一种1.0mm以下丝径多圈焊环生产线及方法与流程
本发明涉及焊环制造,具体涉及一种1.0mm以下丝径多圈焊环生产线及方法。
背景技术:
1、目前铜基钎料挤压丝材最细能做到1.0mm,想要生产丝径小于1.0mm的环焊时,由于现有技术使用电阻在线加热方法拉拔,由于电压波动以及在线接触不良会导致加热不均匀,从而导致丝材间断性脆断,且导致丝径不均匀,无法保证小丝径焊环的均匀性;另外,现有技术拉拔一个批次之后再到另外一个焊环整形设备,再通过加热后制作成多圈焊环;这样需要重复加热,浪费资源,成本较高,且生产效率低。
技术实现思路
1、针对现有技术中的问题,本发明提供一种1.0mm以下丝径多圈焊环生产线及方法,目的在于改进生产工艺,制作小于1mm丝径的高精度焊环,提高生产效率并降低成本。
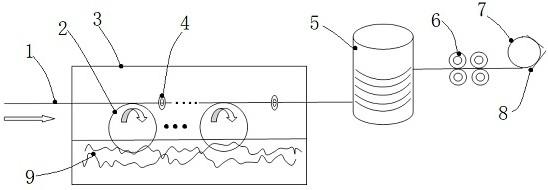
2、一种1.0mm以下丝径多圈焊环生产线,包括油箱、拉拔转盘、送丝轮和制环机,在所述油箱的中部转动安装有n个导热轮以及固定设置有n个拉拔模具,所述导热轮从左至右依次布置在所述油箱内,所述拉拔模具与所述导热轮交叉布置,在所述导热轮的后置位均设置有一个拉拔模具;在所述油箱内填充有加热油,所述加热油的油温保持在170℃~185℃,通过所述加热油和导热轮对所述磷铜钎料丝材进行加热;
3、其中,所述n为1~5,所述导热轮为从动轮且为锥形,所述导热轮的锥面与其轴向之间的夹角为9°~10°,所述导热轮的粗糙度为ra0.2~ra0.1,所述导热轮的入丝处截面直径为200mm~250mm,所述磷铜钎料丝材缠绕在所述导热轮上并依次排列在所述导热轮上;位于所述导热轮前置位的拉拔模具的轴向与该导热轮的入丝方向相同,位于所述导热轮后置位的拉拔模的轴向与该导热轮的出丝方向相同,所述导热轮的出丝方向和入丝方向均位于其锥面的上方且与其轴向垂直;所述拉拔转盘为主动轮且为锥形,所述拉拔转盘的锥面与其轴向之间的夹角为5°~6°,所述拉拔转盘的入丝处截面直径为200mm~250mm,所述拉拔转盘锥面的粗糙度为ra0.8~ra0.4。
4、为提高生产质量和生产效率,进一步为:根据下表选择参数以生产相应规格的焊环,
5、
6、表中,第一组导热轮和拉拔模具为所述油箱内最左边的第一个导热轮和第一个拉拔模具。
7、进一步为:所述加热油的液面位于所述导热轮的中部。
8、为减少油烟的排出,进一步为:所述加热油为精炼植物油,所述加热油的烟点大于200℃,所述油箱的顶部密封设置有箱盖。
9、一种1.0mm以下丝径多圈焊环生产方法,基于所述的小丝径多圈焊环生产线,将1.0mm丝径的磷铜钎料丝材沿水平方向穿入所述油箱,然后从左至右经交叉设置的导热轮和拉拔模具后从所述油箱内穿出,再依次经所述拉拔转盘、送丝轮后进入制环机进行制环,通过加热油和导热轮对所述磷铜钎料丝材进行加热;所述拉拔模具的减径范围为0.05mm~0.1mm,并根据生产丝径的规格选择磷铜钎料丝材经过所述导热轮和拉拔模具的组数,其中,前后相邻的一个导热轮和一个拉拔模具为一组。
10、本发明的有益效果:通过拉拔转盘对小丝径丝材进行拉拔,拉力在拉拔转盘和导热轮的锥面上进行分散,同时通过加热油对丝材进行稳定均匀的加热,再通过控制拉拔转盘和导热轮上的粗糙度、缠绕圈数以及拉拔速度,从而保证脆性丝材可以均匀地被拉拔成直径低于1.0mm的小丝材并便于进一步制作成焊环。
