折叠丝杠的加工方法与流程
本发明涉及天线,具体而言,涉及一种折叠丝杠的加工方法。
背景技术:
1、随着航天技术的发展和我国对航天事业的进一步探索,大型展开天线、深空探测器、刚性及柔性太阳翼、空间站等,都已成我国航天领域研究人员所探索和设计的主要对象。随着发展需求,对于大型展开天线的展收比、精度及刚度的要求越来越高。
2、现有的展开天线的折叠丝杠由于切割角度与加工精度不足,展开后拼接处外部螺距无法做到高精度重合,天线折叠支撑臂上的升降丝母无法顺畅通过折叠丝杠拼接处,导致天线等无法顺利展开。
3、需要说明的是,在上述背景技术部分公开的信息仅用于加强对本发明的背景的理解,因此可以包括不构成对本领域普通技术人员已知的现有技术的信息。
技术实现思路
1、本发明实施例的目的在于提供一种折叠丝杠的加工方法,实现折叠丝杠展开后接缝处螺距可重合,形成一体螺纹结构,使丝母可顺畅通过,使天线展开折叠机构顺利实现展开姿态、折叠姿态。
2、本发明的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本发明的实践而习得。
3、根据本发明实施例,提供了一种折叠丝杠的加工方法,折叠丝杠的加工方法包括:
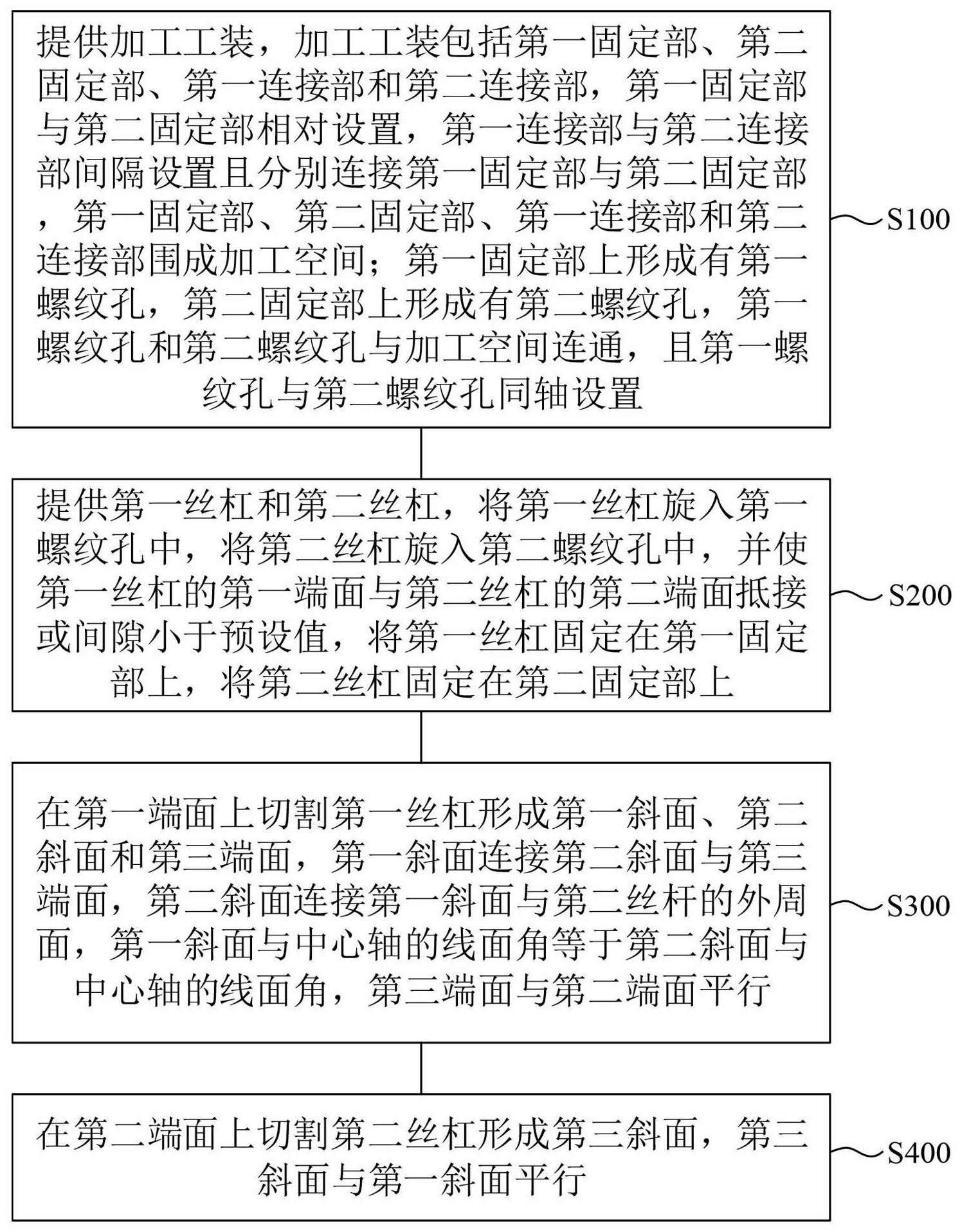
4、提供加工工装,所述加工工装包括第一固定部、第二固定部、第一连接部和第二连接部,所述第一固定部与所述第二固定部相对设置,所述第一连接部与所述第二连接部间隔设置且分别连接所述第一固定部与所述第二固定部,所述第一固定部、所述第二固定部、所述第一连接部和所述第二连接部围成加工空间;所述第一固定部上形成有第一螺纹孔,所述第二固定部上形成有第二螺纹孔,所述第一螺纹孔和所述第二螺纹孔与所述加工空间连通,且所述第一螺纹孔与所述第二螺纹孔同轴设置;
5、提供第一丝杠和第二丝杠,将所述第一丝杠旋入所述第一螺纹孔中,将所述第二丝杠旋入所述第二螺纹孔中,并使所述第一丝杠的第一端面与所述第二丝杠的第二端面抵接或间隙小于预设值,将所述第一丝杠固定在所述第一固定部上,将所述第二丝杠固定在所述第二固定部上;
6、在所述第一端面上切割所述第一丝杠形成第一斜面、第二斜面和第三端面,所述第一斜面连接所述第二斜面与所述第三端面,所述第二斜面连接所述第一斜面与第二丝杆的外周面,所述第一斜面与所述第一丝杠的中心轴的线面角等于所述第二斜面与所述中心轴的线面角,所述第三端面与所述第二端面平行;
7、在所述第二端面上切割所述第二丝杠形成第三斜面,所述第三斜面与所述第一斜面平行。
8、在本发明的一种示例性实施例中,所述第一连接部或第二连接部上设有定位孔,所述定位孔上设有定位销;
