一种水凝胶注射装置及钻孔方法
本发明属于电火花-电解复合制孔,具体涉及一种水凝胶注射装置及钻孔方法。
背景技术:
1、电火花加工的材料去除机理是材料在高温后熔化或气化后去除,因此在电火花钻孔之后,孔壁表面上那些没有排出加工区域的熔融物质在工作液的冷却下会重新凝固形成所谓重铸层,不仅导致孔壁表面质量不高,而且还能影响孔的疲劳强度,减少使用寿命。为了提高孔的表面质量和材料性能,目前在电火花钻孔后采用电解加工的方法来去除重铸层,形成电火花-电解复合钻孔方法。
2、电解加工的不足之处是存在杂散腐蚀现象,所谓杂散腐蚀是指电解加工过程中杂散电流对工件已加工表面的二次腐蚀,或对非加工区域的腐蚀,它是造成电解加工精度低的主要原因。产生杂散腐蚀现象的原因是:电解加工时的工作液采用的是nacl、nano3、naclo3等液体电解液,液体电解液在加工时会四处流动,电场无法被完全约束在加工的区域中,同时在非加工区域中也会存在不同程度的杂散电流分布,导致非加工表面也会参与电化学反应,发生点蚀和杂散腐蚀,因此存在着加工的定域性较差的问题。
技术实现思路
1、本发明要提供一种水凝胶注射装置及钻孔方法,以解决现有技术中电解加工存在杂散腐蚀、电解加工精度低和定域性较差的问题。
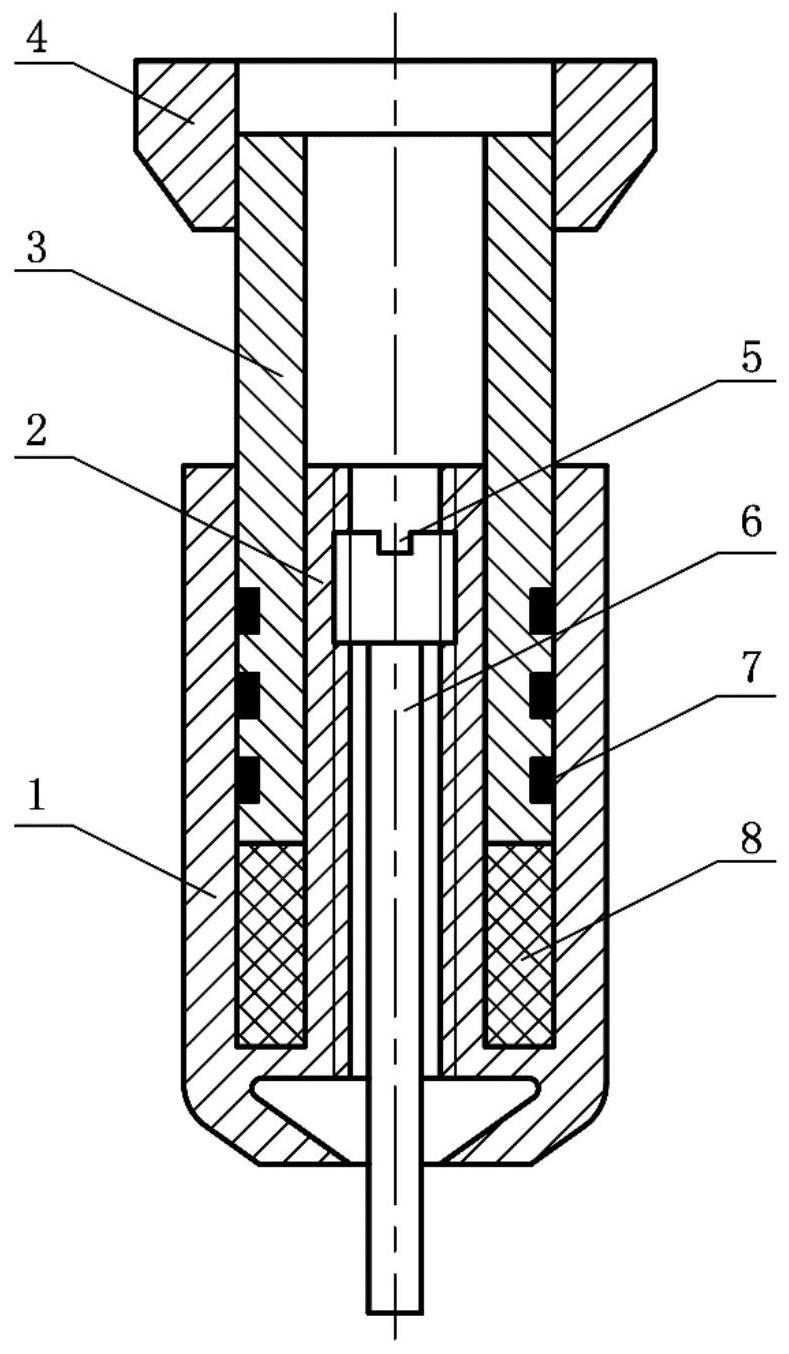
2、为了达到本发明的目的,本发明给出的技术方案是:一种水凝胶注射装置,由电极套、推杆、夹具和电极组成;
3、所述电极套包括同心设置的外套管和导套,外套管比导套略长,上部平齐设置,外套管的下部和导套的底端通过肋板固连,肋板下表面以下的电极套表面涂覆有绝缘涂层;
4、所述电极为变径电极,直径较粗的定位段加工有外螺纹并与导套内壁设置的内螺纹配合连接,其端部设置有凹槽,直径较细的为圆柱电极段,圆柱电极段可轴向活动地穿设于导套的肋板一端;所述外套管的下端部渐缩,缩小后的孔径略大于圆柱电极段的直径;
5、所述推杆为管状体,过盈配合地设置于外套管和导套之间的环状空间内;
6、所述推杆的上端部设置有夹具;
7、所述外套管和导套之间的环状空间内注有水凝胶。
8、进一步的,上述推杆的外壁上设置有环形凹槽,环形凹槽中嵌设有橡胶圈。
9、进一步的,上述包括以下步骤:
10、步骤一:将水凝胶注入电极套中的外套管和导套之间的环状空间内,然后安装推杆,工件设置于电极的圆柱电极段的下方,根据钻孔的深度和电极磨损程度,用螺丝刀旋转电极上凹槽,调整电极的位置;
11、步骤二:进行电火花加工:夹具夹持着推杆并带动整个水凝胶注射装置向下运动,将去离子水箱中的去离子水作为工作液喷向加工区域,电极套和工件分别连接脉冲电源的阴极和阳极,电极接近工件开始进行电火花钻孔加工,当电极套的底部和工件相互接触时,电火花钻孔加工结束;
