一种滑板堆焊装置及使用其进行堆焊的方法与流程
本发明属于机械加工领域,涉及一种滑板堆焊装置及堆焊的方法。
背景技术:
1、目前,滑板的生产步骤如下:1.先将滑板与工装焊接在一起(四周段焊);2.整体进入加热炉进行加热;3.达到技术要求温度后,整体吊装到焊接设备处进行堆焊;4.堆焊完成后将滑体与工装切割分离,并将滑板四周余量切除;5.将滑板转运至校平设备进行校平;6.然后送到金加工车间进行加工。上述生产步骤的缺点是:一、在堆焊过程中由于滑板受热变形,滑板焊接完成后的平面度有较大的偏差,需要经过校平工序,生产步骤长;二、由于滑板受热变形,因此在堆焊前滑板的四周及厚度留一定加工余量,使滑板在原材料采购时增加质量约占产品质量的30%-40%。极大地浪费材料,增加企业制造成本。
技术实现思路
1、本发明所要解决的问题是提供一种滑板堆焊装置,它可以有效减小滑板在堆焊受热发生的整体变形,控制了滑板的平面度、省掉了校平工序,保证滑板堆焊后的成品质量,同时降低了采购成本。另外,它能夹紧不同规格的滑板和成型工装,应用范围广。同时,本发明还提供了使用滑板堆焊装置进行堆焊的方法,大大提高了工作效率。
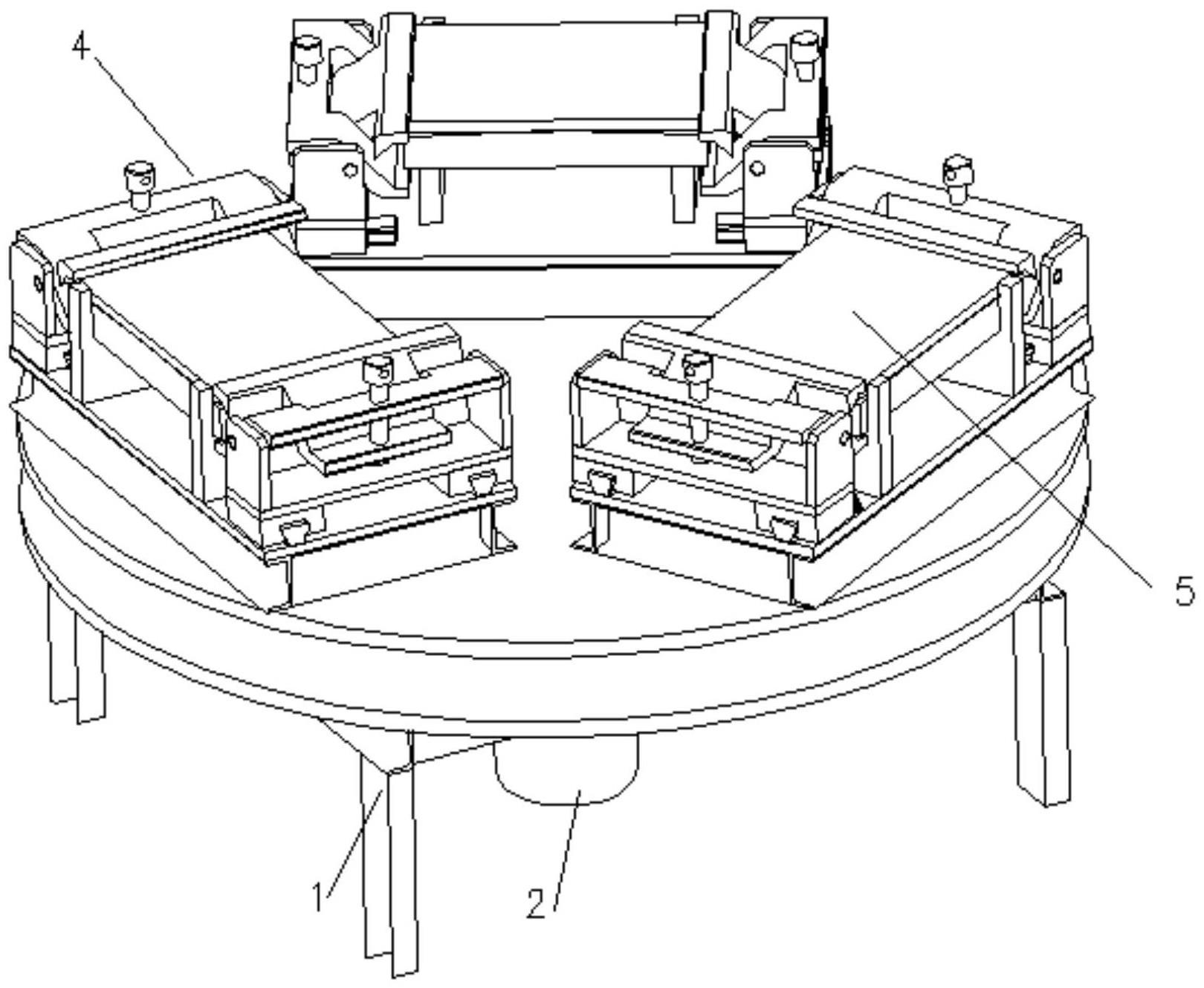
2、本发明一种滑板堆焊装置,它包括工作台、驱动机构、回转平台、多个焊接夹具;驱动机构、回转平台分别安装在工作台的下面和上面,回转平台与驱动机构连接;多个焊接夹具固定在回转平台上;滑板放置在焊接夹具上。
3、进一步地,焊接夹具优选为三个,三个焊接夹具均布在回转平台上,焊接夹具随着回转平台转动。
4、进一步地,三个焊接夹具中:一个用于预装配、一个用于堆焊、一个用于焊后冷却。
5、进一步地,每个焊接夹具均包括底座、左右两块定位板、成型工装、左右两个夹紧单元;两块定位板固定在底座的上面且左右对称设置,成型工装放置在左右两块定位板的凹槽中,滑板放置在成型工装的上面,两个夹紧单元对称地设置在左右两块定位板的外侧且夹紧成型工装和滑板。
6、进一步地,成型工装与滑板接触的那个面为上凸面。
7、进一步地,每个夹紧单元包括支撑框架、上压板、下压板、手柄,支撑框架固定在底座上,上压板、下压板两者交叉设置,手柄从下压板的连接部、上压板的连接部穿过后压紧在支撑框架的底板上,上压板的夹紧部和下压板的夹紧部夹紧滑板和成型工装。
8、进一步地,下压板的连接部的两端通过小轴段与支撑框架的前后面板连接,上压板从下压板中部的槽中穿过,上压板的夹紧部位于下压板的夹紧部的上面,上压板的连接部位于下压板的连接部的下面。
9、进一步地,每个夹紧单元还包括前后两条直线导轨,两条直线导轨前后对称设置,支撑框架设置在直线导轨上并沿直线导轨左右移动。
