一种H型钢焊接调直定位器的制作方法
本发明涉及焊接,具体涉及一种h型钢焊接调直定位器。
背景技术:
1、h型钢的翼缘内外侧平行或接近于平行,翼缘端部呈直角,h型钢的腹板厚度比腹板同样高的普通工字钢小,翼缘宽度比腹板同样高的普通工字钢大,由形状所决定,h型钢的截面模数、惯性矩及相应的强度均明显优于同样单重的普通工字钢,主要用于各种民用和工业建筑结构以及各种机器构件,在用h型钢进行建筑搭建和构件制备时,各构件之间采用焊接、螺栓或铆钉连接,而在各种连接方式中,焊缝连接用的较多。
2、在对h型钢进行焊接时通过使用吊装设备起吊h型钢,然后使用人工辅助调直对齐,调直定位效果比较依赖工人的工作经验,并且在对h型钢的焊接过程中由于电流大,温度高,构件易产生变形,若不对h型钢的焊接变形量进行控制,会导致后续的构件的拼接产生误差,同时构件产生残余应力,容易导致构件的损坏,降低其使用寿命,现有技术中通常在焊接后对其进行矫正以减少变形量,还需要焊接后的处理步骤,并且由此我们提出一种h型钢焊接调直定位器,其可在焊接时对h型钢进行调直定位,同时可减少焊接过程中的残余应力,对h型钢进行调直矫正。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种h型钢焊接调直定位器,以解决背景技术中提出的现有技术的问题。
3、(二)技术方案
4、为实现上述目的,本发明提供如下技术方案:一种h型钢焊接调直定位器,包括:
5、夹持器,所述夹持器用于夹持在待焊位置处以保持稳定,所述夹持器包括主体板和至少两个夹持板,所述夹持板滑动安装在所述主体板上,所述主体板的两侧均固定安装有固定板,所述固定板螺纹连接有至少两个夹紧螺栓,多个所述夹紧螺栓分别和对应的所述夹持板转动连接;
6、两组h型钢矫正机构,两组所述h型钢矫正机构分别位于h型钢的腹板的两侧,用于对h型钢进行加热矫正,所述h型钢矫正机构包括腹板矫正体和至少两个翼缘矫正体,至少两个所述翼缘矫正体传动连接,所述腹板矫正体安装有宽度适应电动缸,所述宽度适应电动缸的输出端和多个所述翼缘矫正体中的一个翼缘矫正体连接,所述翼缘矫正体的内部安装有加热器;
7、两组h型钢除应力机构,所述h型钢除应力机构包括两个散热箱,两个所述散热箱分别通过连接架和对应的翼缘矫正体连接,所述散热箱远离所述翼缘矫正体的一端安装有多个散热片,所述散热箱固定安装有冷风机;
8、腹板厚度适应组件,所述腹板厚度适应组件用于连接两组所述h型钢矫正机构,所述腹板厚度适应组件包括至少两个连接件,两个所述连接件分别可拆卸安装在位于h型钢的腹板两侧的散热箱上,两个所述连接件中的一个连接件螺纹连接有调节螺栓,所述调节螺栓和另一连接件转动连接;
9、矫正驱动机构,所述矫正驱动机构安装在所述夹持器上,用于驱动所述h型钢矫正机构移动,对h型钢进行移动矫正,所述矫正驱动机构包括至少一个移动架和用于驱动所述腹板矫正体进行移动丝杠进给机构,所述移动架滑动安装在所述主体板上,并且所述移动架螺纹连接有锁紧螺栓,所述丝杠进给机构安装在所述移动架上;
10、其中,所述丝杠进给机构包括矫正驱动电机和丝杆,所述矫正驱动电机安装在所述移动架上,所述丝杆转动安装在所述移动架上,所述丝杆和所述矫正驱动电机的输出端传动连接,所述腹板矫正件上安装有和所述丝杆适配的螺母。
