基于无线测温的搅拌摩擦焊缝成形质量预测方法及系统
本发明属于摩擦焊接,尤其涉及一种基于无线测温的搅拌摩擦焊缝成形质量预测方法及系统。
背景技术:
1、本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
2、伴随着现代工业的不断发展,在船舶制造、交通运输、航空航天、海洋工程、石油化工等领域,为了满足节约资源、轻量化、减少成本、多种工况作业、提高服役寿命等要求,同种材料或异种材料之间的可靠连接越来越受到了相关行业的关注。搅拌摩擦焊作为一种新型的固态连接方法,有效解决了传统熔焊易出现气孔、热裂纹等缺陷的问题,在铝合金、镁合金、钛合金等材料的焊接中有着巨大优势,被广泛应用航空航天、高速列车、船舶制造等领域。
3、由于搅拌摩擦焊自身焊接工艺的特点,在焊接过程中受到顶锻力和轴肩摩擦力的较大影响,需要对工件进行装夹固定,而夹具对工件施加的夹持力通常较大,容易导致变形;另外,焊接工艺参数的设置,对于焊接过程中材料的流动性有着巨大影响,而材料的流动性直接影响着焊缝的成形质量。为了提高焊接效率,焊接速度往往设置过大,导致焊接过程中材料温度较低,流动性降低,从而使焊缝产生缺陷。因此,为改善焊缝成形、提高焊接质量、实现焊接自动化,其可靠性的评估方法也需要不断创新,在焊接过程中加入焊缝成形监测有重大意义。基于无线测温来预测搅拌摩擦焊缝成形质量是一种可靠的评估方法。
4、搅拌摩擦焊接过程中产生的缺陷,例如根部未焊透、孔洞、裂纹等,并且由于部分缺陷在某一尺度上具有非常小的特征,目前尚无可靠的无损检测方法。虽然在工程应用中能够采用相对保守的搅拌摩擦焊接参数控制上述缺陷的出现,但是也同时在一定程度上导致搅拌摩擦焊接接头的性能低于最优参数的性能。
5、有研究者设计了一种基于视觉传感的搅拌摩擦焊焊缝成形闭环控制系统,实现了焊接过程中进行焊缝表面实时监测与参数调整。但是由于搅拌摩擦焊接过程的特殊性,无法完全监控焊接过程中内部的材料所发生的变化,只能对焊缝表面进行实时监测与评估,而对于焊缝内部的缺陷有无,则是通过监测焊缝表面的质量来推导,无法对内部缺陷实施直接监测与评估,对于搅拌摩擦焊缝成形质量的监测具有局限性。
6、随着测温技术与无线信号传输技术的不断发展,基于无线测温技术的搅拌摩擦焊接温度监测也逐渐开始发展,有研究者通过红外测温技术实现了搅拌摩擦焊接过程的温度监测,但受限于红外测温技术本身的技术限制,收到环境干扰因素较大,其温度监测结果精度较低,无法满足精确测量焊缝内部温度变化的需求;另外,有研究者利用热电偶对焊接过程进行测温,为了避免高速旋转的搅拌头对热电偶的接触和损毁,通常将热电偶安置在与搅拌头有一定距离的位置,无法直接测量搅拌头与工件界面处的温度变化,并未研究开发出预测出搅拌摩擦焊缝成形质量预测的方法和系统。