12、步骤三:夹具夹持着推杆继续向下运动,由于电极套底部和工件已经接触,电极套不能向下运动,此时推杆挤压水凝胶,水凝胶通过电极套底部的间隙被注入到电极和孔壁的间隙中,开始进行电解加工。
13、与现有技术相比,本发明具有的有益效果和优点有:
14、1、本发明的水凝胶注射装置,结构简单,夹具带动水凝胶注射装置只需要向下进给一次,不需要更换设备,也不需要中断加工,就能实现把电火花钻孔和水凝胶作为电解质的电解加工结合起来进行复合钻孔加工。
15、2、水凝胶是由聚合物分子相互连接形成的空间三维交联网络,以及网络结构中填充的液体介质组成的,是一种能够保持一定形态的弹性半固体材料。将水凝胶引入导电介质便可以制成导电水凝胶,它结合了导电物质和水凝胶的两种特性,在室温电导率可达10-4s/cm,仅仅比有机液体电解质小一个数量级。本发明基于导电水凝胶特点,将其作为电解质代替传统的液体电解液进行电解加工时,水凝胶作为一种半固态材料不能随意流动,因此电场也完全的限定在水凝胶范围内,水凝胶覆盖不到的地方不会有电化学反应的发生,有效的提高了电解加工的定域性,能够极大的克服电解加工的杂散腐蚀,提高电解加工的精度。
16、3、本发明的钻孔方法,在进行电火花-电解复合钻孔时,创造性的使用水凝胶这种半固体材料代替传统的液体工作液进行电解加工,在克服杂散腐蚀的同时,有效的提高了电解加工的定域性,提高电解加工的精度,可获得无重铸层的、表面质量好、精度高的钻孔。
技术特征:
1.一种水凝胶注射装置,包括电极套和电极(6),其特征在于:还包括推杆(3)、夹具(4)、电极(6)和橡胶圈(7),
2.根据权利要求1所述的一种水凝胶注射装置,其特征在于:所述推杆(3)的外壁上设置有环形凹槽,环形凹槽中嵌设有橡胶圈(7)。
3.根据权利要求1所述的一种水凝胶注射装置的钻孔方法,其特征在于:包括以下步骤:
技术总结
本发明属于电火花‑电解复合制孔技术领域,具体涉及一种水凝胶注射装置及钻孔方法。所述装置由电极套、夹具、推杆和电极组成,所述电极套包括外套管和其内同心设置的导套,两者通过肋板固连;所述电极定位段与导套螺纹配合连接,圆柱电极段轴向可活动地穿设于导套的肋板一端;所述推杆为设置于外套管和导套之间环状空间内的管状体,环状空间的下部注有水凝胶。圆柱电极段的端部对工件进行电火花钻孔,然后使用水凝胶作为电解质对工件进行电解加工。本发明的装置结构简单,夹具只需进给一次,无需更换设备和中断加工,就能进行电火花‑电解复合钻孔,克服了电解加工的杂散腐蚀,提高了电解加工的定域性,可获得表面质量好精度高的钻孔。
技术研发人员:武小宇,张长富,陈星海,刘强
受保护的技术使用者:西安工业大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!