11、为实现两个翼缘矫正体之间的传动连接,两个所述翼缘矫正体相互靠近的一端均安装有齿板,所述腹板矫正体上开设有两个滑动槽,两个所述齿板分别滑动安装在对应的滑动槽的内部,所述腹板矫正体开设有传动槽,所述传动槽的内部转动安装有传动齿轮,两个所述齿板分别位于所述传动齿轮的两侧并和所述传动齿轮啮合,所述齿板为中空结构,所述齿板和与之相连的所述翼缘矫正体连通,所述加热器伸入所述齿板的内部,并且所述齿板和所述腹板矫正体靠近h型钢的腹板的一侧齐平。
12、为提高对h型钢的冷却效果,所述腹板矫正体上安装有冷却系统,所述冷却系统包括换水箱和多个冷却板,所述换水箱安装在所述腹板矫正体上,所述换水箱的内部密封滑动安装有隔板,用于将所述换水箱分隔为冷水区和回水区,所述换水箱安装有水循环驱动电动缸,所述水循环驱动电动缸安装在所述换水箱上,所述水循环驱动电动缸的输出端伸入所述换水箱的内部并和所述隔板连接,所述换水箱连通有加水管和出水管,所述加水管和出水管均安装有阀门,所述冷却板安装在对应的所述散热箱上,所述冷却板为中空结构,所述冷水区和所述回水区均通过连通管和所述冷却板连通。
13、(三)有益效果
14、与已知公有技术相比,本发明提供了一种h型钢焊接调直定位器,具备以下有益效果:
15、1、本发明中,通过夹持器将该h型钢焊接调直定位器固定于焊接区域,通过腹板厚度适应组件对两组h型钢除应力机构进行连接,通过宽度适应电动缸使翼缘矫正体压紧在h型钢的两个翼缘处,实现对h型钢的限位,从而对两个h型钢焊接构件进行限位和连接,将h型钢调直对齐并保持稳定,对比上述的现有技术,该方案便于在焊接时对h型钢进行调直定位,降低了对工人经验的依赖。
16、2、本发明中,通过宽度适应电动缸带动翼缘矫正体压紧在h型钢的两个翼缘处,通过腹板厚度适应组件使两个腹板矫正体压紧在h型钢的腹板的两侧,通过加热器对翼缘矫正体进行加热,从而对h型钢进行加热,通过矫正驱动机构带动腹板矫正体和翼缘矫正体沿直线移动,从而将h型钢调直,保证焊缝的精度,然后使用散热箱和散热片对h型钢进行导热散热,消除h型钢的应力,对比上述的现有技术,该方案便于在焊接过程中保证h型钢的直线度,同时可减少焊接过程中的残余应力,对其进行矫正。
技术特征:
1.一种h型钢焊接调直定位器,其特征在于,包括:
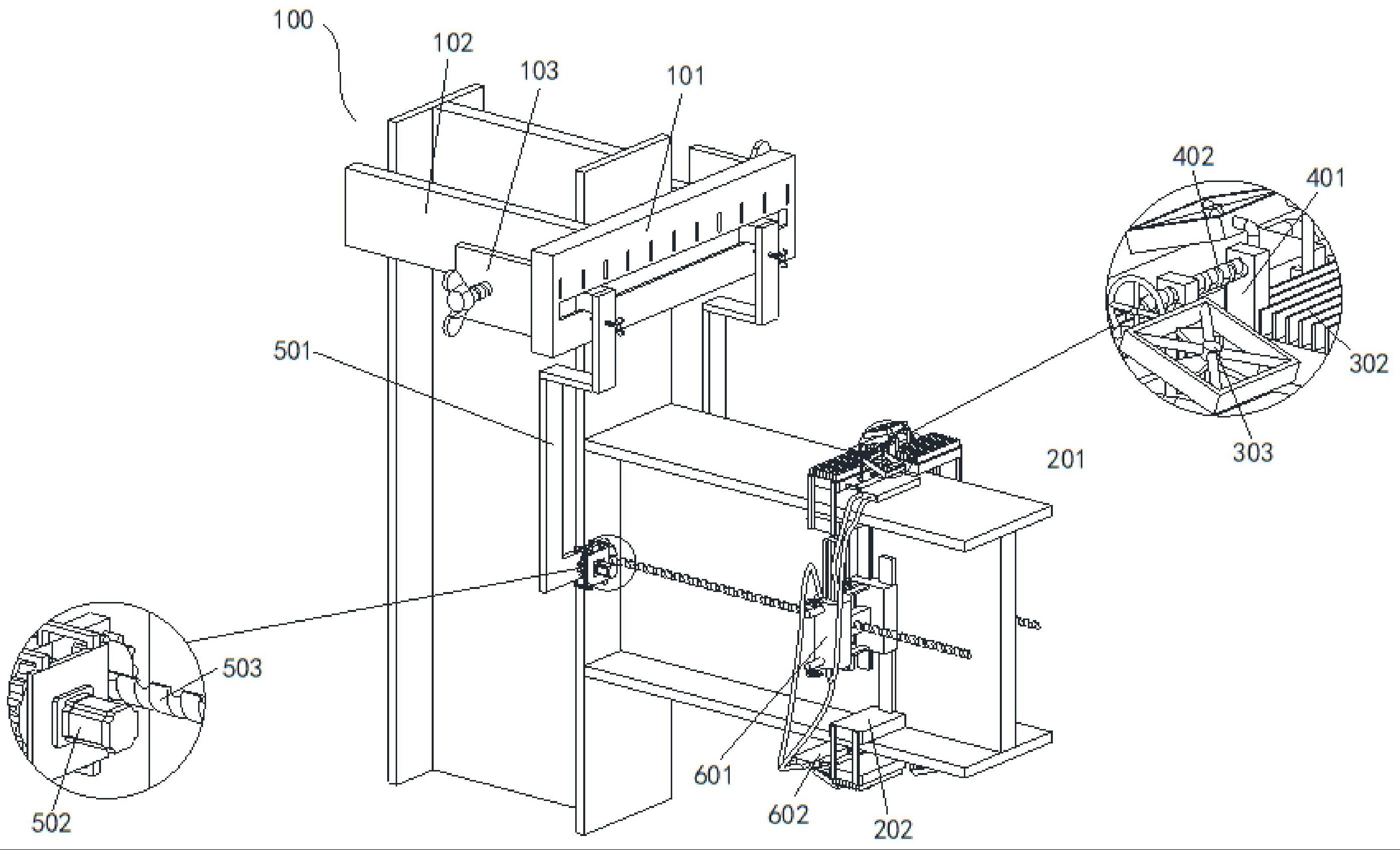
2.根据权利要求1所述的一种h型钢焊接调直定位器,其特征在于,所述夹持器(100)包括主体板(101)和至少两个夹持板(102),所述夹持板(102)滑动安装在所述主体板(101)上,所述主体板(101)的两侧均固定安装有固定板(103),所述固定板(103)螺纹连接有至少两个夹紧螺栓(104),多个所述夹紧螺栓(104)分别和对应的所述夹持板(102)转动连接。
3.根据权利要求2所述的一种h型钢焊接调直定位器,其特征在于,所述腹板厚度适应组件(400)包括至少两个连接件(401),两个所述连接件(401)分别可拆卸安装在位于h型钢的腹板两侧的散热箱(301)上,两个所述连接件(401)中的一个连接件(401)螺纹连接有调节螺栓(402),所述调节螺栓(402)和另一连接件(401)转动连接。
