一种火力发电厂的焊接装置、方法及焊接接头的检测方法与流程
本发明涉及焊接,尤其是一种火力发电厂的焊接装置、方法及焊接接头的检测方法。
背景技术:
1、本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
2、目前,在焊接管道时采用手工焊,手工焊可能会出现两个管道不能严格对中,进而导致焊缝质量较低的问题。
3、为了解决上述技术问题,现有技术【cn214816259u】公开了一种钢管焊接用夹持装置,通过上下两个中心齿轮带动行星齿轮进而带动夹紧件从而保证夹持不同管径队中,但上述专利只适合短管道,并不适合长管道,一方面,上述专利是通过上下布置的夹持机构夹持在管道的末端,长管道相对较重,位于上方的夹持装置很难夹持,但若是将上下的夹持装置改为水平夹持,过长的管道会在对中的位置向下倾斜,难以对中。
4、另外,火电机组安装及检修过程中,在检测焊接接头时一般要求进行100%无损检测。受施工现场安全管理要求严、检测工期紧、作业空间受限等因素影响,采用传统的射线或常规超声检测方法难以满足锅炉小径管焊口100%无损检测要求。
技术实现思路
1、针对现有技术存在的不足,本发明的第一目的是提供一种火力发电厂的焊接装置、方法,可以在焊接不同内径不同长度的管道时均可以保证两侧的管道对中,进而提高焊接质量。
2、本发明的第二目的是提供一种焊接接头的检测方法,确保检测声束覆盖全部检测区域,提高焊接接头缺陷检出率。
3、为了实现上述目的,本发明是通过如下的技术方案来实现:
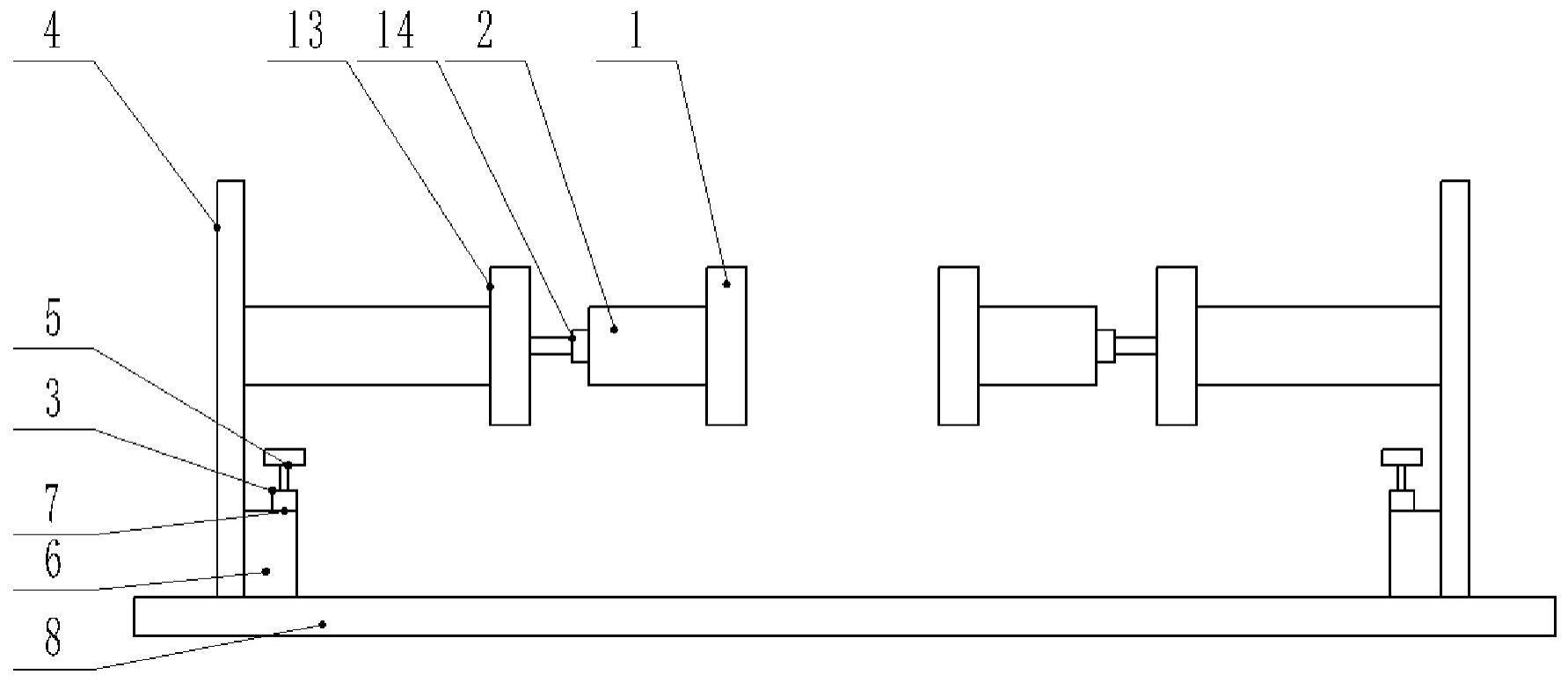
4、一种火力发电厂的焊接装置,包括两个左右对称的固定轴,所述固定轴的一端设置有第一内支撑装置,使得管道能够套设在固定轴外侧,并通过第一内支撑装置对焊接位置支撑固定;所述固定轴的另一端固定连接在支架上,所述支架底部滑动连接在底座上;所述固定轴中间设置有伸缩杆,所述伸缩杆端部连接第二内支撑装置;所述底座上还滑动连接有外支撑装置,所述外支撑装置包括液压缸,所述液压缸与控制器连接;
5、所述第一内支撑装置包括主齿轮、分齿轮、齿条和第一支撑板,所述主齿轮设置在内支撑装置的中心,所述主齿轮外侧均匀分布有多个分齿轮,所述分齿轮上啮合有齿条,所述齿条的末端固定连接有支撑板;所述第二支撑装置和第一支撑装置结构相同。
6、进一步地,所述底座上还滑动连接有外支撑装置,所述外支撑装置包括滑块,所述滑块顶部固定连接液压缸,所述液压缸顶部设置有第二支撑板。
