一种重型矿车悬挂总成热装工艺的制作方法
本发明属于悬挂总成装配,具体涉及一种重型矿车悬挂总成热装工艺。
背景技术:
1、悬挂总成作为矿用车的关键零部件传递车架到后桥的载荷,悬挂总成中包含弯轴及支架,弯轴与支架通常为单独铸造,并通过加工后将支架安装到弯轴上。为保证弯轴与支架安装的稳定性,弯轴端部与支架上安装孔为过盈配合。因此在加工时,需要保证弯轴端部与安装孔的尺寸精度误差在较小的范围内。且在装配过程中需要采用特殊设备将弯轴的端部挤压到支架上的安装孔内部。操作过程比较复杂,组装效率较低。
技术实现思路
1、本发明实施例提供一种重型矿车悬挂总成热装工艺,旨在能够解决现有技术中悬挂总成在装配过程中操作比较复杂,组装效率低的问题。
2、为实现上述目的,本发明采用的技术方案是:提供一种重型矿车悬挂总成热装工艺,包括:
3、步骤1,曲轴加工,划定曲轴端部中心孔位置并加工,以两端中心孔为基准粗车、精车曲轴端部,通过抛光装置对曲轴的端部进行抛光处理,加工完成后将曲轴放置到装配架上;
4、步骤2,支架加工,加工支架上的用于安装曲轴的安装孔,安装孔的尺寸与曲轴端部的外尺寸为过盈配合;
5、步骤3,支架加热,支架放入加热装置内部,启动加热装置温度控制在180°~260°之间,并对支架进行保温;
6、步骤4,组装,在加热后将支架放置到装配架上,在装配架上设置有两个沿曲轴端部轴线方向滑动的滑车,通过推动滑车可以将支架安装到曲轴的端部,并保持顶紧状态,待支架冷却后,实现曲轴与支架之间的连接固定。
7、在一种可能的实现方式中,定义当曲轴放置到装配架上时曲轴端部的轴线方向为第一方向,所述装配架上沿第一方向间隔布置有两个用于支撑曲轴两端的v型架,且所述v型架沿第一方向的投影相互重合设置。
8、在一种可能的实现方式中,在划定曲轴端部中心孔位置时,曲轴的两端分别搭接在两个所述v型架的内部。
9、在一种可能的实现方式中,在曲轴与支架组装时,先将曲轴一端的支架安装到曲轴上,并通过顶紧组件将此端的滑车顶紧在v型架上,再进行另一端支架的安装。
10、在一种可能的实现方式中,所述装配架与滑车之间还设置有用于驱动所述滑车在所述装配架上滑动的驱动组件,所述驱动组件包括:
11、第一支杆,一端铰接设置在其中一个滑车上;
12、第二支杆,一端与所述第一支杆的另一端铰接连接,另一端铰接设置在另一个滑车上,且所述第一支杆与所述第二支杆的铰接轴沿竖直方向滑动设置在所述装配架上;
13、驱动件,所述驱动件的固定部铰接设置在所述装配架上,所述驱动件的驱动端铰接设置在所述第一支杆与所述第二支杆之间的铰接轴上。
14、在一种可能的实现方式中,在步骤4中,在支架放置到滑车上时,通过调节组件调整支架的位置使支架上的安装孔与曲轴的端部位于同轴状态,所述调节组件包括:
