一种窄夹持座焊轨机的制作方法
本申请属于铁路工程机械设备制造,具体涉及一种可满足道岔接头焊接的窄夹持座焊轨机。
背景技术:
1、随着高铁的迅速发展,对铁路的安全性可靠性越来越高,对钢轨的焊接质量也在不断提升。现目前钢轨的焊接主要分为三类:闪光对焊、气压焊、铝热焊,由于闪光对焊的方式焊接出来的接头,安全可靠且焊接稳定等优点,而得到广泛应用,但对于涉及到道岔接头焊接时,受设备的尺寸限制,无采用闪光对焊的方式对道岔的接头进行焊接。而铝热焊一直存在不稳定的情况,整体焊接质量不如闪光对焊,因此需要一种可适用于道岔接头闪光对焊的焊接设备。
2、窄夹持是指焊轨机的钳夹底部结构变窄,以窄钳夹实现焊机焊接过程所需要的夹持功能。钳夹变窄后,保压推瘤机构需要重新设计结构才能安装使用。现有的移动式焊轨机为常规的移动式焊轨机,现有专利cn 108453316 a悬挂式自动保压推瘤机构 和cn101602138 b钢轨闪光焊机中提到的保压推瘤结构是适用于常规移动式钢轨闪光焊机。常规移动式闪光焊机的钳夹的底部宽度为400mm至500mm之间,而窄夹持座焊轨机钳夹底部宽度为100mm,两者宽度尺寸以及相关结构存在不同。
技术实现思路
1、为了解决现有技术中存在的上述问题,现特别提出一种可满足道岔接头焊接的窄夹持座焊轨机。
2、为实现上述技术效果,本申请的技术方案如下:
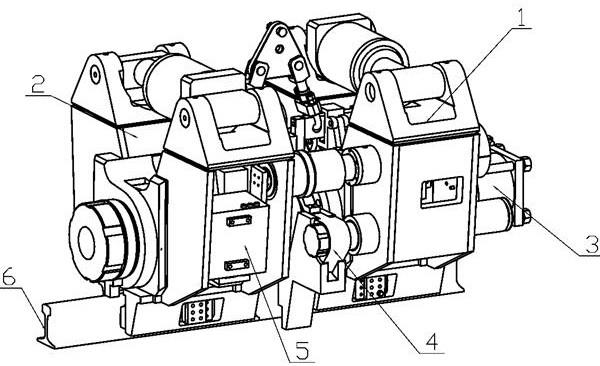
3、一种窄夹持座焊轨机,包括静端夹持机构、动端夹持机构、中心轴顶锻结构、保压推瘤机构和焊接次级回路系统,静端夹持机构和动端夹持机构位于两端且通过中心轴顶锻结构贯穿连接,所述静端夹持机构与动端夹持机构的开合动作同步,在所述静端夹持机构中部设置有保压推瘤机构,保压推瘤机构位于夹持钢轨上方,焊接次级回路系统设置在动端夹持机构上;静端夹持机构和动端夹持机构的夹钳底部均设置有钳夹窄夹持座。
4、进一步地,静端夹持机构和动端夹持机构的夹钳底部宽度最小为100mm。钳夹窄夹持座的外侧面呈向内倾斜结构。
5、进一步地,所述静端夹持机构包括静端第一钳夹和静端第二钳夹,静端中心轴套贯穿静端第一钳夹与静端第二钳夹的中心轴孔,静端第一钳夹和静端第二钳夹之间通过销轴和静端夹紧油缸连接。
6、进一步地,动端夹持机构包括动端第一钳夹、动端第二钳夹和动端夹紧油缸,动端中心轴套贯穿动端第一钳夹与动端第二钳夹的中心轴孔,动端第一钳夹和动端第二钳夹上端通过销轴与夹紧油缸连接,夹紧油缸水平横置。
7、再进一步地,所述静端夹持机构和动端夹持机构内部均设置有相同的同步结构,所述同步结构包括同步座、同步支耳和同步连杆,所述同步支耳前端装有同步座,同步座两侧分别安装同步连杆,位于静端夹持机构内的同步支耳穿在静端中心轴套上,位于动端夹持机构内的同步支耳穿在动端中心轴套上,同步支耳的下端用同步支耳固定键固定,位于静端夹持机构内的同步连杆另一端分别与静端第一钳夹和静端第二钳夹连接,位于动端夹持机构内的同步连杆另一端分别与动端第一钳夹和动端第二钳夹连接。
8、再进一步地,静端第一钳夹与静端第二钳夹中部安装有保压推瘤机构,所述保压推瘤机构包括保压推瘤油缸、推瘤刀架和推瘤刀,所述保压推瘤油缸对称安装于静端夹持机构外侧,推瘤刀架和推瘤刀设置在静端夹持机构内侧,推瘤刀位于推瘤刀架前端,所述推瘤刀架与刀架吊耳通过销轴连接,刀架吊耳安装在推瘤油缸加长轴上,推瘤油缸加长轴末端锁紧有刀架吊耳固定螺母,推瘤油缸加长轴另一端与推瘤油缸连接,推瘤刀架上安装有刀架同步架,刀架同步架在刀架同步l板上滑动,刀架同步l板固定在同步支耳前端。
9、再进一步地,动端第一钳夹与动端第二钳夹内部设置有焊接次级回路系统,所述焊接次级回路系统中的焊接变压器,焊接变压器上接线端面与导电轴接触,且导电轴与动端夹持机构完全绝缘,焊接变压器下接线端面通过电极汇流排与电极连接,电极安装于各钳夹底部的钳夹窄夹持座上,导电轴另一端穿过静端夹持机构,且通过哈夫块、哈夫块汇流排与静端的电极连接。
