一种红套内缸抽汽环腔之间轴向间隙的控制方法与流程
本发明涉及一种轴向间隙的控制方法,具体涉及一种红套内缸抽汽环腔之间轴向间隙的控制方法。
背景技术:
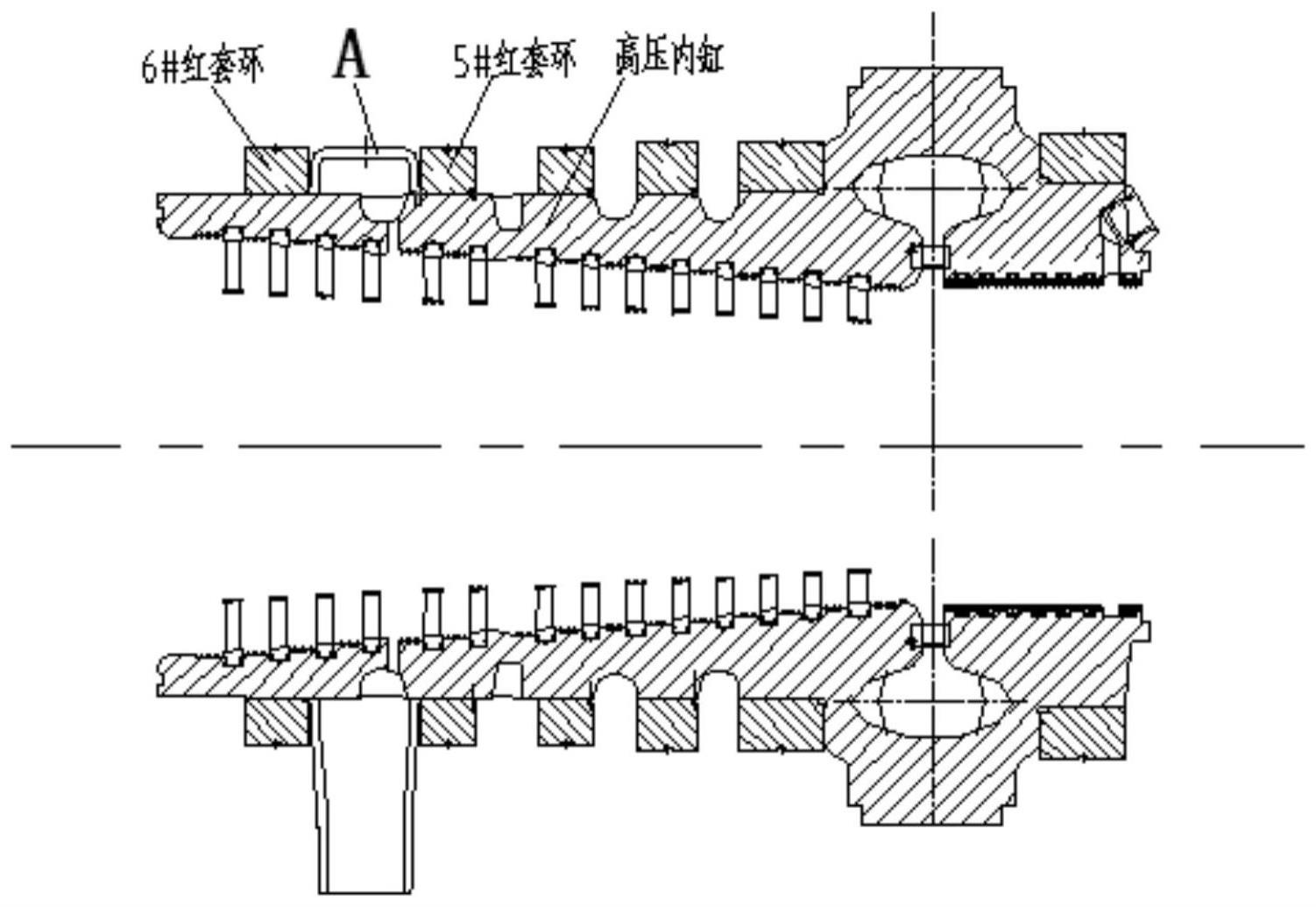
1、新百万及新66万火电项目的汽轮机组,一般采用红套高压内缸结构,高压内缸设置有抽汽环腔结构,抽汽环腔采用整圈结构,套装至高压内缸上,同时,抽汽环腔的两端与过盈套装的红套环配合,采用端面密封形式,要求轴向配合面无间隙。但现有红套高压内缸结构在装配时,因红套环加热后套装时属于高温膨胀状态,冷却后经常出现轴向间隙超差情况,容易导致红套内缸与抽汽环腔之间的轴向配合面有间隙,进而存在漏气、环腔破损的问题。
2、综上所述,现有的红套高压内缸结构在装配时,容易导致红套内缸与抽汽环腔之间的轴向配合面有间隙,进而存在漏气、环腔破损的问题。
技术实现思路
1、本发明的目的是为了解决现有的红套高压内缸结构在装配时,容易导致红套内缸与抽汽环腔之间的轴向配合面有间隙,进而存在漏气、环腔破损的问题。进而提供一种红套内缸抽汽环腔之间轴向间隙的控制方法。
2、本发明的技术方案是:一种红套内缸抽汽环腔之间轴向间隙的控制方法,它包括以下步骤:
3、步骤一:抽汽环腔a与两个红套环装配前进行尺寸检查;
4、在抽汽环腔a及红套环套装前,利用外径千分尺测量其配合位置的厚度尺寸,并验证单件平行度;
5、步骤二:模拟装配检查;
6、将5#红套环、抽汽环腔、6#红套环依次由上至下叠放,进行模拟装配检查,检查配合面间隙,保证0.03mm塞尺不入;
7、步骤三:5#红套环的套装;
8、将5#红套环加热,当5#红套环膨胀到一定直径(按套环内孔直径增大3.5mm)后,套装在高压内缸的对应位置,自然冷却至室温;
9、步骤四:抽汽环腔及6#红套环的套装;
10、步骤四一:抽汽环腔及6#红套环加热后,依次套装在高压内缸上;
11、步骤四二:6#红套环安装后,在6#红套环与高压内缸在直径方向仍然具有间隙时,在高压内缸的外圆周侧面上,快速安装6处顶丝工具,并用力矩扳手,拧紧顶丝工具,使抽汽环腔的两端端面与红套环端面之间0间隙,同时使抽汽环腔有一定量的预压缩,至此,实现了红套内缸抽汽环腔之间轴向间隙的控制。
12、进一步地,步骤一中,在对红套环装配前进行尺寸检查的步骤如下:
13、步骤一一:将红套环水平放置,且红套环与抽汽环腔之间的接触面朝上;
14、步骤一二:将红套环的上端面沿其圆周反向上均分8个测量点,按照顺时针的方向,依次为测量位置1、测量位置2、测量位置3、测量位置4、测量位置5、测量位置6、测量位置7和测量位置;
15、步骤一三:采用外径千分尺对步骤一二中的8个测量点分别测量其配合位置的厚度,并判断其是否符合装配要求。
16、进一步地,步骤四二中的顶丝工具包括l形连接板和顶丝,l形连接板的一个平面上开设有两个螺纹孔,并通过螺栓安装在高压内缸上,l形连接板的另一个平面上开设有顶丝孔,顶丝安装在顶丝孔上,且顶丝的端部顶设在6#红套环的端面上。
17、进一步地,步骤四二中的6个顶丝工具在圆周方向均布在高压内缸上。
