一种高频焊钢管稳态成型方法与流程
本发明涉及钢管生产成型,具体地涉及一种高频焊钢管稳态成型方法。
背景技术:
1、高频焊钢管是国民生产和生活的一种重要原材料,在各个行业应用比较广泛。高频焊钢管使用的材料是一种具有一定强度、塑性的碳钢材料,经过成型后进行焊接,形成成品钢管。
2、目前,在钢管制造过程中,钢板成型均采用对称的成型方式,这样就造成钢板不能过度变形,在焊接前,成型的钢板呈字母“c”型,钢带成型后钢管圆周方向始终不能自然闭合成“o”型,焊接时依靠挤压辊提供的挤压力保证钢板左右两边部线性接触。但由于此时钢板处于弹性变形范围内,钢板的反弹现象始终存在,挤压辊之后仍然有回弹力存在,焊接后的焊缝在回弹力的作用下处于拉伸状态,对焊缝质量存在一定的不良影响。
技术实现思路
1、本发明的目的在于克服现有技术存在的缺点,提出设计一种高频焊钢管稳态成型方法,能够优化管坯焊接时的受力状态,有效减小焊接挤压辊的强度和挤压力,保证钢板焊接后不回弹,焊缝不被拉伸,使焊缝质量更好,提高钢管质量。
2、本发明解决其技术问题所采取的技术方案是:
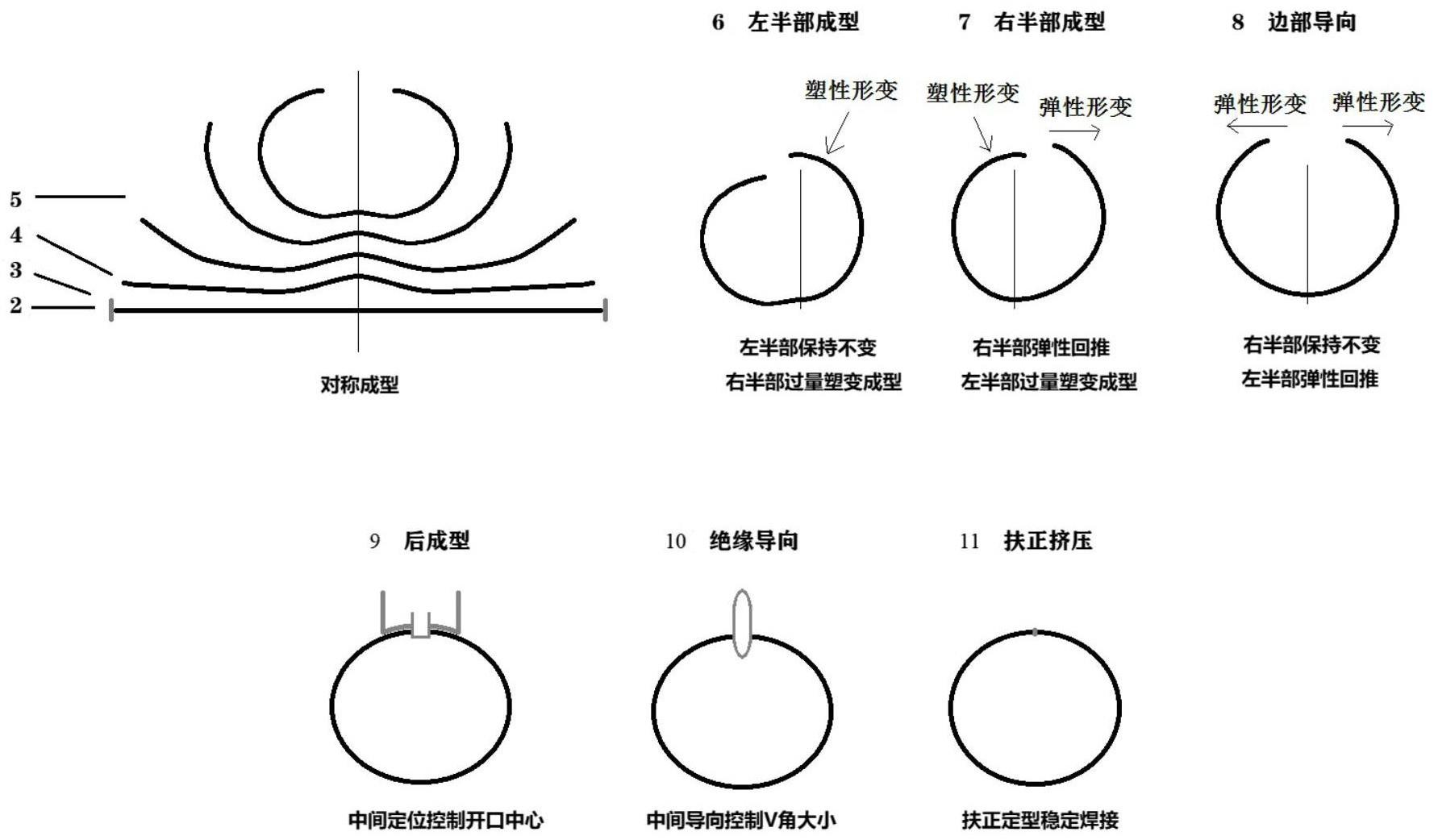
3、一种高频焊钢管稳态成型方法,包括对中、夹送、ω成型、预弯、左半部成型、右半部成型、边部导向、后成型、绝缘导向、扶正挤压;具体的,包括以下步骤:
4、l1、通过对中的立棍和夹送的平辊主动将钢板送入ω成型和预弯,将钢板以中心线为分界点左右两边对称成型,中心定位;
5、l2、然后送入左半部成型、右半部成型、边部导向、后成型、绝缘导向、扶正挤压,最后焊接成型。
6、进一步的,所述左半部成型对钢板辊压,左半部保持不变,右半部产生塑性形变,成型后,使钢板的边缘线越过成型中心线,达到过量塑性变形。
7、进一步的,所述右半部成型对钢板辊压,右半部弹性回推,左半部产生塑性形变,成型后,使钢板的边缘线越过成型中心线,达到过量塑性变形。
8、进一步的,所述边部导向,使右半部保持不变,左半部弹性回推。
9、进一步的,所述绝缘导向的导向片通过陶瓷轴承支撑在其中心轴上,两个导向片之间采用绝缘陶瓷环绝缘,外圆处采用陶瓷滚珠轴承,保证左右导向片之间绝缘,且有一定的刚度和韧性。
10、本发明的技术效果:
11、与现有技术相比,本发明的一种高频焊钢管稳态成型方法,采用左右部分钢板分别过量成型的方法,使钢板产生过量变形,采用中间绝缘的导向辊,保证焊接功率集中到焊接点,保证焊接的稳定性和效果。本发明能够优化管坯焊接时的受力状态,有效减小焊接挤压辊的强度和挤压力,保证钢板焊接后不回弹,焊缝不被拉伸,使焊缝质量更好,提高钢管质量。该成型方法具有使成型和焊接更稳定、可以有效消除成型回弹现象、焊后焊缝不受拉伸变形、焊缝更牢固、钢管质量更可靠、提高焊接质量、安全可靠的优点。
技术特征:
1.一种高频焊钢管稳态成型方法,其特征在于:包括对中(2)、夹送(3)、ω成型(4)、预弯(5)、左半部成型(6)、右半部成型(7)、边部导向(8)、后成型(9)、绝缘导向(10)、扶正(11)挤压;具体的,包括以下步骤:
2.根据权利要求1所述的高频焊钢管稳态成型方法,其特征在于:所述左半部成型(6)对钢板(1)辊压,左半部保持不变,右半部产生塑性形变,成型后,使钢板(1)的边缘线越过成型中心线,达到过量塑性变形。
3.根据权利要求1所述的高频焊钢管稳态成型方法,其特征在于:所述右半部成型(7)对钢板(1)辊压,右半部弹性回推,左半部产生塑性形变,成型后,使钢板(1)的边缘线越过成型中心线,达到过量塑性变形。
4.根据权利要求1所述的高频焊钢管稳态成型方法,其特征在于:所述边部导向(8),使右半部保持不变,左半部弹性回推。
5.根据权利要求1-4任一项所述的高频焊钢管稳态成型方法,其特征在于:所述绝缘导向(10)的导向片通过陶瓷轴承支撑在其中心轴上,两个导向片之间采用绝缘陶瓷环绝缘,外圆处采用陶瓷滚珠轴承,使左右导向片之间绝缘。
技术总结
本发明涉及钢管生产成型技术领域,具体地涉及一种高频焊钢管稳态成型方法,包括对中、夹送、ω成型、预弯、左半部成型、右半部成型、边部导向、后成型、绝缘导向、扶正挤压;具体的,包括以下步骤:通过对中的立棍和夹送的平辊主动将钢板送入ω成型和预弯,将钢板以中心线为分界点左右两边对称成型,中心定位;然后送入左半部成型、右半部成型、边部导向、后成型、绝缘导向、扶正挤压,最后焊接成型。本发明能够优化钢板成型受力状态,有效减小焊接挤压辊的强度和挤压力,具有使成型和焊接更稳定、有效消除成型回弹现象、焊后焊缝不受拉伸变形、焊缝质量更好、焊缝更牢固、钢管质量更可靠、提高焊接质量、安全可靠的优点。
技术研发人员:张传芳,刘海燕,袁宗传,游艳平,赵向坤,许新波,王冰
受保护的技术使用者:山东宏丰智能装备有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!