一种筒型件挤压模具的制作方法
本发明涉及挤压模具,尤其涉及一种筒型件挤压模具。
背景技术:
1、6xxx-t6、7xxx-t6、5083-h112铝合金整体带筋壁板型材是船舶所需重要铝合金材料,一般被用于制作船上部位的侧墙、甲板、内围壁等部件,部分产品需承力,对于产品的强韧性能要求较高,整板宽度要求≥1200mm。由于宽幅带筋壁板型材需拼装焊接后使用,因此对于其尺寸精度均有较高要求,开发难度较大,而军舰上使用的整体带筋壁板铝合金型材基本依赖进口。所以,开展船舶用整体带筋壁板铝合金型材开发及工程化,具有重大的社会意义与经济意义。
2、现有整体带筋壁板铝合金型材的成熟技术是通过正向单动挤压机挤压单板宽度尺寸250mm的带筋壁板型材后,由6块250mm宽单板拼装焊接,正反两面合计10条焊缝,按板长1500mm计算,合计焊缝总长度为15米,焊接工作量大,交货周期长,并且焊接后材料强度损失在30%以上,成本高。
技术实现思路
1、本发明实施例所要解决的技术问题在于,针对整体带筋壁板铝合金型材通过焊接拼接,工作量大,成本高,交货周期长的问题,提出了一种筒型件挤压模具。
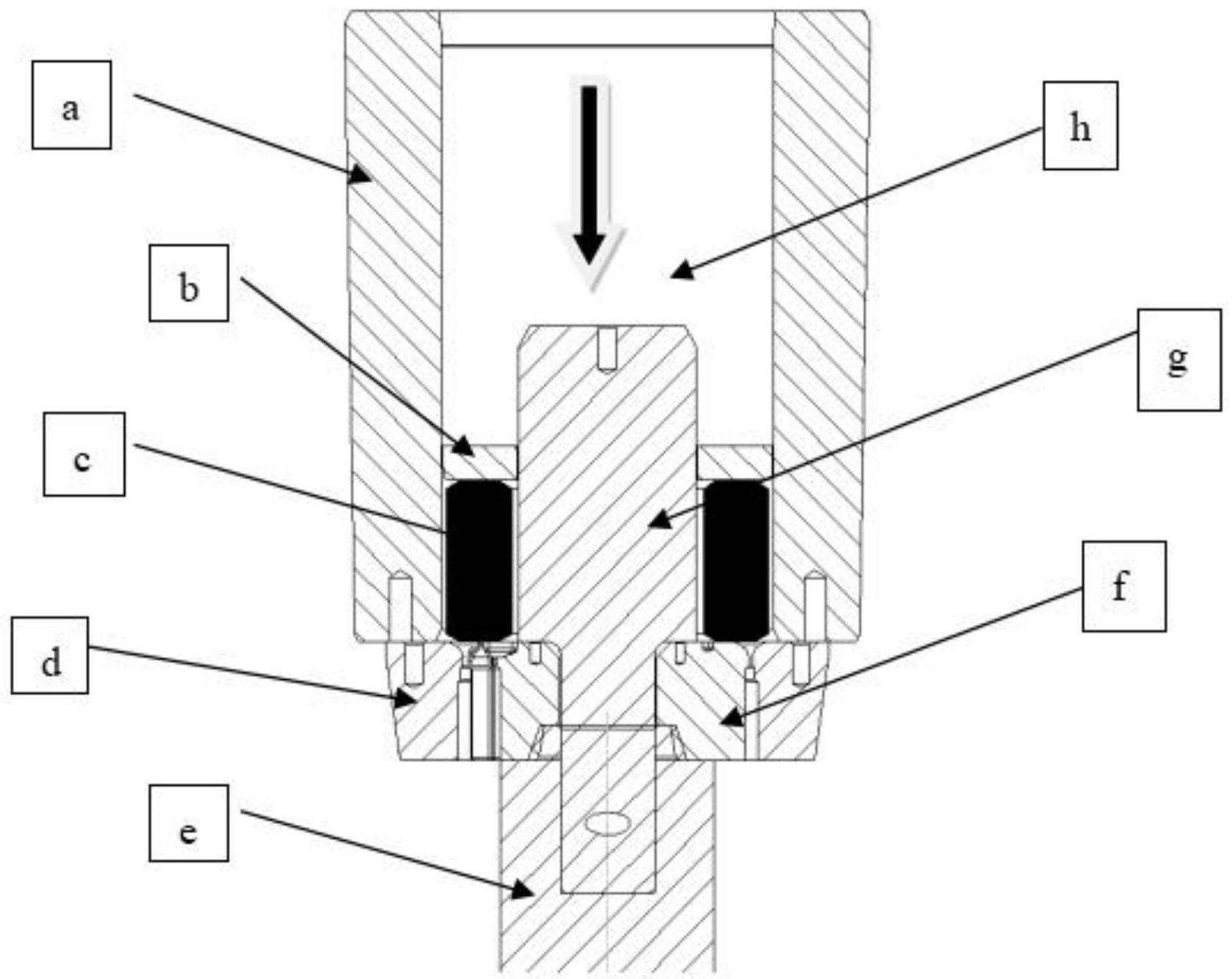
2、为了解决上述技术问题,本发明实施例提供了一种筒型件挤压模具,该筒型件挤压模具包括:芯模、外模、导向杆和芯轴,芯轴的一端固定在立式挤压机设备端的移动基座上,另一端的中部设置有斜锥结构,用以支撑芯模,芯模装配于芯轴的斜锥结构上,导向杆的小轴端与芯模装配,导向杆的大轴端与立式挤压机的挤压轴装配,外模套装于芯模外侧,且装配在立式挤压机的工装模套内,外模与芯模的入料面位于同一水平面上。
3、其中,芯轴的斜锥结构的中心开设有凹槽,导向杆穿过芯模后插入芯轴的凹槽内与芯轴连接。
4、其中,外模的入料端面设计为r角结构,有利于金属的流动性,r角结构包括依次为成型外形尺寸的工作带,r角结构的下方设置有空刀部位,外模用以成型带筋筒型件的外形尺寸。
5、其中,芯模的入料端面设计有与外模的r角结构一致的r1角结构,用以平衡内外侧金属流速,r1角结构包括依次为成型内径尺寸的工作带,r1角结构下方设置有空刀部位,可防止产品在通过模具时被刮擦伤。
6、其中,芯模的r1角结构上间隔设置有多个t型筋,t型筋处设置为工作带后置结构,用以加大该处金属的供给量,平衡金属流速差,芯模用以成型带筋筒型件的内径尺寸和t型筋位。
7、其中,导向杆的小轴端与芯模的内孔装配间隙值≤0.03mm,导向杆的大轴端与立式挤压机的挤压轴端的装配间隙≤0.05mm,通过导向杆两端装配间隙值,保证了芯模与外模在挤压过程中的间隙,从而保证带筋筒型件的壁厚偏差值。
8、实施本发明实施例,具有如下有益效果:
