一种热连轧带钢预测轧制力偏差计算和统计方法与流程
本发明涉及板带热连轧生产,特别是涉及一种热连轧带钢预测轧制力偏差计算和统计方法。
背景技术:
1、轧制力设定是热连轧精轧机组计算机设定模型的核心,其设定精度将直接影响到辊缝的设定,进而影响到穿带的稳定性,板厚精度以及最终的板形质量,其与实际的误差大小对机架间的流量有直接影响,当超出活套调节范围时,就容易引发生产事故。
2、目前板带热连轧生产中,主要采用基于轧制力理论计算数学模型来进行轧制力的设定计算,同时结合自适应技术对轧制力进行在线修正。
3、轧制力的理论计算方法很多,如sims模型,其轧制力公式为:
4、f=w·ld·km·qp
5、其中:f——轧制压力,w——带钢宽度,ld——压扁弧长,km——轧件的变形抗力,qp——外摩擦应力状态系数,而变形抗力和外摩擦系数与轧件厚度、温度、成分等有关。此外还有由其实际生产的简化公式:日立公式、孙一康公式等。由此公式可以看出,分析主要工艺参数和规格对轧制模型的影响,从而提高命中率,具有一定研究意义。
6、仅依靠数学模型来实现厚度控制,要求模型本身有很高的预报精度,但往往模型精度有限,很难达到要求值。同时,由于实际轧过程中,轧机和轧件参数不断变化,使得设定的轧制力与实际值之间存在一定偏差。此时就需要采用自适应技术对数学模型进行校正。自适应技术就是在板带热连轧过程中,根据系统状态的变化,不断利用实时信息进行模型系数的修正,以达到保证模型的精度的目的。
7、轧制力模型的自适应校正主要有两种方式,一是以邻近本块料的前一批料同规格的的实测数据来修正模型系数,然后再对本块料进行计算;二是采用“本块料”自适应校正,即利用本块料轧入精轧机组、机架后,根据头两架的实测轧制力和预报轧制力之差来修正后面各架的轧制力预报值,再一次精确调整后面几个机架压下装置,使整个设定模型精度得到提高。
技术实现思路
1、为了克服现有技术的不足,本发明的目的是提供一种热连轧带钢预测轧制力偏差计算和统计方法。
2、为实现上述目的,本发明提供了如下方案:
3、一种热连轧带钢预测轧制力偏差计算和统计方法,包括:
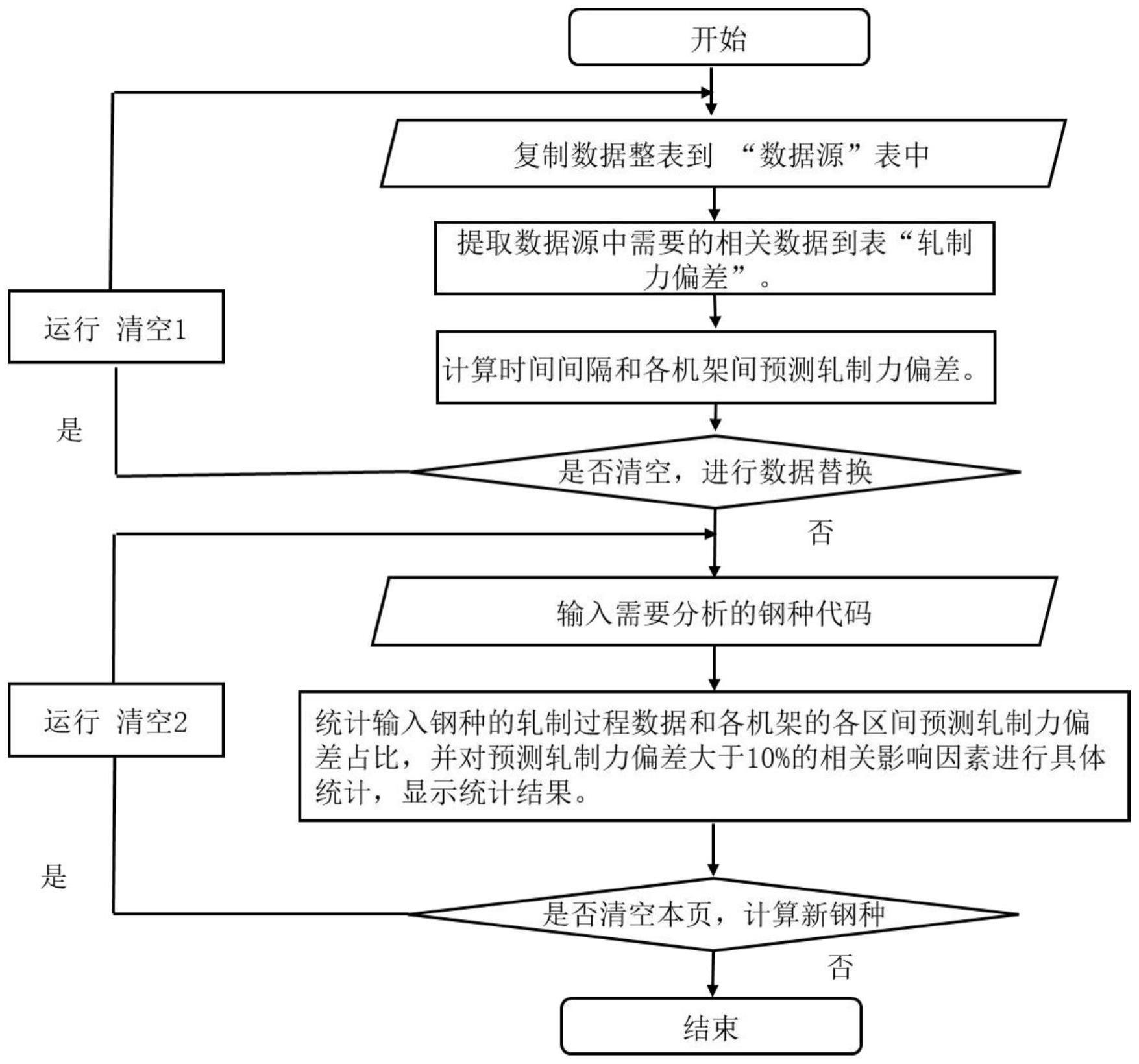
4、步骤1:将轧制模型中原始轧制数据复制到“数据源”工作表中;所述“数据源”工作表中包括:开轧时间、实际轧制力和计算轧制力;
5、步骤2:将“数据源”工作表中的数据提取到“轧制力偏差”工作表中;
6、步骤3:利用所述“轧制力偏差”工作表计算轧制的时间间隔和轧制力偏差数据,形成各个钢种的轧制力偏差数据;
7、步骤4:判断是否需要清空目前的轧制力偏差数据,若需要则替换“数据源”工作表返回步骤2,重新计算,如不需要则输入需要分析的钢种代码;
8、步骤5:根据需要分析的钢种代码,显示相应钢种名称,得出连轧机组各机架的各区间预测轧制力偏差占比,并对轧制力偏差大于10%的钢种进行具体统计,显示报警统计结果。
9、优选地,所述步骤3:利用所述“轧制力偏差”工作表计算轧制的时间间隔和轧制力偏差数据,形成各个钢种的轧制力偏差数据,包括:
10、利用时间函数datediff求两板坯开轧时间的差值得到轧制的时间间隔;
11、采用公式:
12、
13、计算各个机架在轧制相应带钢时的轧制力偏差;其中,p计算表示计算的轧制力,p实际表示实际的轧制力。
14、优选地,所述步骤5,包括:
15、运用语句:mycrr=worksheets("1").range("a1").currentregion.value,将表“1”数据存储到数组myarr中;所述表“1”中的数据包括各个钢种的轧制力偏差数据;具体的,运用“for-next”循环将各个钢种的轧制力偏差数据存入数组myerr中;
