一种延长轧制公里数的窜辊控制方法与流程
本发明属于冶金、自动化的热连轧,尤其涉及一种延长轧制公里数的窜辊控制方法。
背景技术:
1、随着板带材的市场的竞争日趋加剧,市场对高质量板材需求越来越大。因此带钢的板形质量受到大量钢铁企业的重视。带钢的板形的指标一般包括凸度和平直度。但是对于从热轧产线生产的板材送到下游冷轧产线继续加工的钢种,冷轧工艺对其除了凸度和平直度的要求之外,对带钢的轮廓要求较高,尤其对带钢的局部“猫耳”要求控制在较小的范围。
2、带钢的边部局部“猫耳”的出现主要原因是轧辊磨损不均匀磨损严重。尤其轧制中没有制定合理的轧制计划或者板形控制能力有限的产线,热轧产品容易出现局部“猫耳”。因此本发明设计一种窜辊控制策略来改善轧辊磨损来延长轧制公里数。在开轧前期,精轧各个机架工作辊的第一次窜动到不同位置来避免零点磨损,然后工作辊在窜辊设备极限往返窜动,每次窜动的步长保持不变。通过本发明的窜辊控制方法可以有效减小轧辊的不均匀磨损,进而延长轧制公里数,提高产线的经济效益。
技术实现思路
1、本发明所要解决的技术问题是针对背景技术的不足提供了一种延长轧制公里数的窜辊控制方法,根据轧制计划安排,在轧制前期使用同步等步长窜辊策略来均匀轧辊磨损,轧制后期设计工作辊在机架一侧窜辊设备极限附近等步长窜辊的方法进而改善轧辊磨损,延长轧制公里数。
2、本发明为解决上述技术问题采用以下技术方案:
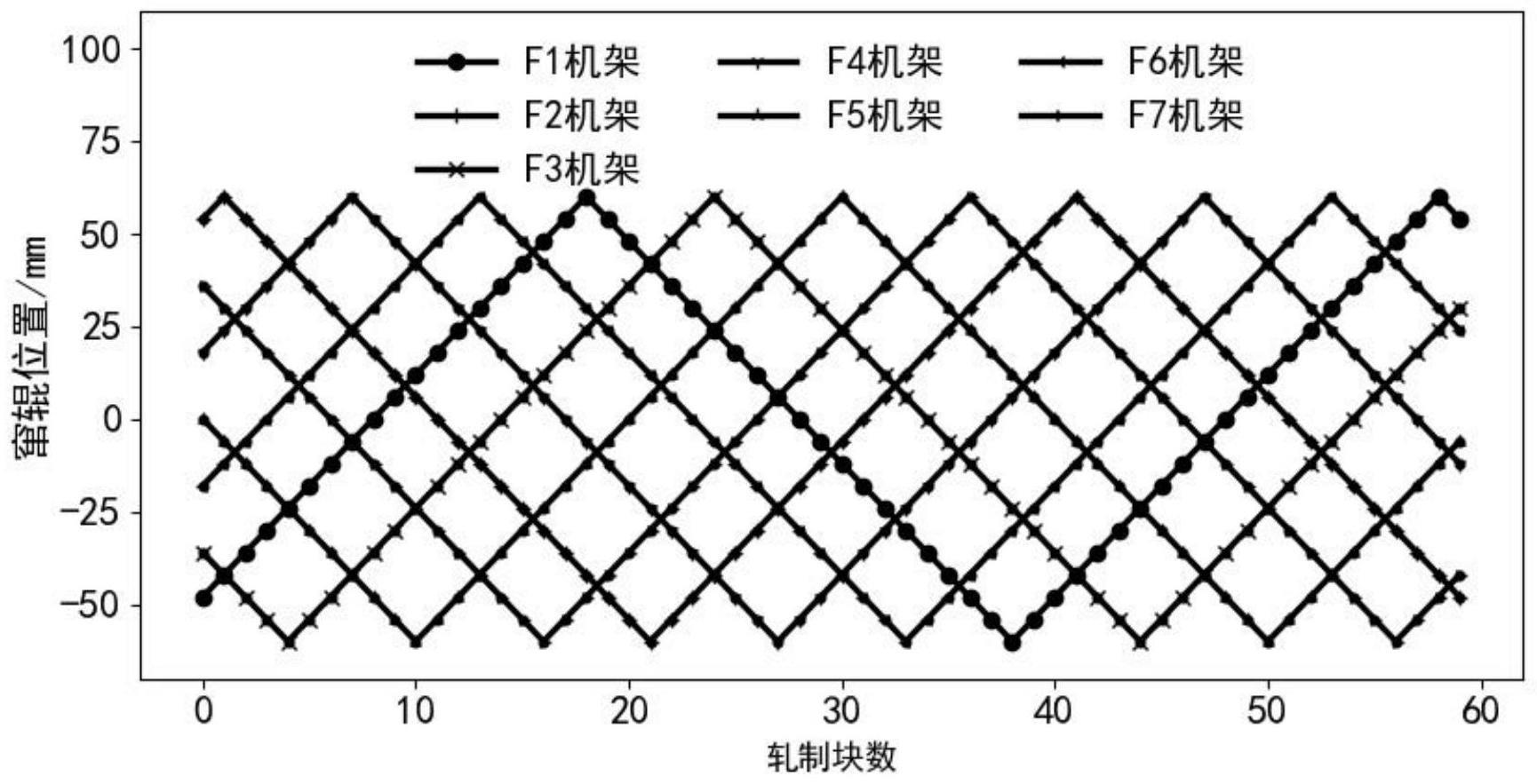
3、一种延长轧制公里数的窜辊控制方法,机架的上工作辊从零点开始往机架一侧的方向窜动,直到工作辊窜动到窜辊设备的极限lmax处,再开始反向窜动到零点位置,然后继续窜动直到窜辊设备的极限-lmax处;最后工作辊在窜辊设备的两个极限之间往返窜动,每次窜动步长保持不变,直到轧制结束;由于上工作辊和下工作辊成对称分布,因此下工作辊与上工作辊的窜动方向相反,先从零点窜动到窜辊设备的极限-lmax处,然后反向窜动到窜辊的极限lmax处;下工作辊在窜辊设备的两个极限范围内往返窜动,每次窜动步长保持不变;其中工作辊从零点位置开始窜动,最后回到零点位置为一个窜辊周期t,工作辊窜动一个周期需要步数4step。