10、更进一步地,所述焊接变压器为直流变压器。
11、更进一步地,动端第一钳夹、动端第二钳夹、静端第一钳夹和静端第二钳夹均采用460mpa强度碳钢作为钳夹制作材料。
12、进一步地,所述中心轴顶锻结构贯穿整个窄夹持座焊轨机,所述中心轴顶锻结构包括顶锻油缸,所述顶锻油缸安装于静端中心轴套端面,顶锻油缸活塞杆与中心轴连接,中心轴另一端通过中心轴固定螺母与动端夹持机构固定,且中心轴与动端中心轴套、动端夹持机构完全绝缘。
13、本申请优点在于:
14、 1、道岔部位的焊接接头由于尖轨的存在,尖轨与主线轨的间距较小,一般为140mm至200mm之间,本申请提到的窄夹持座焊轨机钳夹底部宽度最小可为100mm,窄夹持座焊轨机的单边宽度小于尖轨与主线轨的间距,可以落下夹持钢轨焊机,实现道岔尖轨与主线轨小间距情况的接头焊接,而常规的移动式钢轨闪光焊机无法落下夹持钢轨。
15、2、常规移动式闪光焊轨机保压推瘤机构的推瘤油缸安装于钳夹底部,常规移动式闪光焊轨机在夹持钢轨状态,推瘤油缸水平位置处于钢轨轨腰出。本材料提到的窄夹持座焊轨机,为适用于道岔接头部位的焊机,钳夹底部变窄,无法安装推瘤油缸,无法以原保压推瘤结构来实现保压推瘤功能。本材料提到的窄夹持座焊轨机保压推瘤油缸位于钢轨上方375mm高度的位置,推瘤油缸施力需通过本材料提到的保压推瘤结构传递给推瘤刀,完成推瘤过程。
16、3、因交流焊接在焊接过程中,会对有磁性材料的钳夹加热,随着焊接时间,钳夹温度升高,钳夹高温状态下无法维持其原有强度且对焊接过程有影响,故交流焊机钳夹底部常采用不锈钢材质。本专利提到窄夹持座焊轨机在原钳夹结构上将钳夹底部变窄,强度减弱,故选用直流变压器作为焊接变压器,采用直流焊接原理对焊,采用460mpa高强度碳钢作为钳夹制作材料,来满足钳夹在焊接过程中的强度要求。
17、4、本专利设有适用于窄夹持座焊轨机的保压推瘤机构,可安装于焊机钳夹底部宽度为100mm焊轨机上。本申请的保压推瘤结构适用于窄夹持座焊轨机,与常规移动式焊轨机保压推瘤机构不同。
技术特征:
1.一种窄夹持座焊轨机,其特征在于:包括静端夹持机构(1)、动端夹持机构(2)、中心轴顶锻结构(3)、保压推瘤机构(4)和焊接次级回路系统(5),静端夹持机构(1)和动端夹持机构(2)位于两端且通过中心轴顶锻结构(3)贯穿连接,所述静端夹持机构(1)与动端夹持机构(2)的开合动作同步,在所述静端夹持机构(1)中部设置有保压推瘤机构(4),保压推瘤机构(4)位于夹持钢轨(6)上方,焊接次级回路系统(5)设置在动端夹持机构(2)上;静端夹持机构(1)和动端夹持机构(2)的夹钳底部均设置有钳夹窄夹持座(8)。
2.根据权利要求1所述的一种窄夹持座焊轨机,其特征在于:钳夹窄夹持座(8)的外侧面呈向内的倾斜结构。
3.根据权利要求1所述的一种窄夹持座焊轨机,其特征在于:所述静端夹持机构(1)包括静端第一钳夹(102)和静端第二钳夹(103),静端中心轴套(303)贯穿静端第一钳夹(102)与静端第二钳夹(103)的中心轴(302)孔,静端第一钳夹(102)和静端第二钳夹(103)之间通过销轴和静端夹紧油缸(101)连接。
4.根据权利要求3所述的一种窄夹持座焊轨机,其特征在于:动端夹持机构(2)包括动端第一钳夹(201)、动端第二钳夹(202)和动端夹紧油缸(101),动端中心轴套(305)贯穿动端第一钳夹(201)与动端第二钳夹(202)的中心轴(302)孔,动端第一钳夹(201)和动端第二钳夹(202)上端通过销轴与夹紧油缸(101)连接,夹紧油缸(101)水平横置。
