一种锥形薄壁零件车加工定心装夹工装及方法与流程
本发明属于零部件加工,具体涉及一种锥形薄壁零件车加工定心装夹工装及方法。
背景技术:
1、目前对于回转体形锥套类零件,在车加工时装夹部位的确定存在较大困难,特别是针对低韧性薄壁锥套类零件,因为零件小端为锥形结构,车加工大端及内腔时存在加工困难的问题,在对此类零件进行加工时,由于锥套类零件前后端面尺寸不同,因此加工时需要对椎体上的不同位置分别进行不同程度的修整,并且还要保证在加工时零件始终保持在找正位置,避免发生倾斜以及对零件造成损伤,避免影响加工产品的质量以及生产效率。
技术实现思路
1、针对现有对薄壁锥套类零件加工时存在的装夹部位难以确定,容易在加工时脱离定心位置,容易对零件造成损伤从而影响加工产品的质量以及生产效率的缺陷和问题,本发明提供一种锥形薄壁零件车加工定心装夹工装及方法。
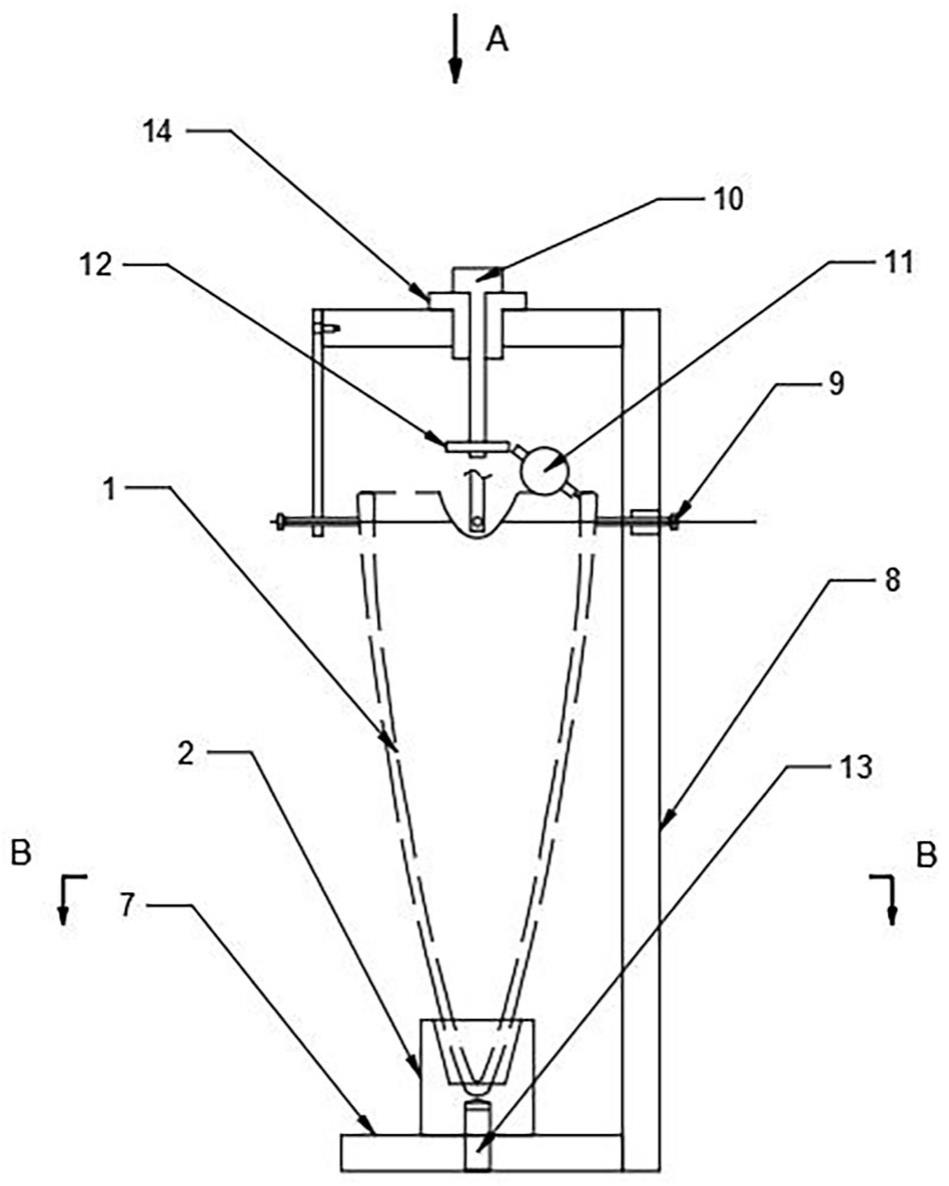
2、本发明解决其技术问题所采用的方案是:一种锥形薄壁零件车加工定心装夹工装及方法,包括锥形套和定心工装,所述锥形套呈柱状结构,一端设有销孔,另一端开有锥孔,所述锥孔孔径由外向内逐渐减小,且所述锥孔内径大于待加工件内径;所述定心工装包括支撑机构和内径测量表,所述支撑机构包括底座和支撑架,所述支撑架固定安装在底座一侧,支撑架顶端设有定位芯套,周侧均匀设有多个调整螺钉,所述内径测量表上的内径表头通过内径表旋转轴固定安装在支撑架上,且内径表上的内径表旋转轴匹配插装在定位芯套中并向下延伸;所述锥形套通过销轴固定安装在定心工装的底座上,自然状态下,所述锥形套上的销孔和锥孔以及所述定心工装上的定位芯套同轴心。
3、作为本发明的一种优选技术方案,所述锥形套上的锥孔用于安装待加工件,且所述待加工件与锥孔之间形成浇铸缝隙,通过向所述浇铸缝隙中浇铸混合液体以使毛坯零件与锥形套凝固固化。
4、作为本发明的一种优选技术方案,所述内径测量表上的内径固定杆和内径表头固定安装在所述内径表旋转轴上,且所述内径表头用于压在待加工件内腔中以校正工件。
5、本发明还公开了一种锥形薄壁零件车加工方法,应用上述一种锥形薄壁零件车加工定心装夹工装,包括下述步骤:
6、步骤一、准备加工用材料及工具:准备加工设备及各种量具,检查加工设备功能状态并进行量具校准,采用丙酮对零件毛坯表面杂质进行清除,并对刀杆上非刀具部位进行遮蔽防护,对加工及检验现场清理干净,确保现场无杂物粉尘;
7、步骤二、找准定心:将锥形套通过销轴固定安装在定心工装上,使锥形套的锥孔内圆弧与头锥毛坯外锥顶部相吻合,利用安装在定心工装上的内径测量表,并结合定心工装上的多个调整螺钉实现对零件毛坯与锥形套的定心校正,待校正完毕后,将头锥毛坯与锥形套实现浇铸固化,并将固化后的零件毛坯与锥形套转运至车床工位待加工;
8、步骤三、对零件毛坯进行车削加工:将上述步骤二已定心校正后的零件毛坯与锥形套从定心工装上拆除下来,配合专用软爪执行车削加工工艺,最终加工形成成品工件;
9、步骤四、对加工好的零件进行检验,检测其厚度精度,并记录检测数据,判断零件各尺寸是否符合设计图样要求。
10、上述的一种锥形薄壁零件车加工方法,所述步骤二中将零件毛坯与锥形套实现浇铸固化,包括以下步骤:
