一种卷取机导尺控制方法与流程
本发明涉及轧钢工艺,尤其涉及一种卷取机导尺控制方法。
背景技术:
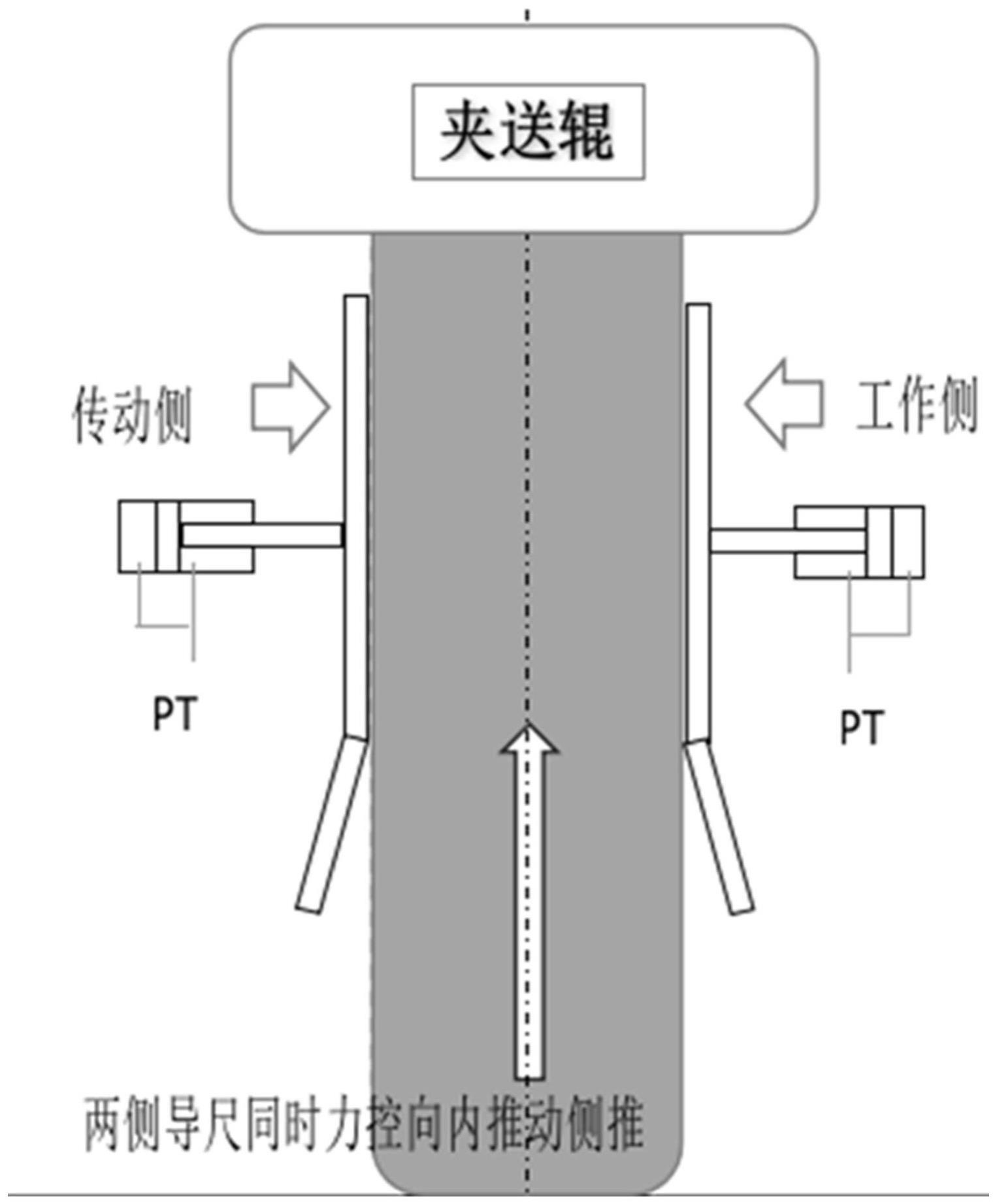
1、导尺是板带轧钢机组、精整机组必不可少的装置,其作用是通过导尺夹持带钢,保证带钢对准轧制中心线,正确、顺利地送入后续机组中,以提高带钢运行的稳定性,减少钢卷塔形等缺陷。导尺分为工作侧导尺和传动侧导尺,两侧导尺均由平行段与喇叭口段两段组成。通过调整两侧导尺开口度控制不同板宽、不同规格的带钢对中性。
2、现有技术,如申请号为201210559466.6的《一种热轧卷取机导尺薄材穿带控制方法》等技术中,热轧卷取机导尺在带钢头部进入卷取机导尺短行程动作到位后,由位置控制转变为单侧压力控制,导尺靠一侧压力控制贴合夹持住带钢如图1所示。在压力控制开始到夹持住带钢这一过程中只有单侧导尺在动作,这就造成了导尺的机械间隙和设定安全余量等全部都向一侧消除。带钢被导尺逐渐推向一侧,在钢卷头部形成了如图2所示的塔形缺陷。这一缺陷在导尺机械间隙变大及带钢进钢位置偏向力控一侧导尺时会非常明显。
3、而申请号为201810219073.8的《一种卷曲机导尺短行程的控制方法》,主要针对导尺短行程的控制,无法从根本上解决塔形缺陷。
技术实现思路
1、根据上述提出的技术问题,而提供一种卷取机导尺控制方法。本发明采用的技术手段如下:
2、一种卷取机导尺控制方法,包括如下步骤:
3、二次短行程完成信号来后,plc控制工作侧导尺和传动侧导尺同时投入压力闭环控制,基于控制方式为传动侧力控模式或是工作侧力控模式对工作侧导尺和/或传动侧导尺的压力反馈及持续时间进行判断,当超出预设值后,plc基于控制模式为传动侧力控模式或是工作侧力控模式向工作侧导尺或传动侧导尺发出停止压力控制的信号。
4、进一步地,当带钢头部到达导尺中间位置后,plc控制导尺工作侧和导尺传动侧进行一次短行程;一次短行程结束后,plc控制导尺工作侧和导尺传动侧进行二次短行程;二次短行程结束后,生成所述二次短行程完成信号。
5、进一步地,控制方式为传动侧力控模式时,工作侧导尺在以下两种条件满足一条时就停止压力控制:
6、a1.工作侧导尺压力反馈大于预设值的50~90%后,持续时间超过200~1000ms。
7、a2.传动侧压力反馈数值和工作侧压力反馈数值之和达到预设值的1.5~2倍后,持续时间超过100~500ms。
8、进一步地,控制方式为工作侧力控模式时,传动侧导尺在以下两种条件满足一条时就停止压力控制:
9、a1.传动侧导尺压力反馈大于预设值的50~90%,持续时间超过200~1000ms。