10、本发明一种使用滑板堆焊装置进行堆焊的方法:一、在位于预装配位置的第一个焊接夹具上安装好第一个滑板和成型工装,回转平台转动使第一个滑板到达堆焊焊接设备位置、第二个焊接夹具到达预装配位置;二、在对第一个滑板进行堆焊的时候,在第二个焊接夹具上安装好第二个滑板和成型工装;三、第一个滑板堆焊好后,回转平台转动使第一个滑板离开堆焊位置、第二个滑板到达堆焊焊接设备位置、第三个焊接夹具到达预装配位置;四、在对第二个滑板进行堆焊的时候,在第三个焊接夹具上安装好第三个滑板和成型工装,此时第一个滑板进行焊后冷却;五、第二个滑板焊接好后,回转平台转动使第一个滑板再次到达预装配位置、第二个滑板离开堆焊位置、第三个滑板到达堆焊焊接设备位置;六、在对第三个滑板进行堆焊的时候,将第一个焊接夹具上的第一个滑板取下后放入新的一个滑板,此时第二个滑板进行焊后冷却;七、依此循环,实现多个滑板的堆焊。
11、进一步地,在使用夹紧单元安装滑板和成型工装时,先转动手柄将上压板的夹紧部和下压板的夹紧部之间的距离增大,以满足成型工装和滑板能够同时进入上下压板的夹紧部之间;再将成型工装放置到两块定位板上、滑板放置到成型工装上;然后再通过转动手柄将上压板的夹紧部和下压板的夹紧部之间的距离减少,使上下压板的夹紧部夹紧滑板和成型工装,同时使成型工装的上凸面和滑板紧密压紧在一起。
12、本发明滑板堆焊装置和方法的优点是:一、通过成型工装的上凸面,可以很好地防止滑板在焊接时向下变形,保证了滑板的平面度,省掉了校平工序,降低了制造成本;二、通过夹紧单元的夹紧,可以很好地防止滑板在长宽方向上的变形;因此在滑板毛坯采购时减少了两侧余量,降低了采购成本;三、成型工装的规格根据不同规格的滑板进行选择,两个夹紧单元之间的距离可调,能夹紧不同规格的滑板和成型工装,应用范围广;四、三组焊接夹具达到预装、堆焊、焊后冷却工作节奏的平衡,满足产品质量要求,大大提高了工作效率。
技术特征:
1.一种滑板堆焊装置,其特征是:它包括工作台(1)、驱动机构(2)、回转平台(3)、多个焊接夹具(4);驱动机构(2)、回转平台(3)分别安装在工作台(1)的下面和上面,回转平台(3)与驱动机构(2)连接;多个焊接夹具(4)固定在回转平台(3)上;滑板(5)放置在焊接夹具(4)上。
2.根据权利要求1所述的一种滑板堆焊装置,其特征是:焊接夹具(4)优选为三个,三个焊接夹具(4)均布在回转平台(3)上,焊接夹具(4)随着回转平台(3)转动。
3.根据权利要求2所述的一种滑板堆焊装置,其特征是:三个焊接夹具(4)中:一个用于预装配、一个用于堆焊、一个用于焊后冷却。
4.根据权利要求1所述的一种滑板堆焊装置,其特征是:每个焊接夹具(4)均包括底座(41)、左右两块定位板(42)、成型工装(43)、左右两个夹紧单元(44);两块定位板(42)固定在底座(41)的上面且左右对称设置,成型工装(43)放置在左右两块定位板(42)的凹槽中,滑板(5)放置在成型工装(43)的上面,两个夹紧单元(44)对称地设置在左右两块定位板(42)的外侧且夹紧成型工装(43)和滑板(5)。
5.根据权利要求4所述的一种滑板堆焊装置,其特征是:成型工装(43)与滑板(5)接触的那个面为上凸面。
6.根据权利要求4所述的一种滑板堆焊装置,其特征是:每个夹紧单元(44)包括支撑框架(441)、上压板(442)、下压板(443)、手柄(444),支撑框架(441)固定在底座(41)上,上压板(442)、下压板(443)两者交叉设置,手柄(444)从下压板(443)的连接部、上压板(442)的连接部穿过后压紧在支撑框架(441)的底板上,上压板(442)的夹紧部和下压板(443)的夹紧部夹紧滑板(5)和成型工装(43)。