9、通过本筒型件挤压模具可以制作出一次挤压成型直径>φ400mm的带筋筒型件,展开后整板宽度>1200mm,可满足拼装焊接后的宽度尺寸要求,免焊接工序;且材料强度无损失,较拼装焊接的带筋壁板力学强度大幅度提高。
技术特征:
1.一种筒型件挤压模具,其特征在于,包括:芯模、外模、导向杆和芯轴,所述芯轴的一端固定在立式挤压机设备端的移动基座上,另一端的中部设置有斜锥结构,用以支撑所述芯模,所述芯模装配于所述芯轴的斜锥结构上,所述导向杆的小轴端与所述芯模装配,所述导向杆的大轴端与所述立式挤压机的挤压轴装配,所述外模套装于所述芯模外侧,且装配在所述立式挤压机的工装模套内,所述外模与所述芯模的入料面位于同一水平面上。
2.根据权利要求1所述的筒型件挤压模具,其特征在于,所述芯轴的斜锥结构的中心开设有凹槽,所述导向杆穿过所述芯模后插入所述芯轴的凹槽内与所述芯轴连接。
3.根据权利要求1所述的筒型件挤压模具,其特征在于,所述外模的入料端面设计为r角结构,有利于金属的流动性,所述r角结构包括依次为成型外形尺寸的工作带,所述r角结构的下方设置有空刀部位,所述外模用以成型带筋筒型件的外形尺寸。
4.根据权利要求3所述的筒型件挤压模具,其特征在于,所述芯模的入料端面设计有与所述外模的r角结构一致的r1角结构,用以平衡内外侧金属流速,所述r1角结构包括依次为成型内径尺寸的工作带,所述r1角结构下方设置有空刀部位,可防止产品在通过模具时被刮擦伤。
5.根据权利要求4所述的筒型件挤压模具,其特征在于,所述芯模的r1角结构上间隔设置有多个t型筋,所述t型筋处设置为工作带后置结构,用以加大该处金属的供给量,平衡金属流速差,所述芯模用以成型带筋筒型件的内径尺寸和t型筋位。
6.根据权利要求1所述的筒型件挤压模具,其特征在于,所述导向杆的小轴端与芯模的内孔装配间隙值≤0.03mm,所述导向杆的大轴端与所述立式挤压机的挤压轴端的装配间隙≤0.05mm,通过所述导向杆两端装配间隙值,保证了所述芯模与所述外模在挤压过程中的间隙,从而保证带筋筒型件的壁厚偏差值。
技术总结
本发明公开了一种筒型件挤压模具,包括:芯模、外模、导向杆和芯轴,芯轴的一端固定在立式挤压机设备端的移动基座上,另一端的中部设置有斜锥结构,用以支撑芯模,芯模装配于芯轴的斜锥结构上,导向杆的小轴端与芯模装配,导向杆的大轴端与立式挤压机的挤压轴装配,外模套装于芯模外侧,且装配在立式挤压机的工装模套内,外模与芯模的入料面位于同一水平面上。通过本筒型件挤压模具可以制作出一次挤压成型直径>Φ400mm的带筋筒型件,展开后整板宽度>1200mm,可满足拼装焊接后的宽度尺寸要求,免焊接工序;且材料强度无损失,较拼装焊接的带筋壁板力学强度大幅度提高。
技术研发人员:黄元春,代浪,范曦,陈吉龙,宋文博,喻燕
受保护的技术使用者:湖南中创空天新材料股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!