5.根据权利要求1所述的一种窄夹持座焊轨机,其特征在于:所述静端夹持机构(1)和动端夹持机构(2)内部均设置有相同的同步结构,所述同步结构包括同步座(104)、同步支耳(105)和同步连杆(106),所述同步支耳(105)前端装有同步座(104),同步座(104)两侧分别安装同步连杆(106),位于静端夹持机构(1)内的同步支耳(105)穿在静端中心轴套(303)上,位于动端夹持机构(2)内的同步支耳(105)穿在动端中心轴套(305)上,同步支耳(105)的下端用同步支耳固定键(107)固定,位于静端夹持机构(1)内的同步连杆(106)另一端分别与静端第一钳夹(102)和静端第二钳夹(103)连接,位于动端夹持机构(2)内的同步连杆(106)另一端分别与动端第一钳夹(201)和动端第二钳夹(202)连接。
6.根据权利要求1所述的一种窄夹持座焊轨机,其特征在于:静端第一钳夹(102)与静端第二钳夹(103)中部安装有保压推瘤机构(4),所述保压推瘤机构(4)包括保压推瘤油缸(401)、推瘤刀架(403)和推瘤刀(407),所述保压推瘤油缸(401)对称安装于静端夹持机构(1)外侧,推瘤刀架(403)和推瘤刀(407)设置在静端夹持机构(1)内侧,推瘤刀(407)位于推瘤刀架(403)前端,所述推瘤刀架(403)与刀架吊耳(405)通过销轴连接,刀架吊耳(405)安装在推瘤油缸加长轴(402)上,推瘤油缸加长轴(402)末端锁紧有刀架吊耳固定螺母(404),推瘤油缸加长轴(402)另一端与推瘤油缸(401)连接,推瘤刀架(403)上安装有刀架同步架(406),刀架同步架(406)在刀架同步l板(408)上滑动,刀架同步l板(408)固定在同步支耳(105)前端。
7.根据权利要求4所述的一种窄夹持座焊轨机,其特征在于:动端第一钳夹(201)与动端第二钳夹(202)内部设置有焊接次级回路系统(5),所述焊接次级回路系统(5)中的焊接变压器(502),焊接变压器(502)上接线端面与导电轴(501)接触,且导电轴(501)与动端夹持机构(2)完全绝缘,焊接变压器(502)下接线端面通过电极汇流排(505)与电极(506)连接,电极(506)安装于各钳夹底部的钳夹窄夹持座(8)上,导电轴(501)另一端穿过静端夹持机构(1),且通过哈夫块(503)、哈夫块汇流排(504)与静端的电极(506)连接。
8.根据权利要求7所述的一种窄夹持座焊轨机,其特征在于:所述焊接变压器(502)为直流变压器。
9.根据权利要求4所述的一种窄夹持座焊轨机,其特征在于:动端第一钳夹(201)、动端第二钳夹(202)、静端第一钳夹(102)和静端第二钳夹(103)均采用460mpa强度碳钢作为钳夹制作材料。
10.根据权利要求1所述的一种窄夹持座焊轨机,其特征在于:所述中心轴顶锻结构(3)贯穿整个窄夹持座(8)焊轨机,所述中心轴顶锻结构(3)包括顶锻油缸(301),所述顶锻油缸(301)安装于静端中心轴套(303)端面,顶锻油缸(301)活塞杆与中心轴(302)连接,中心轴(302)另一端通过中心轴固定螺母(306)与动端夹持机构(2)固定,且中心轴(302)与动端中心轴套(305)、动端夹持机构(2)完全绝缘。
技术总结
本申请属于铁路工程机械设备制造技术领域,具体涉及一种可满足道岔接头焊接的窄夹持座焊轨机,包括静端夹持机构、动端夹持机构、中心轴顶锻结构、保压推瘤机构和焊接次级回路系统,静端夹持机构和动端夹持机构位于两端且通过中心轴顶锻结构贯穿连接,所述静端夹持机构与动端夹持机构的开合动作同步,在所述静端夹持机构中部设置有保压推瘤机构,保压推瘤机构位于夹持钢轨上方,焊接次级回路系统设置在动端夹持机构上;静端夹持机构和动端夹持机构的夹钳底部均设置有钳夹窄夹持座。本申请夹钳底部最小可为100mm,小于尖轨与主线轨的间距,可以落下夹持钢轨焊机,实现道岔尖轨与主线轨小间距情况的接头焊接。
技术研发人员:吕其兵,谭洪涛,张延娟
受保护的技术使用者:成都艾格科技有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!