技术特征:
1.一种1.0mm以下丝径多圈焊环生产线,其特征在于:包括依次布置的油箱、拉拔转盘、送丝轮和制环机,在所述油箱的中部转动安装有n个导热轮以及固定设置有n个拉拔模具,所述n为1~5,所述导热轮为从动轮且为锥形,所述导热轮从左至右依次布置在所述油箱内,所述拉拔模具与所述导热轮交叉布置,在所述导热轮的后置位均设置有一个拉拔模具,位于所述导热轮前置位的拉拔模具的轴向与该导热轮的入丝方向相同,位于所述导热轮后置位的拉拔模的轴向与该导热轮的出丝方向相同,所述导热轮的出丝方向和入丝方向均位于其锥面的上方且与其轴向垂直,在所述油箱内填充有加热油,所述拉拔转盘为主动轮且为锥形。
2.根据权利要求1所述的1.0mm以下丝径多圈焊环生产线,其特征在于:所述导热轮的锥面与其轴向之间的夹角为9°~10°,所述导热轮的粗糙度为ra0.2~ra0.1,所述导热轮的入丝处截面直径为200mm~250mm,所述磷铜钎料丝材缠绕在所述导热轮上并依次排列在所述导热轮上。
3.根据权利要求1所述的1.0mm以下丝径多圈焊环生产线,其特征在于:所述拉拔转盘的锥面与其轴向之间的夹角为5°~6°,所述拉拔转盘的入丝处截面直径为200mm~250mm,所述拉拔转盘锥面的粗糙度为ra0.8~ra0.4。
4.根据权利要求1所述的1.0mm以下丝径多圈焊环生产线,其特征在于:根据下表选择参数以生产相应规格的焊环,
5.根据权利要求1所述的1.0mm以下丝径多圈焊环生产线,其特征在于:所述加热油的液面位于所述导热轮的中部。
6.根据权利要求1所述的1.0mm以下丝径多圈焊环生产线,其特征在于:所述加热油为精炼植物油,所述加热油的油温保持在170℃~185℃,所述加热油的烟点大于200℃,所述油箱的顶部密封设置有箱盖。
7.一种1.0mm以下丝径多圈焊环生产方法,其特征在于:基于权利要求1所述的1.0mm以下丝径多圈焊环生产线,将1.0mm丝径的磷铜钎料丝材沿水平方向穿入所述油箱,然后从左至右经交叉设置的导热轮和拉拔模具后从所述油箱内穿出,再依次经所述拉拔转盘、送丝轮后进入制环机进行制环,通过加热油和导热轮对所述磷铜钎料丝材进行加热;所述拉拔模具的减径范围为0.05mm~0.1mm,并根据生产丝径的规格选择磷铜钎料丝材经过所述导热轮和拉拔模具的组数,其中,前后相邻的一个导热轮和一个拉拔模具为一组。
技术总结
一种1.0mm以下丝径多圈焊环生产线及方法,包括油箱、拉拔转盘、送丝轮和制环机,在油箱的中部转动安装有导热轮以及固定设置有拉拔模具,将1.0mm丝径的磷铜钎料丝材沿水平方向穿入油箱,然后从左至右经交叉设置的导热轮和拉拔模具后从油箱内穿出,再依次经拉拔转盘、送丝轮后进入制环机进行制环;通过加热油和导热轮对磷铜钎料丝材进行加热;通过拉拔转盘对小丝径丝材进行拉拔,拉力在拉拔转盘和导热轮的锥面上进行分散,同时通过加热油对丝材进行稳定均匀的加热,再通过控制拉拔转盘和导热轮上的粗糙度、缠绕圈数以及拉拔速度,从而保证脆性丝材可以均匀地被拉拔成直径低于1.0mm的小丝材并便于进一步制作成焊环。
技术研发人员:石晓辉,张富强,禹远方,张晓枫,高娟,石子双
受保护的技术使用者:新乡市七星钎焊科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!