一种不锈钢金属表面的图案形成工艺的制作方法
本发明属于金属表面处理,尤其涉及一种不锈钢金属表面的图案形成工艺。
背景技术:
1、现有技术中,金属表面的图案和logo的处理方式,主要有以下几种,一是直接在金属表面采用印刷或激光打标雕刻将logo或图案形成在金属本体表面,这种方式的logo和图案一般为金属色与金属本体较难区分;二是先在金属表面喷涂所需颜色的涂料,再在金属表面采用印刷形成图案,但这种方式形成的图案没有金属光泽、且不耐磨,易脱落。
技术实现思路
1、本发明的目的是提供一种不锈钢金属表面的图案形成工艺,经过该工艺处理后,金属工件表面形成的图案可以更加复杂、色彩艳丽多变、鲜明突出,更加美观,且更加耐磨耐腐蚀、不易脱落。
2、为实现上述目的,本发明采用如下技术方案。
3、一种不锈钢金属表面的图案形成工艺,包括如下步骤:
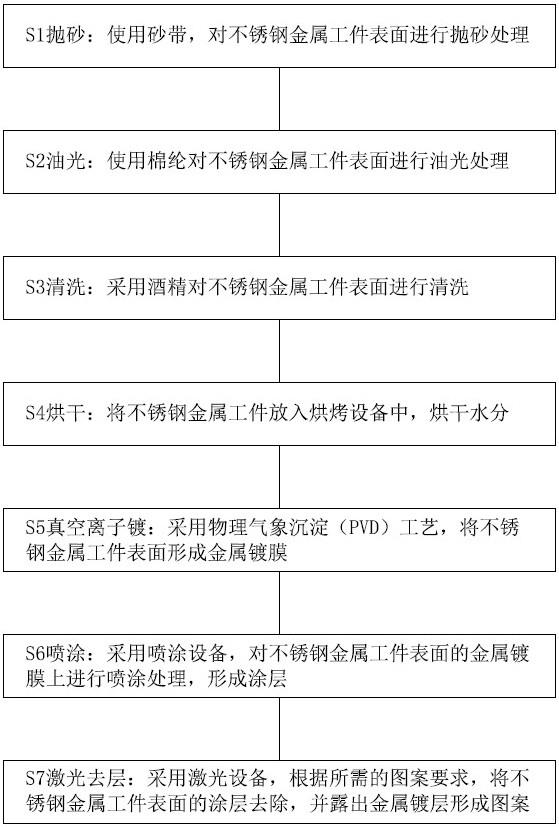
4、s1抛砂:使用砂带,对不锈钢金属工件表面进行抛砂处理,用于清理不锈钢金属工件表面的脏污杂质;
5、s2油光:使用棉纶对不锈钢金属工件表面进行油光处理,使表面纹路更加细腻,手感更加光滑;
6、s3清洗:采用酒精对不锈钢金属工件表面进行清洗,去除脏污及灰尘;
7、s4烘干:将不锈钢金属工件放入烘烤设备中,使不锈钢金属工件表面水分蒸发烘干;
8、s5真空离子镀:采用物理气象沉淀工艺,并将不锈钢金属工件放入到真空离子镀设备内,使不锈钢金属工件表面形成金属镀膜;
9、s6喷涂:采用喷涂设备,对不锈钢金属工件表面的金属镀膜上进行喷涂处理,形成涂层;
10、s7激光去层:采用激光设备,根据所需的图案要求,将不锈钢金属工件表面的涂层去除,并露出金属镀膜形成图案,加工完成。
11、作为优选,s1中的砂带可以采用120目或180目或240目的规格,s2中的棉纶采用相对应同种规格对不锈钢金属工件表面进行抛砂和油光处理。
12、作为优选,s1中的砂带和s2中的棉纶均采用180目的规格对不锈钢金属工件表面进行抛砂和油光处理。
13、作为优选,s3中的酒精采用浓度为95%的工业酒精。
14、作为优选,s5中真空离子镀,采用金属钛靶材。
15、作为优选,s6中的喷涂,采用静电粉末喷涂。
16、作为优选,s7中的激光设备采用二氧化碳激光设备。
17、与现有技术相比本发明的有益效果是:采用上述技术方案,可以使不锈钢金属工件表面具有由金属镀膜形成的图案,具有金属光泽,其他区域有涂层覆盖,图案和涂层耐磨耐腐蚀、不易脱落;且涂层与图案在颜色和光泽度强烈的对比下,使图案的色彩更加艳丽、鲜明突出,更加美观;且由于采用激光去涂层,可以处理并形成更加复杂的图案。
18、进一步的有益效果:120目或180目或240目规格的砂带和棉纶,行业普遍采用,成本低,且该三种规格处理后的不锈钢金属工件表面触感合适;而采用180目的砂带和棉纶,可以综合满足外观和金属镀膜附着力的综合要求;95%的工业酒精,去污效果较好又不会破坏不锈钢材质;真空离子镀,采用金属钛靶材,附着效果好,颜色艳丽美观;采用静电粉末喷涂(喷塑),附着力和个性化优势都更好;二氧化碳激光设备仅会对涂层进行去除,不会伤害真空离子镀形成的金属镀膜,不需要对激光的焦距等参数进行调整,不需要调试去除涂层的厚度,比较省力便捷。
技术特征:
1.一种不锈钢金属表面的图案形成工艺,包括如下步骤:
2.根据权利要求1所述的一种不锈钢金属表面的图案形成工艺,其特征在于:s1中的砂带可以采用120目或180目或240目的规格,s2中的棉纶采用相对应同种规格对不锈钢金属工件表面进行抛砂和油光处理。
3.根据权利要求2所述的一种不锈钢金属表面的图案形成工艺,其特征在于:s1中的砂带和s2中的棉纶均采用180目的规格对不锈钢金属工件表面进行抛砂和油光处理。
4.根据权利要求1所述的一种不锈钢金属表面的图案形成工艺,其特征在于:s3中的酒精采用浓度为95%的工业酒精。
5.根据权利要求1所述的一种不锈钢金属表面的图案形成工艺,其特征在于:s5中真空离子镀,采用金属钛靶材。
6.根据权利要求1所述的一种不锈钢金属表面的图案形成工艺,其特征在于:s6中的喷涂,采用静电粉末喷涂。
7.根据权利要求1所述的一种不锈钢金属表面的图案形成工艺,其特征在于:s7中的激光设备采用二氧化碳激光设备。
技术总结
本发明公开了一种不锈钢金属表面的图案形成工艺,包括步骤S1抛砂、S2油光、S3清洗、S4烘干、S5真空离子镀、S6喷涂和S7激光去层;经过该工艺处理后,金属工件表面形成的图案可以更加复杂、色彩艳丽多变、鲜明突出,更加美观,且更加耐磨耐腐蚀、不易脱落。
技术研发人员:宋刚,王曙毅,胡杨海,龙浩,董余乐
受保护的技术使用者:浙江哈尔斯真空器皿股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!