技术实现思路
1、为克服上述现有技术的不足,本发明提供了一种基于无线测温的搅拌摩擦焊缝成形质量预测方法及系统,通过监测实际焊接过程中搅拌头与工件界面处的温度变化,分析焊缝内部的温度变化曲线,可以直接预测搅拌摩擦焊缝的成形质量,如是否存在孔洞、隧道等缺陷,操作方式简便安全。
2、为实现上述目的,本发明的一个或多个实施例提供了如下技术方案:
3、本发明第一方面提供了一种基于无线测温的搅拌摩擦焊缝成形质量预测方法,包括:
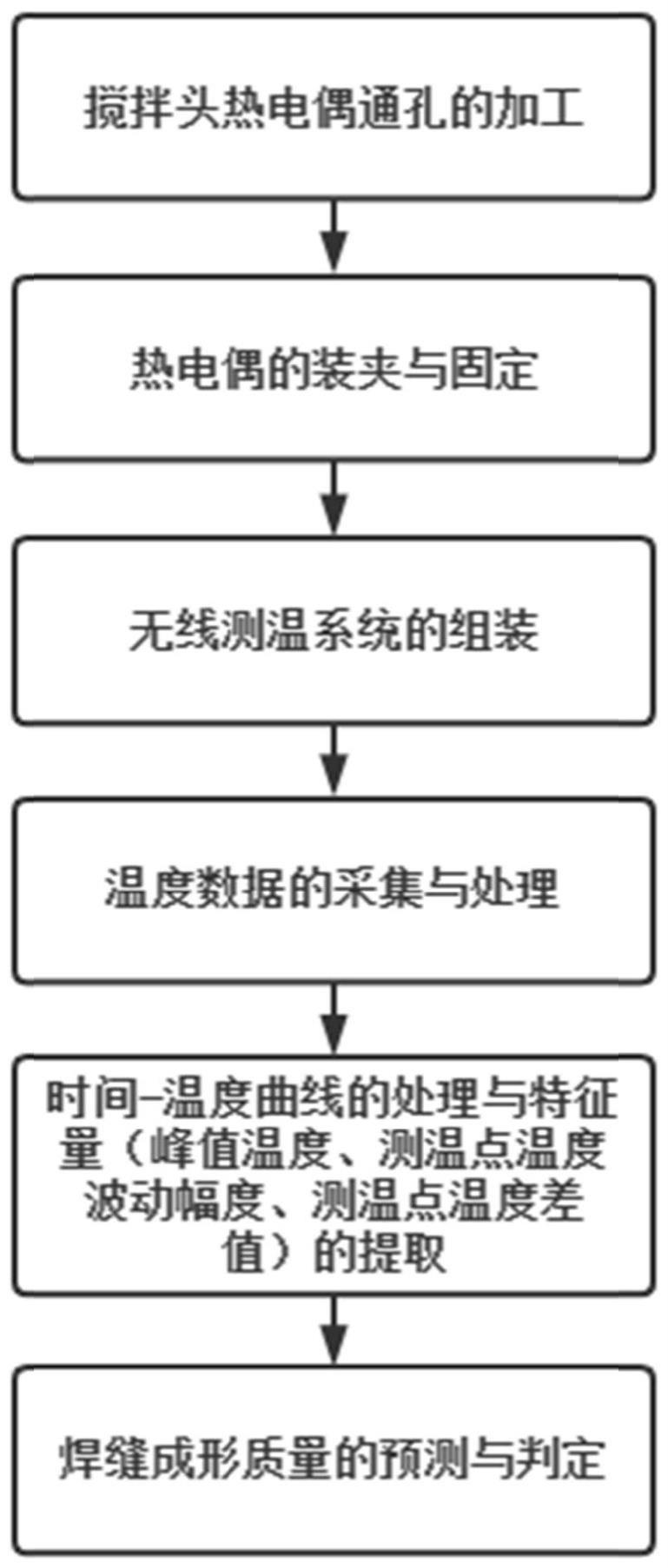
4、在搅拌头上选取两个温度检测点,分别进行加工形成温度检测通孔;
5、在温度检测通孔内安装热电偶;
6、将热电偶与无线测温系统连接,获取搅拌摩擦焊接过程中的温度-时间曲线;
7、选取温度特征量,对焊接稳定阶段的温度-时间曲线进行分析,获得每个温度检测点的温度变化率;
8、利用第一温度变化率对搅拌摩擦焊缝表面成形质量进行预测与判定;
9、利用第二温度变化率对搅拌摩擦焊缝内部成形质量进行预测与判定。
10、本发明第二方面提供了一种基于无线测温的搅拌摩擦焊缝成形质量预测系统,包括:搅拌头、热电偶、无线测温系统和计算终端;
11、所述搅拌头开设两个温度检测通孔,在所述温度检测通孔内安装用于检测搅拌摩擦焊接过程中温度数据的热电偶;
12、所述热电偶与无线测温系统连接,所述无线测温系统用于将温度数据传输给计算终端;
13、所述计算终端被配置为将温度数据整合成温度-时间曲线,对焊接稳定阶段的温度-时间曲线进行分析,获得每个温度检测点的温度变化率;利用第一温度变化率对搅拌摩擦焊缝表面成形质量进行预测与判定;利用第二温度变化率对搅拌摩擦焊缝内部成形质量进行预测与判定。
14、以上一个或多个技术方案存在以下有益效果:
15、(1)本发明利用测温系统中得到的焊缝温度变化曲线,建立焊缝质量与温度变化率之间的关系,预测焊接过程中焊缝缺陷的产生,解决了传统视觉监测方法难以直接预测焊缝内部有无缺陷的问题,通过分析焊接过程中的热循环曲线,直接预测焊接过程中工件内部所发生的变化,评估焊缝质量
16、(2)本发明基于无线测温技术,精准了解焊接过程中焊缝处内部的温度变化,相较于红外测温技术,结果更加准确。
17、本发明附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种基于无线测温的搅拌摩擦焊缝成形质量预测方法,其特征在于,包括:
2.根据权利要求1所述的一种基于无线测温的搅拌摩擦焊缝成形质量预测方法,其特征在于,所述在搅拌头上选取两个温度检测点,分别进行加工形成温度检测通孔,包括:
3.根据权利要求1所述的一种基于无线测温的搅拌摩擦焊缝成形质量预测方法,其特征在于,所述在温度检测通孔内安装热电偶,包括:热电偶测量端需固定在能与工件界面接触的通孔端面,参考端固定在通孔的另一端,使用隔热胶带缠绕,使用高温胶对热电偶进行固定密封。
4.根据权利要求1所述的一种基于无线测温的搅拌摩擦焊缝成形质量预测方法,其特征在于,所述无线测温系统包括集成电路板和供电电源,所述集成电路板印制有热电偶信号放大器、单片机以及无线传输模块;
5.根据权利要求1所述的一种基于无线测温的搅拌摩擦焊缝成形质量预测方法,其特征在于,所述选取温度特征量,对焊接稳定阶段的温度-时间曲线进行分析,获得每个温度检测点的温度变化率,包括:
6.根据权利要求2所述的一种基于无线测温的搅拌摩擦焊缝成形质量预测方法,其特征在于,利用第一温度变化率n1对搅拌摩擦焊缝表面成形质量进行预测与判定,包括:
7.根据权利要求2所述的一种基于无线测温的搅拌摩擦焊缝成形质量预测方法,其特征在于,利用第二温度变化率n2对搅拌摩擦焊缝内部成形质量进行预测与判定,包括:
8.一种基于无线测温的搅拌摩擦焊缝成形质量预测系统,其特征在于,包括:搅拌头、热电偶、无线测温系统和计算终端;
9.根据权利要求8所述的一种基于无线测温的搅拌摩擦焊缝成形质量预测系统,其特征在于,利用第一温度变化率n1对搅拌摩擦焊缝表面成形质量进行预测与判定,包括:
10.根据权利要求8所述的一种基于无线测温的搅拌摩擦焊缝成形质量预测系统,其特征在于,其特征在于,利用第二温度变化率n2对搅拌摩擦焊缝内部成形质量进行预测与判定,包括:
技术总结
本发明提供一种基于无线测温的搅拌摩擦焊缝成形质量预测方法及系统,包括:在搅拌头上选取两个温度检测点分别进行加工形成温度检测通孔;在温度检测通孔内安装热电偶;将热电偶与无线测温系统连接,获取搅拌摩擦焊接过程中的温度‑时间曲线;选取温度特征量,对焊接稳定阶段的温度‑时间曲线进行分析,获得每个温度检测点的温度变化率;分别利用第一温度变化率和第二温度变化率对搅拌摩擦焊缝表面和内部成形质量进行预测与判定。本发明解决了传统检测方法难以直接预测焊缝内部有无缺陷的问题,通过分析焊接过程中检测的热循环曲线直接评估焊缝质量;基于无线测温技术精准检测焊接过程中焊缝处内部的温度变化,相较于红外测温技术结果更加准确。
技术研发人员:肖亦辰,石磊,李阳,王雪,武传松
受保护的技术使用者:山东大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!