9、将所述第一丝杠旋入所述第一螺纹孔中,将所述第二丝杠旋入所述第二螺纹孔中,并使所述第一丝杠的第一端面与所述第二丝杠的第二端面抵接或间隙小于预设值,将所述第一丝杠固定在所述第一固定部上,将所述第二丝杠固定在所述第二固定部上,包括:
10、将所述定位销插入所述定位孔并伸入到所述加工空间中,将所述第一丝杠旋入所述第一螺纹孔中并使所述第一端面与所述定位销抵接,将所述第一丝杠固定在所述第一固定部上;
11、从所述加工空间退出所述定位销;
12、将所述第二丝杠旋入所述第二螺纹孔中,将所述第二丝杠固定在所述第二固定部上,并使所述第一丝杠的第一端面与所述第二丝杠的第二端面抵接或间隙小于预设值。
13、在本发明的一种示例性实施例中,在所述第一丝杠的轴向上,所述定位孔位于所述加工空间的中心位置。
14、在本发明的一种示例性实施例中,所述第一固定部上设有第一顶丝,所述第二固定部上设有第二顶丝;通过所述第一顶丝将所述第一丝杠固定在所述第一固定部上,通过所述第二顶丝将所述第二丝杠固定在所述第二固定部上。
15、在本发明的一种示例性实施例中,通过慢走丝机床对所述第一丝杠和所述第二丝杠进行切割加工。
16、在本发明的一种示例性实施例中,所述加工方法还包括:
17、在所述第一丝杠和所述第二丝杠上设置连接铰链,以使所述第一丝杠相对所述第二丝杠能够折叠。
18、在本发明的一种示例性实施例中,在所述第一丝杠上设置多个第一销钉孔,在所述第二丝杠上设置多个第二销钉孔,通过将销钉插入所述第一销钉孔和第二销钉孔,将所述连接铰链装配在所述第一丝杠和所述第二丝杠上。
19、在本发明的一种示例性实施例中,所述第一丝杠和所述第二丝杠装配后,所述第一丝杠和所述第二丝杠上每扣螺牙在周向上大于2π/3。
20、在本发明的一种示例性实施例中,所述线面角为30°。
21、在本发明的一种示例性实施例中,所述第一螺纹孔与所述第一丝杠的配合间隙小于0.05mm,所述第二螺纹孔与所述第二丝杠的配合间隙小于0.05mm。
22、本发明提供的折叠丝杠的加工方法,设计并提供了加工工装,将第一丝杠旋入第一螺纹孔中,将第二丝杠旋入第二螺纹孔中,并使第一丝杠的第一端面与第二丝杠的第二端面抵接或间隙小于预设值,将第一丝杠固定在第一固定部上,将第二丝杠固定在第二固定部上;在第一端面上切割第一丝杠形成第一斜面、第二斜面和第三端面,第一斜面连接第二斜面与第三端面,第二斜面连接第一斜面与第二丝杆的外周面,第一斜面与中心轴的线面角等于第二斜面与中心轴的线面角,第三端面与第二端面平行;在第二端面上切割第二丝杠形成第三斜面,第三斜面与第一斜面平行;折叠丝杠展开后,第一斜面与第三斜面抵接,第二端面与第三端面抵接,第二斜面与第三斜面配合形成折叠避让部,使得第一丝杠和第二丝杠接缝处螺距可高精度的重合,形成一体螺纹结构,丝母可顺畅通过,通过驱动带动杆件自动折叠与展开,可极大程度的提高折展比,可为大型天线提供伸展和支撑功能,并且通过折叠极大的节约了航天器内部的空间,降低发射成本;加工方法流程简单,便于产业推广,可以极大的节省生产成本。