15、锥形块,安装在所述装配架上,所述锥形块在所述装配架上具有沿竖直方向调节的自由度,且所述锥形块的轴线位于所述v型架的两个定位斜面的对称中心面上;
16、定位杆,数量为多个,多个定位杆间隔平行设置,且多个定位杆的轴线均沿滑车的滑动方向设置;
17、推动组件,设置在所述装配架上,用于推动支架向靠近定位杆的方向移动。
18、在一种可能的实现方式中,所述锥形块的端部还固定安装有光束发射器,所述光束发射器发射的光束与所述锥形块同轴设置。
19、在一种可能的实现方式中,在划定曲轴端部中心孔位置后还包括中心孔的加工,中心孔在加工时采用翻转工装,所述翻转工装包括:
20、底座,固定安装在钻床的工作面上;
21、转轴,转动设置在所述底座上,所述转轴的轴线沿水平方向设置;
22、固定臂,所述固定臂的中部与所述转轴的一端固定连接;且所述固定臂与所述转轴相互垂直设置;
23、固定组件,设置在所述固定臂上,用于将弯轴固定在所述固定臂上;
24、固定座,固定安装在钻床的工作台上;
25、限位杆,铰接设置在所述固定座上,所述固定臂上设置有与所述限位杆滑动配合的定位槽,所述固定臂转动至竖直状态时,所述限位杆可滑入所述定位槽内部。
26、在一种可能的实现方式中,所述抛光装置包括:
27、操作台;
28、导向杆,转动设置在所述操作台上;
29、滑动架,沿所述导向杆的长度方向滑动设置在所述导向杆上,所述滑动架上转动设置有驱动轮和从动轮,所述驱动轮与所述从动轮的轴线相互平行设置且沿所述导向杆的长度方向设置;
30、转动件,安装在所述滑动架上,所述转动件的驱动轴与所述驱动轮传动连接,用于带动所述驱动轮在所述滑动架上转动;
31、抛光带,连接在所述驱动轮与从动轮之间,并且所述驱动轮与所述从动轮通过所述抛光带同步运动;
32、主轴座,固定安装在所述操作台上,所述主轴座上转动设置有驱动轴,所述驱动轴的轴线沿所述导向杆的长度方向设置;
33、尾座,与所述主轴座沿所述驱动轴的轴线方向间隔固定在所述操作台上,所述尾座上设置有与所述驱动轴同轴设置的顶尖;
34、动力件,所述动力件的驱动端与所述驱动轴传动连接,用于带动所述驱动轴在所述主轴座上转动。
35、本申请实施例所示的方案,与现有技术相比,曲轴采用整体铸造成型,并在曲轴两端根据毛坯分中划定曲轴端部中心孔的位置,并以中心孔为中心,在车床上对曲轴进行粗车及按照要求公差尺寸精车到位。并采用抛光装置对曲轴端部的加工面进行抛光,整体减少了曲轴的精加工时间。支架采用数控机床加工曲轴的安装孔,使曲轴的端部外尺寸与支架上安装孔的内径尺寸保持过盈配合。在支架与曲轴装配之前,需要将支架放置到加热装置内部,进行升温加热,在保温一段时间后将曲轴放置到装配架上,并将支架放置到装配架上的滑车上。调整支架在滑车上的位置,使支架上的安装孔对准曲轴的端部,通过推动滑车带动支架移动使曲轴端部滑入支架的安装孔内部。并保持支架顶紧在曲轴上,待支架降温后即可完成曲轴与支架的连接。操作方便、安装便捷,有效节省人力及提高加工效率。
