一种重型圆筒自动焊接生产线的制作方法
本发明涉及矿山溜矿用重型圆筒生产设备,具体涉及一种重型圆筒自动焊接生产线。
背景技术:
1、矿山在开采矿石过程中,各中段开采出的矿石需通过溜矿井统一溜矿集中在矿房底部的运输巷道中,然后再通过运矿车运输至地面;在溜矿过程中,为防止矿石贫化、溜井堵塞,需要用重型圆筒对溜矿井井壁进行保护;重型圆筒直径较大,如果由专业生产厂家完成生产后再运输到矿山企业,则每次运输数量较少,造成运输成本升高,因此矿山企业一般自行生产重型圆筒;现有矿山企业生产重型圆筒时,除卷圆时使用卷圆机外,其余焊接缝的对齐及焊接过程均采用手工操作,因此重型圆筒生产效率低、作业人员需求多,在如今人工成本不断攀升、招工困难的大环境下,给矿山企业带来了极大困扰;如果用自动化设备代替人工实现矿山溜矿用重型圆筒的高效生产,则可解决上述问题,但目前市场上尚没有矿山溜矿用重型圆筒的自动化生产设备。
技术实现思路
1、为了克服背景技术中的不足,本发明公开了一种重型圆筒自动焊接生产线,包括上料单元、送料单元、卷圆单元、焊接单元,上料单元、送料单元、卷圆单元、焊接单元依次固定连接,构成重型圆筒自动焊接生产线;该重型圆筒自动焊接生产线解决了矿山企业自行生产重型圆筒时,存在的生产效率低、作业人员需求多的困扰。
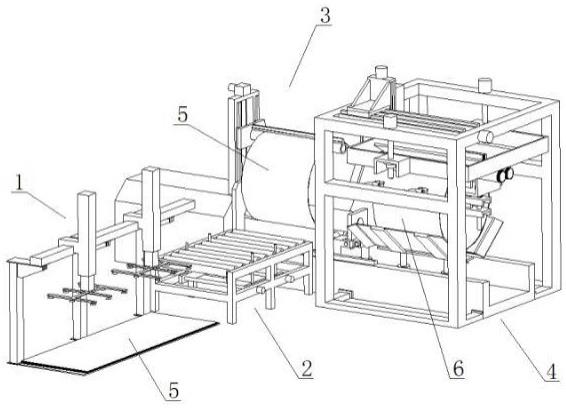
2、为了实现所述发明目的,本发明采用如下技术方案:一种重型圆筒自动焊接生产线,包括上料单元、送料单元、卷圆单元、焊接单元,上料单元、送料单元、卷圆单元、焊接单元依次固定连接,构成重型圆筒自动焊接生产线,该生产线呈“丁”字状布置;所述卷圆单元中设置有焊缝定位机构,焊缝定位机构确保钢板卷圆后的焊缝位置处于卷圆的最上部,便于后续焊接单元对焊缝的准确定位,确保焊接位置的准确性;所述焊接单元中设置有托举机构、推挤机构、焊缝支撑机构、压缝机构、直线焊接机构;其中托举机构用于保证卷圆在焊接单元中的高度位置;其中推挤机构、焊缝支撑机构、压缝机构相互配合,实现焊缝对齐,便于直线焊接机构进行焊接;
3、其中上料单元用于将钢板自动上料至送料单元;其中送料单元用于将钢板自动输送至卷圆单元;其中卷圆单元用于将钢板卷成卷圆;其中焊接单元用于将卷圆焊接成重型圆筒状;采用该生产线可将钢板自动卷圆焊接成矿山溜矿用重型圆筒,全程无需人工干预,具有具有生产效率高、作业人员需求少的优点。
4、进一步的,上料单元活动设置有若干个上料机械手,上料机械手下部设置有吸盘;若干个上料机械手同步动作,通过吸盘将钢板转运至送料单元上。
5、进一步的,送料单元阵列设置有若干输送辊,输送辊转动将其上部的钢板平移输送至卷圆单元。
6、进一步的,若干输送辊之间活动设置有定位推杆,定位推杆用于将放置在输送辊上部的钢板进行定位,确保钢板送入卷圆单元中的位置准确性。
7、进一步的,焊缝定位机构中设置有定位检测传感器;定位检测传感器为电阻应变传感器,自动检测定位机构是否完成焊缝的定位,减少焊缝定位过程中人工的参与。
8、进一步的,焊缝定位机构中设置有位置检测传感,用于检测卷圆在卷圆单元中的高度位置及卷圆轮廓,该高度位置及卷圆轮廓用于调整焊接单元中托举机构的高度及焊缝支撑机构的位置。