7、一种上述的火力发电厂的焊接装置的使用方法,将小径管套设在固定轴上,然后通过第一内支撑装置支撑焊接位置,通过伸缩杆调节第二内支撑装置的支撑位置使得第二支撑杆支撑管道中间,调节外支撑装置位置使得外支撑装置支撑管道末端,通过调节液压缸的伸缩量使得第二支撑板顶部到固定轴中心的距离为管道外径的一半,进而保证管道水平,然后移动两侧的支架使得管道接触,最后焊接形成焊接接头。
8、一种上述焊接接头的检测方法,其特征在于,包括如下步骤:
9、了解和确认待检工件的相关信息;
10、根据待检工件的相关信息设置相控阵超声检测系统的参数,利用仿真软件验证检测参数;
11、确定检测面和检测范围;
12、利用探头扫描待检工件并出具检测结果。
13、进一步地,所述待检工件的相关信息包括:规格、材质、位置、坡口形式、焊接方法、检测时机。
14、进一步地,在设置参数之前查看待检工件外观状态,检查周围环境条件,确认是否满足检测工作要求。
15、进一步地,设置相控阵超声检测系统的参数包括聚焦法则设置和被检工件参数设置。
16、进一步地,所述被检工件参数设置包括将焊缝宽度、余高、坡口角度工件参数设置为焊缝实际值。
17、进一步地,设置参数后进行检测能力验证。
18、进一步地,所述检测能力验证方法包括缺陷试样制作和能力验证试验。
19、上述本发明的有益效果如下:
20、1)本发明通过设置将管道套设在固定轴外侧,并通过可自动调节的第一内支撑装置支撑管道的焊接位置,通过伸缩杆调节第二内支撑装置的支撑位置使得第二支撑杆支撑管道中间,通过由中心向外调节的第一内支撑装置和第二内支撑装置可以保证在调节过程中管道的轴线不变,进而使得在焊接不同内径的管道时均可以保证两侧的管道对中;本发明还设置了可移动的外支撑装置,对管道的端部进行支撑;通过三点支撑保证了管道水平,从而进而使得在焊接不同长度的管道时均可以保证两侧的管道对中,避免管道下沉带来的影响。
21、2)本发明通过采用civa检测仿真技术验证聚焦法则参数和检测工艺参数,确保检测声束覆盖全部检测区域,提高焊接接头缺陷检出率。采用a、b、c、d、s多种扫描方式相结合,直观显示缺陷特征和缺陷位置,提高缺陷数据分析和性质判定的准确性。
技术特征:
1.一种火力发电厂的焊接装置,其特征在于,包括两个左右对称的固定轴,所述固定轴的一端设置有第一内支撑装置,使得管道能够套设在固定轴外侧,并通过第一内支撑装置对焊接位置支撑固定;所述固定轴的另一端固定连接在支架上,所述支架底部滑动连接在底座上;所述固定轴中间设置有伸缩杆,所述伸缩杆端部连接第二内支撑装置;所述底座上还滑动连接有外支撑装置,所述外支撑装置包括液压缸,所述液压缸与控制器连接;
2.根据权利要求1所述的一种火力发电厂的焊接装置,其特征在于,所述底座上还滑动连接有外支撑装置,所述外支撑装置包括滑块,所述滑块顶部固定连接液压缸,所述液压缸顶部设置有第二支撑板。