4、进一步的,根据设备情况确定lmax,确定各机架工作辊开轧的第一次窜动从零点窜动的初始相位其中stand为精轧机架号;根据窜辊窜动的频率f和各机架工作辊的初始相位确定工作辊在一个窜动周期的相位
5、其中stripn为一个轧制单位过程的轧制块数;其中f1含义是每轧f1块带钢,工作辊允许窜动一次;
6、由和step得到shift;若窜动相位小于块窜动步数step,得到窜辊位置:
7、
8、其中stand为对应的机架号;
9、若在[step,3step]之内,可得到窜辊位置:
10、
11、若大于3step,可得到窜辊位置:
12、至此,完成窜辊方法的设计。
13、本发明采用以上技术方案与现有技术相比,具有以下技术效果:
14、本发明提供了一种改善轧辊磨损延长轧制公里数的窜辊策略。根据轧制计划安排,在轧制前期使用同步等步长窜辊策略来均匀轧辊磨损,轧制后期设计工作辊在机架一侧窜辊设备极限附近等步长窜辊的方法进而改善轧辊磨损,延长轧制公里数。
技术特征:
1.一种延长轧制公里数的窜辊控制方法,其特征在于:
2.根据权利要求1所述的一种延长轧制公里数的窜辊控制方法,其特征在于:
技术总结
本发明提供一种延长轧制公里数的窜辊控制方法,机架的上工作辊从零点开始往机架一侧的方向窜动,直到工作辊窜动到窜辊设备的极限Lmax处,再开始反向窜动到零点位置,然后继续窜动直到窜辊设备的极限‑Lmax处;最后工作辊在窜辊设备的两个极限之间往返窜动,每次窜动步长保持不变,直到轧制结束;由于上工作辊和下工作辊成对称分布,因此下工作辊与上工作辊的窜动方向相反,先从零点窜动到窜辊设备的极限‑Lmax处,然后反向窜动到窜辊的极限Lmax处;下工作辊在窜辊设备的两个极限范围内往返窜动,每次窜动步长保持不变;其中工作辊从零点位置开始窜动,最后回到零点位置为一个窜辊周期T,工作辊窜动一个周期需要步数4step。
技术研发人员:范礼松,尹锋,程传永
受保护的技术使用者:张家港宏昌钢板有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!