9、进一步的,卷圆单元中设置有推料板,退料板用于将焊缝定位后的卷圆推至焊接单元中。
10、进一步的,焊缝支撑机构中设置有支撑检测传感器,支撑检测传感器为电阻应变传感器,用于检测焊缝底部支撑是否到位,确保焊缝两侧钢板高低位置的对齐。
11、由于采用如上所述的技术方案,本发明具有如下有益效果:本发明公开的一种重型圆筒自动焊接生产线,该生产线包括上料单元、送料单元、卷圆单元、焊接单元,上料单元、送料单元、卷圆单元、焊接单元依次固定连接,构成重型圆筒自动焊接生产线;采用该生产线可自动完成由钢板到重型圆筒的全自动生产,具有生产效率高、作业人员需求少的优点,完全解决了矿山企业自行生产矿山溜矿用重型圆筒时存在的困扰。
技术特征:
1.一种重型圆筒自动焊接生产线,包括上料单元(1)、送料单元(2)、卷圆单元(3)、焊接单元(4),上料单元(1)、送料单元(2)、卷圆单元(3)、焊接单元(4)依次固定连接,呈“丁”字状布置;其特征是:所述卷圆单元(3)中设置有焊缝定位机构(3.5);所述焊接单元(4)中设置有托举机构(4.2)、推挤机构(4.3)、焊缝支撑机构(4.5)、压缝机构(4.4)、直线焊接机构(4.6),其中推挤机构(4.3)、焊缝支撑机构(4.5)、压缝机构(4.4)相互配合,实现焊缝对齐;
2.根据权利要求1所述重型圆筒自动焊接生产线,其特征是:上料单元(1)活动设置有若干个上料机械手(1.3),上料机械手(1.3)下部设置有吸盘(1.3.1);若干个上料机械手(1.3)同步动作,通过吸盘(1.3.1)将钢板(5)转运至送料单元(2)上。
3.根据权利要求1所述重型圆筒自动焊接生产线,其特征是:送料单元(2)阵列设置有若干输送辊(2.2),输送辊(2.2)转动将其上部的钢板(5)平移输送至卷圆单元(3)。
4.根据权利要求3所述重型圆筒自动焊接生产线,其特征是:若干输送辊(2.2)之间活动设置有定位推杆(2.3)。
5.根据权利要求1所述重型圆筒自动焊接生产线,其特征是:焊缝定位机构(3.5)中设置有定位检测传感器(3.5.4)。
6.根据权利要求1所述矿山溜矿用圆筒自动焊接生产线,其特征是:焊缝定位机构(3.5)中设置有位置检测传感。
7.根据权利要求1所述重型圆筒自动焊接生产线,其特征是:卷圆单元(3)中设置有推料板(3.4)。
8.根据权利要求1所述重型圆筒自动焊接生产线,其特征是:焊缝支撑机构(4.5)中设置有支撑检测传感器(4.5.3.1.2)。
技术总结
一种重型圆筒自动焊接生产线,包括上料单元、送料单元、卷圆单元、焊接单元,上料单元、送料单元、卷圆单元、焊接单元依次固定连接,构成重型圆筒自动焊接生产线;采用该生产线可自动完成由钢板到重型圆筒的全自动生产,具有生产效率高、作业人员需求少的优点,完全解决了矿山企业自行生产矿山溜矿用重型圆筒时存在的困扰。
技术研发人员:李艳阳,杨强强,郭祥,李艳萍,郭钢,彭玉峰,黄毅,山海迎,谭宇星,张浩浩
受保护的技术使用者:河南发恩德矿业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!