一起的圆管、手柄,所述圆管供倒角刀放入,所述手柄用于手持倒角刀安装辅具,并将倒角刀引入工件待加工的倒角位置。
技术研发人员:刘科言,汤宝平,李东昊,石琳,宋伟,杨付洪,王自勇,阳嗣鸿,李小平,来鑫,黄建,幸宁波
受保护的技术使用者:重庆大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!