一种钛材换热管纯胀接结构及其胀接工艺的制作方法
本发明涉及钛材换热管连接,尤其涉及一种钛材换热管纯胀接结构及其胀接工艺。
背景技术:
1、随着工业化的发展,钛管换热器的需求量日益增多,由于钛材与合金钢材料不具备可焊性,目前采用钛钢复合板管板的结构来解决此问题,但是钛材价格过于昂贵,造成钛管换热器使用成本较高,不具备市场竞争优势。本方案的目的是提供一种钛换热管纯胀接结构,取消钛钢复合板管板的使用,降低使用成本,增加钛管换热器市场优势。
技术实现思路
1、本发明要解决的技术问题是提供一种钛材换热管纯胀接结构及其胀接工艺,能够解决一般的钛材换热管的固定板体采用钛钢复合材质以满足钛材换热管的焊接,导致成本高昂的问题。
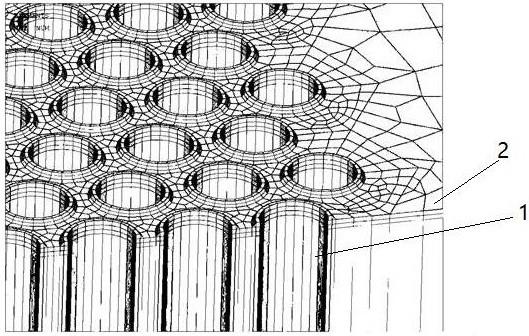
2、为解决上述技术问题,本发明的技术方案为:一种钛材换热管纯胀接结构,其创新点在于:包括钛材换热管和管体固定板;
3、所述钛材换热管为圆柱管状结构,且钛材换热管的端部固定连接在管体固定板上;
4、所述管体固定板呈水平板状结构,所述管体固定板上呈阵列状设置有若干与钛材换热管配合的管体定位孔;所述管体定位孔的内壁至少水平开有两层环形凹槽;所述钛材换热管端部的外壁通过柔性贴胀的形式连接在管体固定板的管体定位孔内;所述管体固定板的管体定位孔与钛材换热管端部通过强度胀实现加强连接。
5、一种钛材换热管纯胀接工艺,其创新点在于:具体胀接工艺如下:
6、s1:管体固定板的加工:先在管体固定板上按照设计要求加工出管体定位孔,并在管体定位孔的内壁上铣出至少两层环形凹槽实现管体定位孔的加工;然后将管体固定板整体与相邻筒节进行焊接,最后进行管体固定板整体加工,避免相邻筒节的后焊接方案对钛材换热管与管体固定板胀接后密封性的影响;
7、s2:钛材换热管的柔性贴胀:将钛材换热管的端部嵌入在管体固定板的管体定位孔内,采用柔性贴胀的方式,将钛材换热管的外壁紧贴在管体定位孔内,同时,在钛材换热管与环形凹槽贴合处再进行轻度胀接,将钛材换热管的外壁胀接嵌入到环形凹槽中;
8、s3:钛材换热管的强度胀:完成s2的钛材换热管柔性贴胀之后,钛材换热管与管体固定板上的管体定位孔进行强度胀,且胀接压力为50mpa-80mpa。
9、进一步的,所述管体固定板的厚度为40-60mm,所述钛材换热管的直径为30-40mm,壁厚小于1mm。
10、进一步的,所述管体定位孔内的环形凹槽深度为0.4-0.5mm,宽度为4-6mm,且相邻的环形凹槽中心距为6-8mm;环形凹槽的端部距离管体固定板的管侧表面8mm。
11、进一步的,所述管体固定板为钢板结构。
12、本发明的优点在于:
13、1)本发明中通过将管体固定板由通常的钛钢复合材质更换成常规的钢板材,然后利用柔性胀贴和强胀贴的方式实现钛材换热管与管体固定板的之间的连接;这种胀贴相连的方式相比于钛材换热管与钛钢复合材质的管体固定板之间的焊接连接,一方面增加了密封空间,提升了密封效果,减少了泄漏的风险,另一方面降低了成本,增加了钛管换热器的市场优势。
技术特征:
1.一种钛材换热管纯胀接结构,其特征在于:包括钛材换热管和管体固定板;
2.一种钛材换热管纯胀接工艺,其特征在于:具体胀接工艺如下:
3.根据权利要求1所述的一种钛材换热管纯胀接结构,其特征在于:所述管体固定板的厚度为40-60mm,所述钛材换热管的直径为30-40mm,壁厚小于1mm。
4.根据权利要求1所述的一种钛材换热管纯胀接结构,其特征在于:所述管体定位孔内的环形凹槽深度为0.4-0.5mm,宽度为4-6mm,且相邻的环形凹槽中心距为6-8mm;环形凹槽的端部距离管体固定板的管侧表面8mm。
5.根据权利要求1所述的一种钛材换热管纯胀接结构,其特征在于:所述管体固定板为钢板结构。
技术总结
本发明涉及一种钛材换热管纯胀接结构及其胀接工艺,其特征在于:包括钛材换热管和管体固定板;具体胀接工艺如下:S1:管体固定板的加工;S2:钛材换热管的柔性贴胀;S3:钛材换热管的强度胀;通过将管体固定板由通常的钛钢复合材质更换成常规的钢板材,然后利用柔性胀贴和强胀贴的方式实现钛材换热管与管体固定板的之间的连接;这种胀贴相连的方式相比于钛材换热管与钛钢复合材质的管体固定板之间的焊接连接,一方面增加了密封空间,提升了密封效果,减少了泄漏的风险,另一方面降低了成本,增加了钛管换热器的市场优势。
技术研发人员:李展展,王春举,康治政,茅陆荣
受保护的技术使用者:森松(江苏)重工有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!