3.一种如权利要求1-2任一项所述的火力发电厂的焊接装置的使用方法,将小径管套设在固定轴上,然后通过第一内支撑装置支撑焊接位置,通过伸缩杆调节第二内支撑装置的支撑位置使得第二支撑杆支撑管道中间,调节外支撑装置位置使得外支撑装置支撑管道末端,通过调节液压缸的伸缩量使得第二支撑板顶部到固定轴中心的距离为管道外径的一半,进而保证管道水平,然后移动两侧的支架使得管道接触,最后焊接形成焊接接头。
4.一种焊接接头的检测方法,其特征在于,对如权利要求3所述的焊接接头进行检测,检测包括如下步骤:
5.根据权利要求4所述的焊接接头的检测方法,其特征在于,所述待检工件的属性和焊接信息包括:规格、材质、位置、坡口形式、焊接方法、检测时机。
6.根据权利要求4所述的一种火力发电厂的焊接方法及焊接接头的检测方法,其特征在于,在设置参数之前查看待检工件外观状态,检查周围环境条件,确认是否满足检测工作要求。
7.根据权利要求4所述的一种火力发电厂的焊接方法及焊接接头的检测方法,其特征在于,设置相控阵超声检测系统的参数包括聚焦法则设置和被检工件参数设置;
8.根据权利要求4所述的一种火力发电厂的焊接方法及焊接接头的检测方法,其特征在于,设置参数后进行检测能力验证。
9.根据权利要求8所述的一种火力发电厂的焊接方法及焊接接头的检测方法,其特征在于,所述检测能力验证方法包括缺陷试样制作和能力验证试验。
10.根据权利要求9所述的一种火力发电厂的焊接方法及焊接接头的检测方法,其特征在于,所述缺陷试样制作包括:设计制作与被检工件规格、材质相同或相近的各类小径管的典型焊接缺陷试样,对试样进行射线或常规超声检测,确定试样中各类焊接缺陷的性质、尺寸和位置;
技术总结
本发明公开了一种火力发电厂的焊接方法及焊接接头的检测方法,可以在焊接不同内径不同长度的管道时均可以保证两侧的管道对中,进而提高焊接质量,并确保检测焊接接头时检测声束能覆盖全部检测区域,提高焊接接头缺陷检出率,具体方案如下:包括两个左右对称的固定轴,所述固定轴的一端设置有第一内支撑装置,使得管道能够套设在固定轴外侧,并通过第一内支撑装置对焊接位置支撑固定;所述固定轴的另一端固定连接在支架上,所述支架底部滑动连接在底座上;所述固定轴中间设置有伸缩杆,所述伸缩杆端部连接第二内支撑装置;所述底座上还滑动连接有外支撑装置,所述外支撑装置包括液压缸,所述液压缸与控制器连接。
技术研发人员:庞继勇,戴进,刘妍蕾
受保护的技术使用者:中国电建集团山东电力建设第一工程有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!