4.根据权利要求3所述的一种h型钢焊接调直定位器,其特征在于,所述矫正驱动机构(500)包括至少一个移动架(501)和用于驱动所述腹板矫正体(201)进行移动的丝杠进给机构,所述移动架(501)滑动安装在所述主体板(101)上,并且所述移动架(501)螺纹连接有锁紧螺栓,所述丝杠进给机构安装在所述移动架(501)上。
5.根据权利要求4所述的一种h型钢焊接调直定位器,其特征在于,两个所述翼缘矫正体(202)相互靠近的一端均安装有齿板(205),所述腹板矫正体(201)上开设有两个滑动槽,两个所述齿板(205)分别滑动安装在对应的滑动槽的内部,所述腹板矫正体(201)开设有传动槽,所述传动槽的内部转动安装有传动齿轮(206),两个所述齿板(205)分别位于所述传动齿轮(206)的两侧并和所述传动齿轮(206)啮合。
6.根据权利要求5所述的一种h型钢焊接调直定位器,其特征在于,所述齿板(205)为中空结构,所述齿板(205)和与之相连的所述翼缘矫正体(202)连通,所述加热器(204)伸入所述齿板(205)的内部。
7.根据权利要求6所述的一种h型钢焊接调直定位器,其特征在于,所述齿板(205)和所述腹板矫正体(201)靠近h型钢的腹板的一侧齐平。
8.根据权利要求7所述的一种h型钢焊接调直定位器,其特征在于,所述腹板矫正体(201)上安装有冷却系统(600),所述冷却系统(600)包括换水箱(601)和多个冷却板(602),所述换水箱(601)安装在腹板矫正体(201)上,所述换水箱(601)的内部密封滑动安装有隔板(603),用于将所述换水箱(601)分隔为冷水区和回水区,所述换水箱(601)安装有水循环驱动电动缸(604),所述水循环驱动电动缸(604)安装在所述换水箱(601)上,所述水循环驱动电动缸(604)的输出端伸入所述换水箱(601)的内部并和所述隔板(603)连接,所述换水箱(601)连通有加水管和出水管,所述加水管和出水管均安装有阀门,所述冷却板(602)安装在对应的散热箱(301)上,所述冷却板(602)为中空结构,所述冷水区和所述回水区均通过连通管和所述冷却板(602)连通。
9.根据权利要求8所述的一种h型钢焊接调直定位器,其特征在于,所述散热箱(301)固定安装有冷风机(303)。
技术总结
本发明涉及焊接技术领域,提出了一种H型钢焊接调直定位器,包括夹持器;两组H型钢矫正机构,H型钢矫正机构包括腹板矫正体和至少两个翼缘矫正体,腹板矫正体安装有宽度适应电动缸,宽度适应电动缸的输出端和多个翼缘矫正体中的一个翼缘矫正体连接,翼缘矫正体的内部安装有加热器;两组H型钢除应力机构,H型钢除应力机构包括两个散热箱,散热箱远离翼缘矫正体的一端安装有多个散热片;腹板厚度适应组件;矫正驱动机构,矫正驱动机构安装在夹持器上,用于驱动H型钢矫正机构移动,对H型钢进行移动矫正,本发明便于在焊接过程中保证H型钢的直线度,同时可减少焊接过程中的残余应力,对其进行矫正。
技术研发人员:王德双,段胜国
受保护的技术使用者:唐山市丰润区鼎益轻钢制品有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!