23、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本发明。
技术特征:
1.一种折叠丝杠的加工方法,其特征在于,包括:
2.根据权利要求1所述的加工方法,其特征在于,所述第一连接部或所述第二连接部上设有定位孔,所述定位孔上设有定位销;
3.根据权利要求2所述的加工方法,其特征在于,在所述第一丝杠的轴向上,所述定位孔位于所述加工空间的中心位置。
4.根据权利要求1所述的加工方法,其特征在于,所述第一固定部上设有第一顶丝,所述第二固定部上设有第二顶丝;通过所述第一顶丝将所述第一丝杠固定在所述第一固定部上,通过所述第二顶丝将所述第二丝杠固定在所述第二固定部上。
5.根据权利要求1所述的加工方法,其特征在于,通过慢走丝机床对所述第一丝杠和所述第二丝杠进行切割加工。
6.根据权利要求1所述的加工方法,其特征在于,所述加工方法还包括:
7.根据权利要求6所述的加工方法,其特征在于,在所述第一丝杠上设置多个第一销钉孔,在所述第二丝杠上设置多个第二销钉孔,通过将销钉插入所述第一销钉孔和第二销钉孔,将所述连接铰链装配在所述第一丝杠和所述第二丝杠上。
8.根据权利要求6所述的加工方法,其特征在于,所述第一丝杠和所述第二丝杠装配后,所述第一丝杠和所述第二丝杠上每扣螺牙在周向上大于2π/3。
9.根据权利要求1所述的加工方法,其特征在于,所述线面角为30°。
10.根据权利要求1所述的加工方法,其特征在于,所述第一螺纹孔与所述第一丝杠的配合间隙小于0.05mm,所述第二螺纹孔与所述第二丝杠的配合间隙小于0.05mm。
技术总结
本发明提供了一种折叠丝杠的加工方法,该加工方法包括:提供加工工装;提供第一丝杠和第二丝杠,将第一丝杠旋入第一螺纹孔中,将第二丝杠旋入第二螺纹孔中,并使第一丝杠的第一端面与第二丝杠的第二端面抵接或间隙小于预设值;在第一端面上切割第一丝杠形成第一斜面、第二斜面和第三端面,第一斜面连接第二斜面与第三端面,第二斜面连接第一斜面与第二丝杆的外周面,第一斜面与中心轴的线面角等于第二斜面与中心轴的线面角,第三端面与第二端面平行;在第二端面上切割第二丝杠形成第三斜面,第三斜面与第一斜面平行。
技术研发人员:袁惠清,李云策
受保护的技术使用者:西安瑞霖电子科技股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!