18、进一步地,步骤四二中的6个顶丝工具以高压内缸的纵剖截面为切分平面,顶丝的拧紧力矩分别为:
19、左1顶丝工具的拧紧力矩为1800n·m;
20、右2顶丝工具的拧紧力矩为1800n·m;
21、左上3顶丝工具的拧紧力矩为1300n·m;
22、右上4顶丝工具的拧紧力矩为1300n·m;
23、左下5顶丝工具的拧紧力矩为1300n·m;
24、右下6顶丝工具的拧紧力矩为1800n·m。
25、本发明与现有技术相比具有以下效果:
26、1、本发明根据现有装配模式,抽汽环腔、红套环安装工艺过程进行方案优化,通过理论计算、多次试验验证等手段,掌握顶丝工具顶紧力矩与冷却后抽汽环腔轴向间隙关系。对顶丝顶紧力进行参数化控制,保证抽汽环腔及红套环安装后轴向间隙合格。在甘电投常乐项目装配时进行方案验证,验证了该方案可行性,形成了一种用于该新型结构的抽汽环腔轴向间隙控制方案,为公司后续同类型结构机组安装提供技术保障。
27、2、本发明在装配后实测抽汽环腔与套环轴向间隙0.03塞尺不入,满足设计要求。形成了一种针对抽汽环腔轴向间隙控制方案,保证了产品质量,避免因安装不合格造成的漏汽、环腔破损等质量问题。
技术特征:
1.一种红套内缸抽汽环腔之间轴向间隙的控制方法,其特征在于:它包括以下步骤:
2.根据权利要求1所述的一种红套内缸抽汽环腔之间轴向间隙的控制方法,其特征在于:步骤一中,在对红套环装配前进行尺寸检查的步骤如下:
3.根据权利要求2所述的一种红套内缸抽汽环腔之间轴向间隙的控制方法,其特征在于:步骤四二中的顶丝工具包括l形连接板(b)和顶丝(c),l形连接板(b)的一个平面上开设有两个螺纹孔,并通过螺栓安装在高压内缸上,l形连接板(b)的另一个平面上开设有顶丝孔,顶丝(c)安装在顶丝孔上,且顶丝(c)的端部顶设在6#红套环的端面上。
4.根据权利要求1或3所述的一种红套内缸抽汽环腔之间轴向间隙的控制方法,其特征在于:步骤四二中的6个顶丝工具在圆周方向均布在高压内缸上。
5.根据权利要求1所述的一种红套内缸抽汽环腔之间轴向间隙的控制方法,其特征在于:步骤四二中的6个顶丝工具以高压内缸的纵剖截面为切分平面,顶丝c的拧紧力矩分别为:
技术总结
一种红套内缸抽汽环腔之间轴向间隙的控制方法,它涉及一种轴向间隙的控制方法。本发明为了解决现有的红套高压内缸结构在装配时,红套内缸与抽汽环腔之间的轴向配合面有间隙,存在漏气、环腔破损的问题。本发明步骤一:抽汽环腔与两个红套环装配前尺寸检查;步骤二:模拟装配检查;步骤三:5#红套环的套装;步骤四:抽汽环腔及6#红套环的套装;步骤四一:抽汽环腔及6#红套环加热后,依次套装在高压内缸上;步骤四二:在6#红套环与高压内缸在直径方向仍然具有间隙时,在高压内缸的外圆周侧面上,安装6处顶丝工具,拧紧顶丝工具,使抽汽环腔的两端端面与红套环端面之间0间隙,同时使抽汽环腔有一定量的预压缩。本发明用于轴向间隙的控制。
技术研发人员:倪利伟,马晓辉,于明哲,李嘉磊,赵瑜,孙健,刘孝天,吕昭易,闵国宇,李长亮,章松
受保护的技术使用者:哈尔滨汽轮机厂有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!