16、运用setuu=worksheets.add(after:=sheets("1")),在表“1”后新建一个工作表;
17、运用uu.name="2"将工作表命名为“2”;
18、从“1”表中筛选出需要分析的钢种代码填入到新建的表“2”中;
19、利用循环计数,分别统计表“2”中各机架偏差在“<5%”,“5%-10%”,“>10%”三个范围的占比;
20、新建表“f1”-“f7”,从“2”表中筛选偏差>10%的数据分别填入表“f1”-“f7”;
21、分别统计表“f1”-“f7”中各条件范围的数据,填入“统计”表中的相应位置;
22、删除表“1”,“2”和“f1”-“f7”,形成轧制力偏差大于10%的报警统计结果。
23、优选地,在步骤5之后,还包括:
24、判断是否清空本页,计算新钢种;如清空,运行清空代码“sheets("统计").range("xx:xx").clearcontents”,其中“xx:xx”为需要清空的单元格范围,然后重复步骤4到5;如不需要,则运行结束。
25、根据本发明提供的具体实施例,本发明公开了以下技术效果:
26、本发明提供了一种热连轧带钢预测轧制力偏差计算和统计方法,其中,该方法包括:复制数据整表到“数据源”表中;提取数据源中需要的相关数据到“轧制力偏差”表中;利用“轧制力偏差”表计算时间间隔和各机架间预测轧制力偏差;判断是否需要清空目前已有数据,若需要则替换数据源重新计算,如不需要则输入需要分析的钢种代码;统计输入钢种的轧制过程数据和测轧制力偏差,显示相应钢种名称,得出连轧机组各机架的各区间预测轧制力偏差占比,并对预测轧制力偏差大于10%的相关影响因素进行具体统计,显示报警统计结果。本发明通过对关于循环变量的运算表达式进行运算,结合选择语句,实现了数据的引用、计算、统计,克服了人工筛选易发生错误或漏选的缺陷,此外本发明通过使用“清空”按钮,克服了传统统计方法中需要打开对应表格操作的缺陷,实现一表通用。
技术特征:
1.一种热连轧带钢预测轧制力偏差计算和统计方法,其特征在于,包括:
2.根据权利要求1所述的一种热连轧带钢预测轧制力偏差计算和统计方法,其特征在于,所述步骤3:利用所述“轧制力偏差”工作表计算轧制的时间间隔和轧制力偏差数据,形成各个钢种的轧制力偏差数据,包括:
3.根据权利要求2所述的一种热连轧带钢预测轧制力偏差计算和统计方法,其特征在于,所述步骤5,包括:
4.根据权利要求3所述的一种热连轧带钢预测轧制力偏差计算和统计方法,其特征在于,在步骤5之后,还包括:
技术总结
本发明提供了一种热连轧带钢预测轧制力偏差计算和统计方法,其中,该方法包括:提取数据源中需要的相关数据到“轧制力偏差”表中;利用“轧制力偏差”表计算时间间隔和各机架间预测轧制力偏差;统计输入钢种的轧制过程数据和测轧制力偏差,显示相应钢种名称,得出连轧机组各机架的各区间预测轧制力偏差占比,并对预测轧制力偏差大于10%的相关影响因素进行具体统计,显示统计结果。本发明有效地消除了人工数据处理中处理效率低,处理周期长,且出错率较高的问题。本发明通过对关于循环变量的运算表达式进行运算,结合选择语句,实现了数据的引用、计算、统计,克服了人工筛选易发生错误或漏选的缺陷。
技术研发人员:刘政峰,丛培瑶,张玮,王爱君,贾瑞杰,曹青松,薄俊岭
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!