一种基于气胀成形的镁锂合金航空构件制备方法
本发明属于镁锂合金材料加工领域,具体涉及一种基于气胀成形的镁锂合金航空构件制备方法。
背景技术:
1、镁锂合金在如今的生活和航空航天等领域有着越来越重要的作用,随着时代的发展,传统的镁锂合金加工方法已经不足以满足工艺需求,因此后人研究出了薄板轧制、超塑性成形和热拉伸成形加工方法对镁锂合金进行加工。但是,国内外学者对镁锂合金气胀成形的研究依然不多,由此对镁锂合金进行气胀成形的性能研究迫在眉睫。对镁锂合金进行气胀成形,我们可以扩大镁锂合金的使用区域,增大它的使用价值,尤其是对于航空航天领域上的一些轻型构件,如航空仪表盘,将具有非常重大的意义。
技术实现思路
1、本发明的目的在于解决上述问题,提供一种基于气胀成形的镁锂合金航空构件制备方法。
2、为了实现上述发明目的,本发明提供以下技术方案:本发明一种基于气胀成形的镁锂合金航空构件制备方法,以便探索出其超塑性成形规律,为制备航空构建制备提供思路。
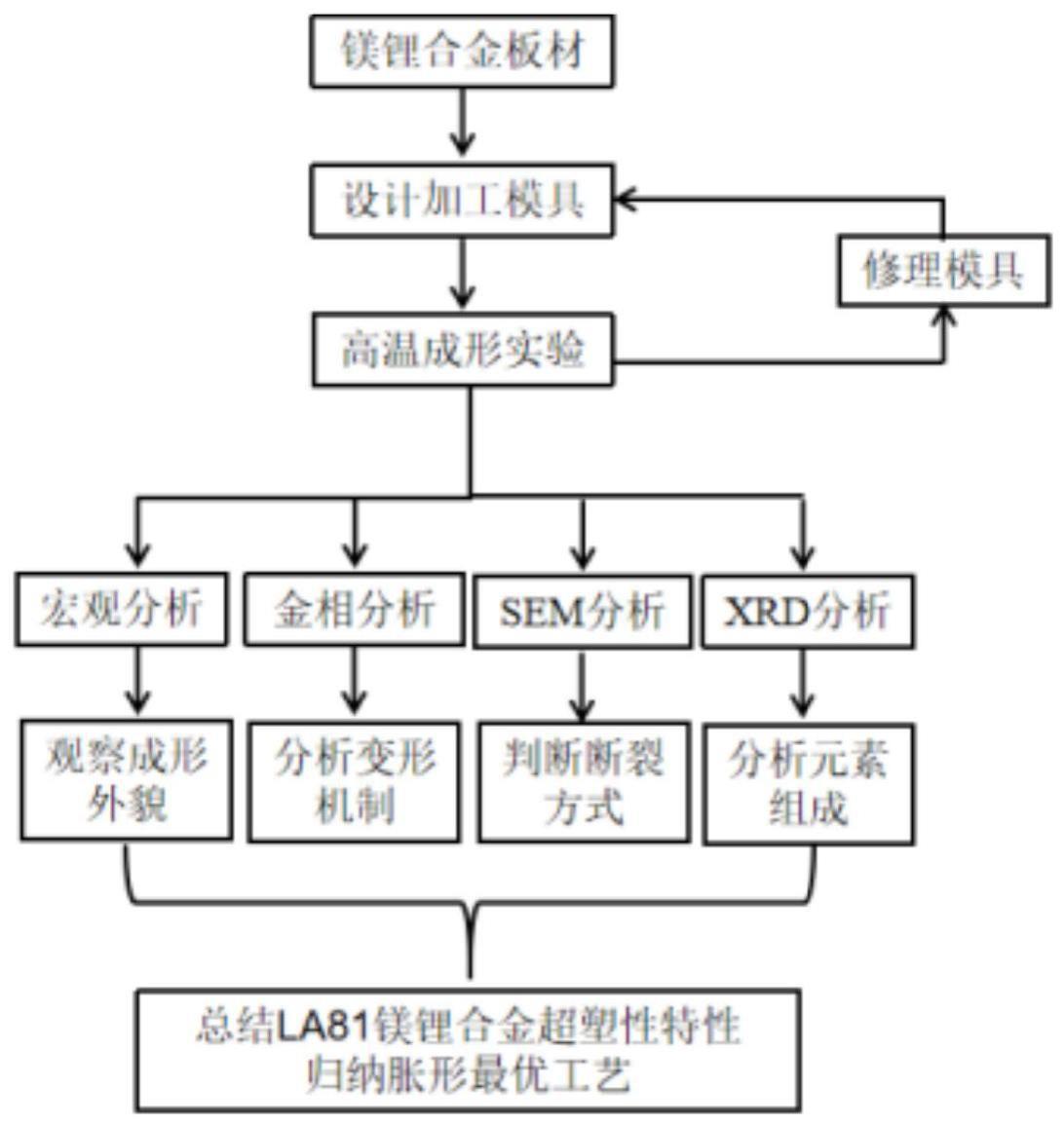
3、所述的一种基于气胀成形的镁锂合金航空构件制备方法,包括以下步骤;
4、(1)材料预处理;
5、(2)设计加工模具;
6、(3)高温成形实验;
7、所述步骤(1)材料选用la81镁锂合金
8、所述步骤(2)选用的模具材料为30crmnsi;
9、所述步骤(3)在相同温度下,进行不同的保温时间,并不断精确细化;
10、本发明的有益效果为:
11、1、本发明成功设计了航空用仪表盘的模具,并用这个模具采用气胀成形的方法将1mm厚的la81镁锂合金板材加工为航空用仪表盘的坯件,说明用气胀成形的方法制备航空用仪表盘是可行的。
12、2、本发明摸索出了适宜的胀形工艺参数,工艺参数是:温度为380℃,通气速率为0.2mpa,保温时间为75min。
13、3、本发明中la81镁锂合金在380℃下的应变速率敏感指数达到0.35,大于0.3,发生了超塑性变形。
技术特征:
1.一种基于气胀成形的镁锂合金航空构件制备方法,材料采用厚度为1.0mm的la81镁锂合金薄板,其以工业纯镁、锂、锌(99.9%)为原材料通过真空熔炼法制备而成,随后进行锻造处理,再经过多道次热轧形成薄板材;
2.按照权利要求1所述la81镁锂合金薄板,其特征在于,其以工业纯镁、锂、锌(99.9%)为原材料通过真空熔炼法制备而成,随后进行锻造处理,再经过多道次热轧形成薄板材。
3.一种权利要求1~2中任一项所述的基于气胀成形的镁锂合金航空构件制备方法,其特征在于,包括以下步骤:
技术总结
本发明提供了一种基于气胀成形的镁锂合金航空构件制备方法,属于镁锂合金材料加工领域。本发明所选用的材料是LA81镁锂合金作为试样材料,对试样进行预处理后,设计加工的模具,之后进行高温成形实验,并对模具进行修正,待模具修正后分析LA81镁锂合金超塑性的特性,确定适宜工艺参数,并使用模具制造镁锂合金航空构件。
技术研发人员:刘俊伟,李嘉成,李勇,张煜,饶金
受保护的技术使用者:南昌航空大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!