11、s201、将用丙酮清理好的零件毛坯及锥形套放置于定心工装上,通过销轴将锥形套与定心工装进行固定,再通过找正零件毛坯大端内径,其中跳动≤0.1mm,与定心工装固定牢固;
12、s202、将树脂、固化剂分别加热至液体状态,加热温度≤100℃,并按照一定比例加注到容器内搅拌混合均匀;
13、s203、将搅拌均匀的混合液体浇铸入锥形套与零件毛坯之间的缝隙中,灌满;
14、s204、封闭的室内温度控制到40℃-55℃,将上述已浇灌物与定心工装一起原样放置30h,确保浇铸物充分凝固固化;
15、s205、将确认固定化到一起的零件毛坯与锥形套从定心工装上拆下转运至车床工位待加工。
16、上述的一种锥形薄壁零件车加工方法,所述步骤三中对零件毛坯及锥形套进行车削加工,其工艺过程包括:
17、s301、采用软爪撑大端内腔毛坯,对小端部的锥形套外圆进行修整外圆及端面,保证外圆车削光滑、端面平整见光,修整锥形套锥孔,粗糙度ra3.2;车大端部外圆见光;
18、s302、软爪卡锥形套外圆,中心架撑大端外圆见光部,车大端面留余量1.5mm;按加工程序粗、精车内腔,单边留余量1.5mm;靠近锥形套部15mm处外圆见光作为找正基准;
19、s303、软爪撑大端内孔,顶盖顶锥形套内孔,粗、精车零件毛坯外形,单边留余量1.5mm;精车锥形套外圆见光;
20、s304、软爪卡紧锥形套外圆,平端面至总长;精车零件内腔成,精车零件外形结构成;
21、s305、软爪撑大端内腔,靠紧端面,锥形套部跳动不大于0.015mm,小切削量车去锥形套,车零件外形成。
22、上述的一种锥形薄壁零件车加工方法,所述步骤三中采用软爪撑大端内腔毛坯,车大端部外圆见光长20mm;软爪卡锥形套外圆,靠近锥形套部15mm处外圆见光长10mm作为找正基准;粗、细车零件毛坯外形时锥形套部不加工。
23、上述的一种锥形薄壁零件车加工方法,所述步骤四中采用专用厚度检测工装检测零件厚度精度,沿轴向每100mm一个间隔、在周向均匀布设8个检测检测点,并共计检测记录32个数据。
24、上述的一种锥形薄壁零件车加工方法,所述步骤一中车削刀具采用金刚石刀具,且所述零件毛坯中不含铁元素物质,在加工检验过程中保证不与含铁类物体直接接触。
25、上述的一种锥形薄壁零件车加工方法,所述步骤二中内径表头压在零件毛坯内圆处,旋转内径表旋转轴查看表针转动情况,通过调整螺钉来对零件毛坯进行多方位的调整,直至在360度旋转内径表旋转轴时,内径表针在零件毛坯内圆多处的摆动量符合要求,则表明已校正工件。
26、与现有技术相比,本发明的有益效果是:本发明提供了一种低韧性薄壁零件车加工装夹工装及方法,通过锥形套和定心工装的配合实现对零件毛坯的校正定心,方便进一步的进行车削加工,整体结构简单易操作,为高效稳定车削加工锥套类零件提供了实用、新颖、低成本的解决措施,为此类零件加工效率的提升及质量的保证开拓了思路;本发明形成了薄壁锥套类零件加工的工艺规范,能够直接运用到类似零件的加工制作,并且通过本发明制作的成品零件质量稳定,解决了此类零件装夹找正难、质量不稳定及加工效率低等问题,具有较强的实用性。
技术特征:
1.一种锥形薄壁零件车加工定心装夹工装,其特征在于:包括锥形套和定心工装,所述锥形套呈柱状结构,一端设有销孔,另一端开有锥孔,所述锥孔孔径由外向内逐渐减小,且所述锥孔内径大于待加工件内径;所述定心工装包括支撑机构和内径测量表,所述支撑机构包括底座和支撑架,所述支撑架固定安装在底座一侧,支撑架顶端设有定位芯套,周侧均匀设有多个调整螺钉,所述内径测量表上的内径表头通过内径表旋转轴固定安装在支撑架上,且内径表上的内径表旋转轴匹配插装在定位芯套中并向下延伸;所述锥形套通过销轴固定安装在定心工装的底座上,自然状态下,所述锥形套上的销孔和锥孔以及所述定心工装上的定位芯套同轴心。
2.根据权利要求1所述的锥形薄壁零件车加工定心装夹工装,其特征在于:所述锥形套上的锥孔用于安装待加工件,且所述待加工件与锥孔之间形成浇铸缝隙,通过向所述浇铸缝隙中浇铸混合液体以使毛坯零件与锥形套凝固固化。
3.根据权利要求1所述的锥形薄壁零件车加工定心装夹工装,其特征在于:所述内径测量表上的内径固定杆和内径表头固定安装在所述内径表旋转轴上,且所述内径表头用于压在待加工件内腔中以校正工件。
4.一种锥形薄壁零件车加工方法,其特征在于:应用权利要求1-3中任意一项所述的锥形薄壁零件车加工定心装夹工装,包括下述步骤:
5.根据权利要求4所述的锥形薄壁零件车加工方法,其特征在于:所述步骤二中将零件毛坯与锥形套实现浇铸固化,包括以下步骤:
6.根据权利要求4所述的锥形薄壁零件车加工方法,其特征在于:所述步骤三中对零件毛坯及锥形套进行车削加工,其工艺过程包括:
7.根据权利要求4所述的锥形薄壁零件车加工方法,其特征在于:所述步骤三中采用软爪撑大端内腔毛坯,车大端部外圆见光长度20mm;软爪卡锥形套外圆,靠近锥形套部15mm处外圆见光长10mm作为找正基准;粗、细车零件毛坯外形时锥形套部不加工。
8.根据权利要求4所述的锥形薄壁零件车加工方法,其特征在于:所述步骤四中采用专用厚度检测工装检测零件厚度精度,沿轴向每100mm一个间隔、在周向均匀布设8个检测检测点,并共计检测记录32个数据。
9.根据权利要求4所述的锥形薄壁零件车加工方法,其特征在于:所述步骤一中车削刀具采用金刚石刀具,且所述零件毛坯中不含铁元素物质,在加工检验过程中保证不与含铁类物体直接接触。
10.根据权利要求4所述的锥形薄壁零件车加工方法,其特征在于:所述步骤二中内径表头压在零件毛坯内圆处,旋转内径表旋转轴查看表针转动情况,通过调整螺钉来对零件毛坯进行多方位的调整,直至在360度旋转内径表旋转轴时,内径表针在零件毛坯内圆多处的摆动量符合要求,则表明已校正工件。
技术总结
本发明公开了一种锥形薄壁零件车加工定心装夹工装及方法,涉及零部件加工技术领域,包括锥形套和定心工装,锥形套一端设有销孔,另一端开有锥孔,且锥孔孔径由外向内逐渐减小;所述定心工装包括支撑机构和内径测量表,所述支撑机构上的支撑架周侧均匀设有多个调整螺钉,内径测量表上的内径表旋转轴匹配插装在支撑架上的定位芯套中并向下延伸;所述锥形套通过销轴固定安装在定心工装的底座上,且锥形套上的销孔和锥孔以及所述定心工装上的定位芯套同轴心。本发明通过上述定心工装对待加工件进行校准定心,再利用车削加工方法实现对零件毛坯的加工,使成品零件质量稳定,有效解决了此类零件装夹找正难、质量不稳定及加工效率低等问题。
技术研发人员:牛海峰,祖旭朋,祖建鹏
受保护的技术使用者:河南中机华远机械工程有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!