7.根据权利要求6所述的一种滑板堆焊装置,其特征是:下压板(443)的连接部的两端通过小轴段与支撑框架(441)的前后面板连接,上压板(442)从下压板(443)中部的槽中穿过,上压板(442)的夹紧部位于下压板(443)的夹紧部的上面,上压板(442)的连接部位于下压板(443)的连接部的下面。
8.根据权利要求6所述的一种滑板堆焊装置,其特征是:每个夹紧单元(44)还包括前后两条直线导轨(445),两条直线导轨(445)前后对称设置,支撑框架(441)设置在直线导轨(445)上并沿直线导轨(445)左右移动。
9.一种使用滑板堆焊装置进行堆焊的方法,其特征是:一、在位于预装配位置的第一个焊接夹具上安装好第一个滑板和成型工装,回转平台转动使第一个滑板到达堆焊焊接设备位置、第二个焊接夹具到达预装配位置;二、在对第一个滑板进行堆焊的时候,在第二个焊接夹具上安装好第二个滑板和成型工装;三、第一个滑板堆焊好后,回转平台转动使第一个滑板离开堆焊位置、第二个滑板到达堆焊焊接设备位置、第三个焊接夹具到达预装配位置;四、在对第二个滑板进行堆焊的时候,在第三个焊接夹具上安装好第三个滑板和成型工装,此时第一个滑板进行焊后冷却;五、第二个滑板焊接好后,回转平台转动使第一个滑板再次到达预装配位置、第二个滑板离开堆焊位置、第三个滑板到达堆焊焊接设备位置;六、在对第三个滑板进行堆焊的时候,将第一个焊接夹具上的第一个滑板取下后放入新的一个滑板,此时第二个滑板进行焊后冷却;七、依此循环,实现多个滑板的堆焊。
10.根据权利要求9所述的方法,其特征是:在使用夹紧单元安装滑板和成型工装时,先转动手柄将上压板的夹紧部和下压板的夹紧部之间的距离增大,以满足成型工装和滑板能够同时进入上下压板的夹紧部之间;再将成型工装放置到两块定位板上、滑板放置到成型工装上;然后再通过转动手柄将上压板的夹紧部和下压板的夹紧部之间的距离减少,使上下压板的夹紧部夹紧滑板和成型工装,同时使成型工装的上凸面和滑板紧密压紧在一起。
技术总结
本发明公开了一种滑板堆焊装置,它包括工作台、驱动机构、回转平台、多个焊接夹具;驱动机构、回转平台分别安装在工作台的下面和上面,回转平台与驱动机构连接;多个焊接夹具固定在回转平台上;滑板放置在焊接夹具上。其中,焊接夹具优选为三个:一个用于预装配、一个用于堆焊、一个用于焊后冷却,三个焊接夹具均布在回转平台上,焊接夹具随着回转平台转动。本发明同时公开了使用滑板堆焊装置进行堆焊的方法。本发明滑板堆焊装置可以有效减小滑板在堆焊受热发生的整体变形,控制了滑板的平面度、省掉了校平工序,保证滑板堆焊后的成品质量,同时降低了采购成本。
技术研发人员:唐开国,杨晓红,朱长江,吕美丽
受保护的技术使用者:泰尔重工股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!