技术特征:
1.一种重型矿车悬挂总成热装工艺,其特征在于,包括:
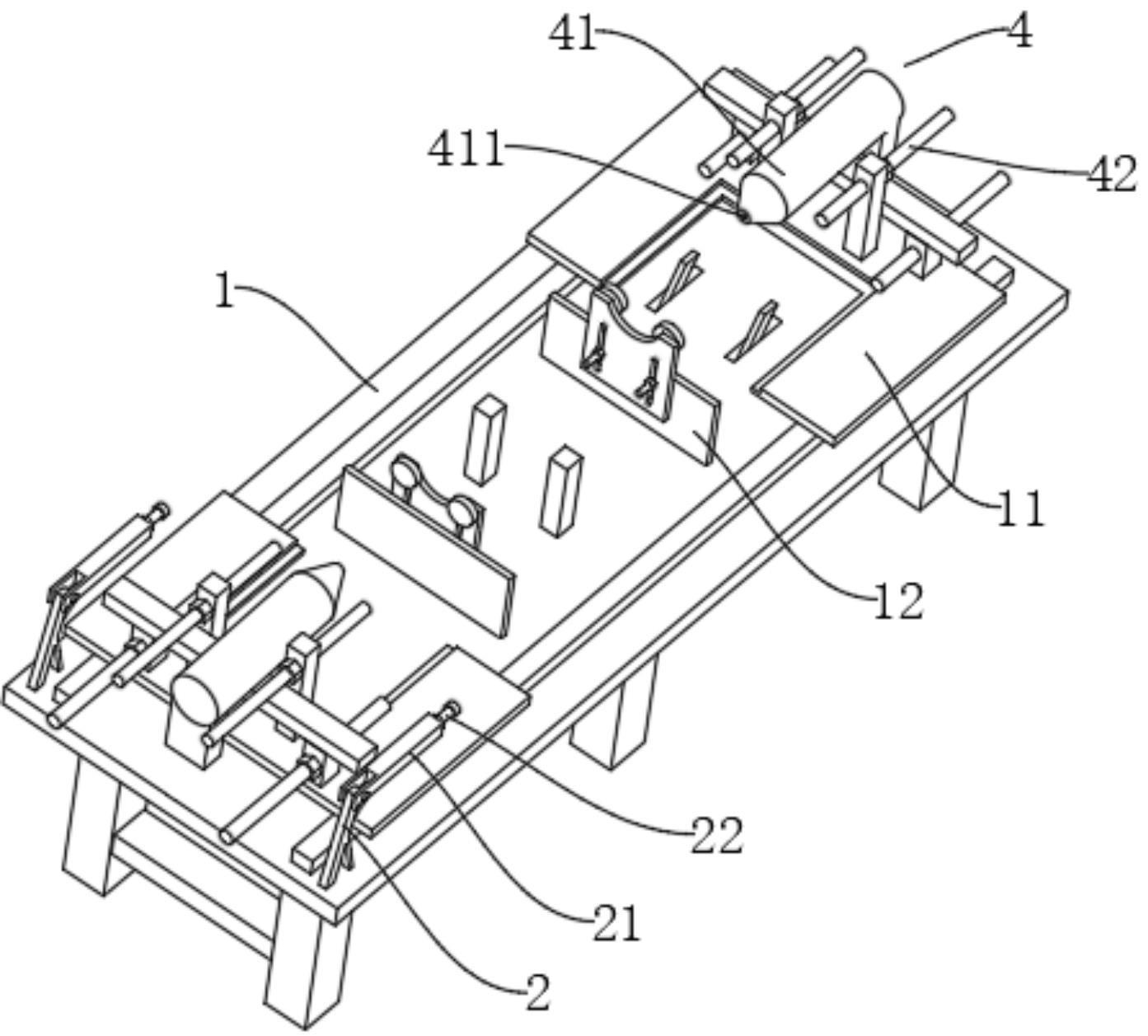
2.如权利要求1所述的重型矿车悬挂总成热装工艺,其特征在于,定义当曲轴放置到装配架(1)上时曲轴端部的轴线方向为第一方向,所述装配架(1)上沿第一方向间隔布置有两个用于支撑曲轴两端的v型架(12),且所述v型架(12)沿第一方向的投影相互重合设置。
3.如权利要求2所述的重型矿车悬挂总成热装工艺,其特征在于,在划定曲轴端部中心孔位置时,曲轴的两端分别搭接在两个所述v型架(12)的内部。
4.如权利要求2所述的重型矿车悬挂总成热装工艺,其特征在于,在曲轴与支架组装时,先将曲轴一端的支架安装到曲轴上,并通过顶紧组件(2)将此端的滑车(11)顶紧在v型架(12)上,再进行另一端支架的安装。
5.如权利要求4所述的重型矿车悬挂总成热装工艺,其特征在于,所述装配架(1)与滑车(11)之间还设置有用于驱动所述滑车(11)在所述装配架(1)上滑动的驱动组件(3),所述驱动组件(3)包括:
6.如权利要求2所述的重型矿车悬挂总成热装工艺,其特征在于,在步骤4中,在支架放置到滑车(11)上时,通过调节组件(4)调整支架的位置使支架上的安装孔与曲轴的端部位于同轴状态,所述调节组件(4)包括:
7.如权利要求6所述的重型矿车悬挂总成热装工艺,其特征在于,所述锥形块(41)的端部还固定安装有光束发射器(411),所述光束发射器(411)发射的光束与所述锥形块(41)同轴设置。
8.如权利要求1所述的重型矿车悬挂总成热装工艺,其特征在于,在划定曲轴端部中心孔位置后还包括中心孔的加工,中心孔在加工时采用翻转工装(5),所述翻转工装(5)包括:
9.如权利要求1所述的重型矿车悬挂总成热装工艺,其特征在于,所述抛光装置(6)包括:
技术总结
本发明提供了一种重型矿车悬挂总成热装工艺,本发明提供的重型矿车悬挂总成热装工艺,在车床上对曲轴精车到位。并采用抛光装置对曲轴端部的加工面进行抛光,整体减少了曲轴的精加工时间。支架采用数控机床加工曲轴的安装孔。在支架与曲轴装配之前,需要将支架放置到加热装置内部,进行升温加热,在保温一段时间后将曲轴放置到装配架上,并将支架放置到装配架上的滑车上。调整支架在滑车上的位置,使支架上的安装孔对准曲轴的端部,通过推动滑车带动支架移动使曲轴端部滑入支架的安装孔内部。并保持支架顶紧在曲轴上,待支架降温后即可完成曲轴与支架的连接。操作方便、安装便捷,有效节省人力及提高加工效率。
技术研发人员:焦金国,焦洪雷,焦洪开,张延周,王国栋
受保护的技术使用者:河北卡玛液压机械有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!