10、a2.传动侧压力反馈数值和工作侧压力反馈数值之和达到预设值的1.8倍后,持续时间超过100~500ms。
11、进一步地,所述预设值基于不同钢种进行针对性的设置,所述预设值≥10kn。
12、本发明具有以下优点:本发明投入运行后,基于导尺双侧同时检测压力及控制的方法,大幅度消除了卷曲后钢卷的钢卷头部单侧塔形现象。从封锁数据对比来看导尺头部双侧力控功能投入后,塔型和因为塔型造成的折边封锁从每月160多卷基本减少到十几卷的程度。实施本发明后至少年减少封锁返工1700卷以上。每年可创效200万元以上。
技术特征:
1.一种卷取机导尺控制方法,其特征在于,包括如下步骤:二次短行程完成信号来后,plc控制工作侧导尺和传动侧导尺同时投入压力闭环控制,基于控制方式为传动侧力控模式或是工作侧力控模式对工作侧导尺和/或传动侧导尺的压力反馈及持续时间进行判断,当超出预设值后,plc基于控制模式为传动侧力控模式或是工作侧力控模式向工作侧导尺或传动侧导尺发出停止压力控制的信号。
2.根据权利要求1所述的卷取机导尺控制方法,其特征在于,当带钢头部到达导尺中间位置后,plc控制导尺工作侧和导尺传动侧进行一次短行程;一次短行程结束后,plc控制导尺工作侧和导尺传动侧进行二次短行程;二次短行程结束后,生成所述二次短行程完成信号。
3.根据权利要求1所述的卷取机导尺控制方法,其特征在于,控制方式为传动侧力控模式时,工作侧导尺在以下两种条件满足一条时就停止压力控制:
4.根据权利要求1所述的卷取机导尺控制方法,其特征在于,控制方式为工作侧力控模式时,传动侧导尺在以下两种条件满足一条时就停止压力控制:
5.根据权利要求3或4所述的卷取机导尺控制方法,其特征在于,所述预设值基于不同钢种进行针对性的设置,所述预设值≥10kn。
技术总结
本发明提供一种卷取机导尺控制方法。本发明包括如下步骤:二次短行程完成信号来后,PLC控制工作侧导尺和传动侧导尺同时投入压力闭环控制,基于控制方式为传动侧力控模式或是工作侧力控模式对工作侧导尺和/或传动侧导尺的压力反馈及持续时间进行判断,当超出预设值后,PLC基于控制模式为传动侧力控模式或是工作侧力控模式向工作侧导尺或传动侧导尺发出停止压力控制的信号。本发明投入运行后,基于导尺双侧同时检测压力及控制的方法,大幅度消除了卷曲后钢卷的钢卷头部单侧塔形现象。
技术研发人员:何召宁,卢尚宏,秦勉,殷程飞,杨东
受保护的技术使用者:鞍钢股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!